Изобретение относится к технологии машиностроения к абразивной обработке отверстий в деталях машин.
Известен способ обработки отверстий упругим инструментом, который содержит корпус и несущую рабочий элемент часть [1].
Недостатками известного способа являются повышение температуры выше критической в зоне резания при больших скоростях шлифования, при которой образуются прижоги и микротрещины, кроме того, невысокая эффективность обработки, так как только 5. ..15% абразивных зерен участвуют в резании, остальные нережущие: одни - идут по следу предыдущих зерен и попадают в ранее прорезанные канавки, и стружки не снимают, другие - пластически деформируют металл, третьи - глубоко утоплены в связку и в резании не участвуют и т.д. [Зубарев Ю.М., Приемышев А.В.Технологические основы высокопроизводительного шлифования сталей и сплавов - СПб.: Изд. С.-Петербургского университета, 1994. С.18-20].
Известен способ обработки отверстий упругим инструментом, который содержит корпус и несущий рабочий элемент часть, причем корпус выполнен в виде втулки со сквозными радиальными прорезями, расположенными диаметрально одна другой, а несущая часть выполнена в виде упругой металлической ленты, концы которой закреплены в указанных прорезях, при этом рабочий элемент выполнен в виде нанесенного на наружную часть металлической ленты абразивного слоя и (в другом случае) в виде абразивной ленты с нанесенным на ее нерабочей стороне клейким веществом [2].
Недостатками известного способа являются повышение температуры выше критической в зоне резания при больших скоростях шлифования, при которой образуются прижоги и микротрещины, кроме того, невысокая эффективность обработки, так как только 5. ..15% абразивных зерен участвуют в резании, остальные нережущие: одни - идут по следу предыдущих зерен и попадают в ранее прорезанные канавки, и стружки не снимают, другие - пластически деформируют металл, третьи - глубоко утоплены в связку и в резании не участвуют и т.д.
Задача изобретения - повышение точности и производительности обработки, эффективности резания абразивными зернами и снижение теплонапряженности процесса шлифования за счет винтового расположения режущей поверхности и упрощения управление обработкой и конструкции инструмента.
Поставленная задача решается с помощью предлагаемого способа обработки отверстий упругим винтовым инструментом, при котором упругому инструменту, содержащему корпус и виде втулки с радиальными прорезями и рабочий режущий элемент в виде упругой металлической ленты с абразивным слоем, сообщают вращательное относительно продольной оси и возвратно-поступательное движения, причем рабочий режущий элемент выполнен в виде упругой металлической ленты, свернутой в витки винтовой линии, количество которых не менее двух витков, с шагом
P=Вр-Вz,
где Вp - ширина рабочей металлической ленты с абразивным слоем;
Вz=0,5Вр - ширина впадины между витками.
При этом концы рабочей ленты свернуты U-образно, имеют фиксатор и закреплены в указанных прорезях, причем через каждую четверть оборота витка рабочая металлическая лента имеет U-образные гофры, закрепленные в указанных прорезях, при этом последние расположены по винтовой линии.
Кроме того, ввод упругого винтового инструмента в обрабатываемое отверстие производят при вращении его в направлении витков винтовой линии рабочей ленты, а обработку отверстия заготовки производят при вращении инструмента против направления витков винтовой линии рабочей ленты.
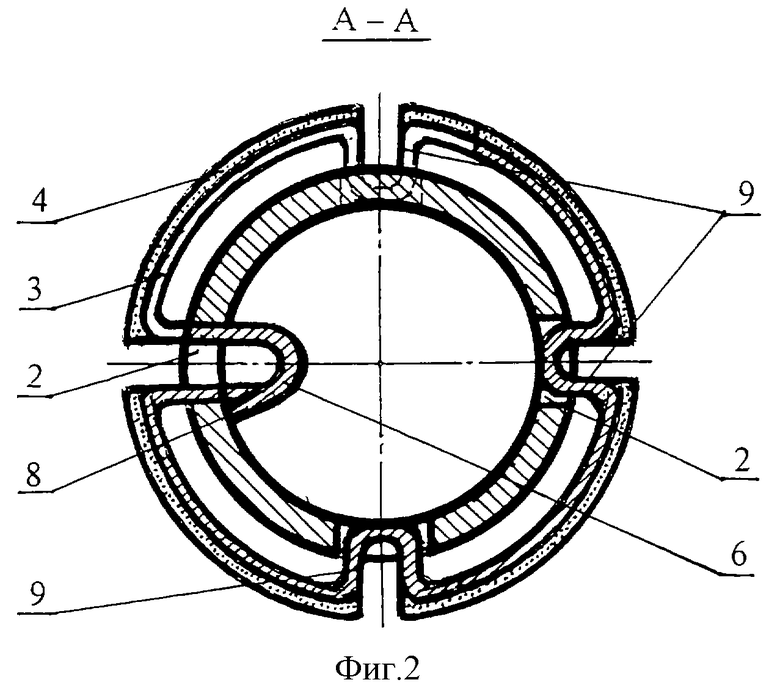
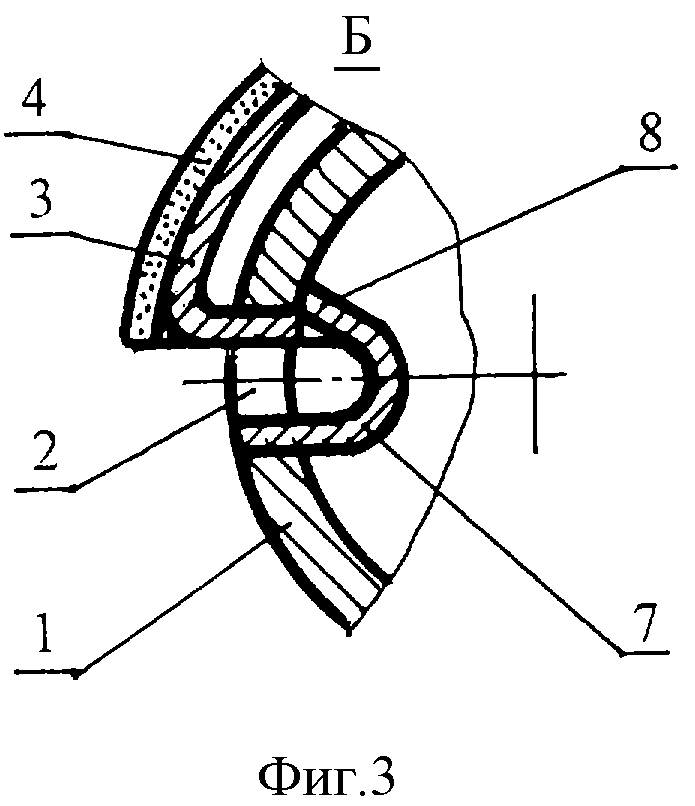
На фиг.1 изображена схема обработки отверстия по предлагаемому способу и инструмент, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - вид по Б на фиг.1.
Предлагаемый способ обработки отверстий упругим винтовым инструментом осуществляется упругим инструментом, который содержит корпус в виде втулки 1 с радиальными прорезями 2 и рабочий режущий элемент в виде упругой металлической ленты 3 с абразивным слоем 4.
Втулка 1 выполняется из легкого материала, например дюралюминия. Она навинчивается на оправку 5, выполненную, например, тоже из дюралюминиевой трубки.
Инструмент состоит из загнутой упругой металлической ленты 3, выполненной, например, из стали 65Г и других упругих материалов способом холодной прокатки или может быть термообработанной. Она имеет толщину в зависимости от диаметра обрабатываемого отверстия (диапазона отверстий) от нескольких десятков микрометров и толще.
Упругая гофрированная металлическая лента 3 свернута в витки винтовой линии, количество которых не менее двух витков, с шагом
Р=Вр+Вz,
где Вр - ширина рабочей металлической ленты с абразивным слоем;
Вz=0,5Вp - ширина впадины между витками.
Концы 6 и 7 рабочей ленты 3 отогнуты и свернуты U-образно, имеют фиксаторы 8 и закреплены в указанных прорезях 2, причем через каждую четверть оборота витка рабочая металлическая лента 3 имеет U-образные гофры 9, закрепленные в указанных прорезях 2, при этом последние расположены по винтовой линии.
При обработке отверстий по предлагаемому способу данному инструменту сообщают вращательное Vp относительно продольной оси и возвратно-поступательное Sпр движения. Кроме того, ввод упругого винтового инструмента в обрабатываемое отверстие производят при холостом вращении его в направлении Vx витков винтовой линии рабочей ленты, а обработку отверстия заготовки производят при вращении Vp инструмента против направления витков винтовой линии рабочей ленты.
На наружную поверхность винтовой металлической ленты 3, которая контактирует с обрабатываемой поверхностью, известными способами наносится абразивный слой 4 на гибкой связке, например гальваноспособом и т.п. В другом случае абразивная рабочая режущая поверхность 4 металлической ленты 3 может быть выполнена в виде отдельных приклеенных полотен абразивной шкурки.
Рабочая режущая поверхность, полученная таким образом, является винтовой цилиндрической абразивной поверхностью с аксиально смещенным в продольном направлении режущим слоем, способствующей снижению температуры обработки благодаря впадине Вz между витками и свободному проникновению смазочно-охлаждающей жидкости (СОЖ) в зону резания.
Кроме того, аксиально смещенный режущий слой винтовой ленты способствует интенсификации процесса шлифования, большее количество режущих зерен становятся рабочими, которые не идут вслед за предыдущими, не попадая в ранее прорезанные канавки.
Перед работой свернутая в витки винтовой линии лета 3 одевается на втулку 1 таким образом, что внутренние части гофр 9 попадают в сквозные радиальные прорези 2, расположенные по винтовой линии на цилиндрической поверхности втулки 1. Концы 6 и 7 ленты, загнутые U-образно и имеющие отогнутый фиксатор 8, также вставляются в соответствующие сквозные радиальные прорези 2.
На наружную поверхность металлической ленты 3 наклеивается абразивная лента 4, и инструмент готов к работе, хотя лента 4 может наклеиваться на ленту 3 и ранее. При вращении втулки 1 лента за счет упругих сил и центробежных сил прижимает абразивную ленту 3 к обрабатываемой поверхности отверстия. Изменяя частоту вращения инструмента, регулируют радиальную силу прижима режущего слоя и таким образом управляют величиной радиальной подачи.
При обработке отверстий по предлагаемому способу данному инструменту сообщают вращательное Vр относительно продольной оси движение, которое реверсируют, и возвратно-поступательное Sпр движение. Реверсирование вращательного движения Vp производится со следующей целью. Ввод упругого винтового инструмента в обрабатываемое отверстие производят при холостом вращении его в направлении Vx витков винтовой линии рабочей ленты. Так, на инструменте, изображенном на фиг.1, витки винтовой ленты имеют левое направление, значит, ввод инструмента производим при его вращении против часовой стрелки, при этом лента будет входить в обрабатываемое отверстие концом 7 и скручиваться, стремясь уменьшиться в диаметре. Это способствует свободному вхождению ленты и инструмента в отверстие.
После полного ввода инструмента в отверстие изменяют направление его вращения и обработку отверстия заготовки производят при вращении Vр инструмента против направления витков винтовой линии рабочей ленты.
Так, на инструменте, изображенном на фиг.1, витки винтовой ленты имеют левое направление, значит, обработку отверстия производим при вращении инструмента по часовой стрелке, при этом лента будет раскручиваться, стремясь увеличиться в диаметре. Это способствует увеличению радиальной составляющей силы резания и более интенсивной обработке отверстия.
Равномерное действие упругих сил металлической ленты, свернутой в витки винтовой поверхности, повышает точность и производительность обработки, а также снижает теплонапряженность процесса за счет прерывистой в продольном направлении зоны резания.
Биение втулки 1 не влияет на биение металлической ленты 3, свернутой в витки винтовой поверхности и свободно размещенной концами 6 и 7 и внутренними частями гофр 9 в пазах втулки 1, так как эта лента просто проскальзывает в пазах 2 втулки 1.
В качестве примера проводилась обработка отверстия гильзы на внутришлифовальном станке мод. 3К227В, оснащенным специальным упругим винтовым инструментом по предлагаемому способу. Материал обрабатываемой заготовки: труба 140х10 ГОСТ 8734-75/В40Х ГОСТ 8733-74, HВ 280, диаметр обрабатываемого отверстия ⊘125 мм, режущий инструмент - шлифовальная шкурка на тканевой основе, рулонная, по ГОСТ 5009-82, водостойкая, двухслойная; абразивный материал - 24А, зернистость абразива - 80. Шлифовальная шкурка отдельными кусками приклеивалась клеем БФ к наружной поверхности металлической (из стали 65Г) ленты толщиной 0,9 мм, полученной способом холодной прокатки. Режимы обработки скорость вращения шпинделя - Vв=29,5 м/с (nmax=4500 мин-1), продольная подача Sпр= 3600 мм/мин, припуск на обработку - 0,1 мм, давление инструмента на обрабатываемую поверхность - 0,05 МПа, охлаждающая жидкость - сульфофрезол.
Предлагаемый способ позволяет повысить точность и производительность обработки за счет уменьшения величины биения инструмента при простоте конструкции и снижении металлоемкости последнего, снизить теплонапряженность процесса за счет прерывистой в продольном направлении и аксиально смещенной зоны резания благодаря винтовому расположению режущей поверхности, управлять величиной радиальной подачи за счет центробежной силы и реверса главного вращательного движения, а также упростить управление обработкой и конструкцию инструмента.
Источники информации, принятые во внимание
1. А.с. СССР 1028485, кл. B 24 B 33/02, 1983.
2. А. с. СССР 1634469, кл. B 24 D 17/00, B 24 B 33/02. Н.М. Харлов. Упругий инструмент для обработки отверстий. Заявка 4387363/08, заявл. 22.03.88, опубл. 15.03.91. Бюл. 10 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| УПРУГИЙ ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2212327C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218266C2 |
| АБРАЗИВНЫЙ КОЛЬЦЕОБРАЗНЫЙ ОХВАТЫВАЮЩИЙ КРУГ | 1999 |
|
RU2179503C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
Изобретение относится к технологии машиностроения, к абразивной обработке отверстий в деталях машин. Способ включает использование упругого инструмента, содержащего корпус в виде втулки с радиальными прорезями и рабочий режущий элемент в виде упругой металлической ленты с абразивным слоем, и сообщение ему вращательного относительно продольной оси и возвратно-поступательного движений. Рабочий режущий элемент выполняют в виде упругой металлической ленты, свернутой в витки винтовой линии, количество которых не менее двух, с шагом, определяемым по приведенной зависимости. Использование изобретения ведет к повышению точности и производительности обработки, эффективности процесса резания абразивными зернами и снижению теплонапряженности процесса шлифования за счет винтового расположения режущей поверхности, а также к упрощению управления обработкой и конструкции инструмента. 2 з.п. ф-лы, 3 ил.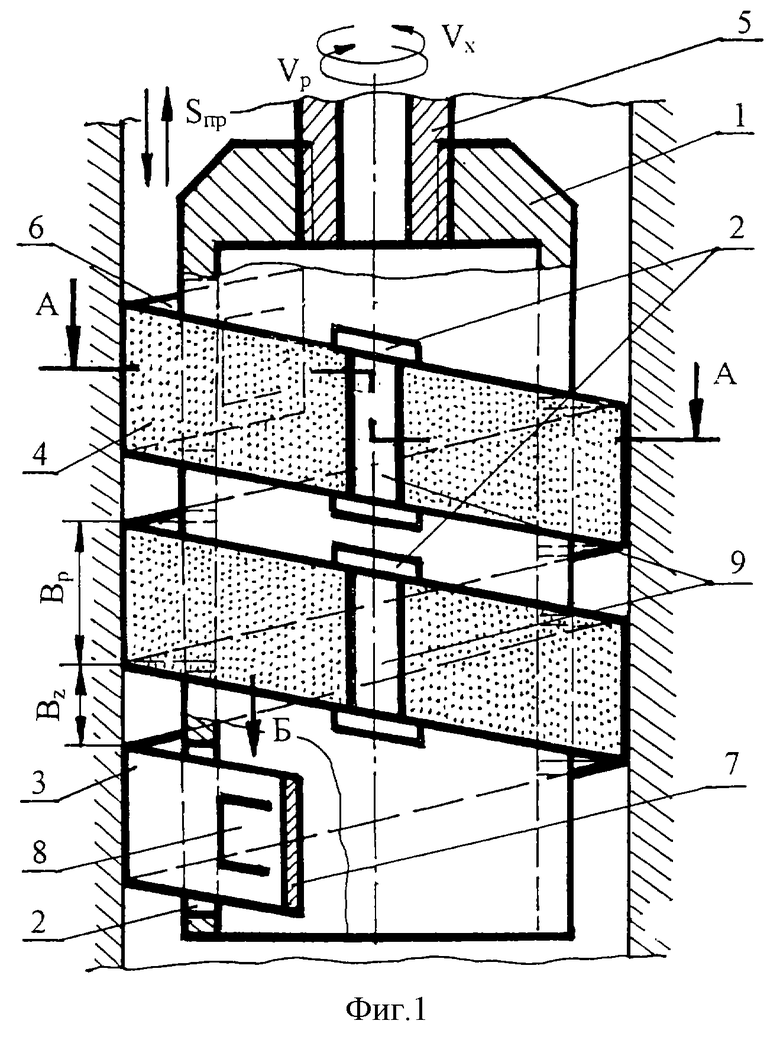
Р= Вp+Bz,
где Вp - ширина рабочей металлической ленты с абразивным слоем; Bz = 0,5 Вp - ширина впадины между витками.
| Упругий инструмент для обработки отверстий | 1988 |
|
SU1634469A1 |
| Комбинированный шлифовальный круг | 1990 |
|
SU1738625A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2153976C2 |
| Флюс для лужения и пайки | 1982 |
|
SU1147542A1 |

