Изобретение относится к машиностроению и может быть использовано на финишных операциях упрочняющей обработки с одновременным нанесением композиционных покрытий.
Известен способ нанесения защитных покрытий на рабочие поверхности деталей, при котором покрытие наносят из спецжидкости, содержащей соли наносимого металла и других компонентов, растворенных в глицерине, а в качестве деформирующего инструмента используют металлическую щетку (Патент N 2053106, В 24 В 39/00, опубл. Бюл. №3 от 27.01.96 г.) [1].
В данном случае возможно нанесение только медного покрытия, что обеспечивает невысокие триботехнические свойства поверхностей с покрытием.
В способе нанесения покрытий на стальные изделия (Патент N 2110609, В 24 В 39/00, опубл. Бюл. №13 от 10.05.98 г.) [2] покрытие наносят после предварительного упрочнения из спецжидкости, содержащей соли наносимого металла, ацетамида и других компонентов с добавлением в состав ультрадисперсных порошков меди и никеля.
Введение в состав только ультрадисперсных порошков меди и никеля не отвечает возрастающим требованиям к триботехническим характеристикам поверхностей с покрытиями.
Наиболее близким к предлагаемому является способ упрочнения деталей с одновременным нанесением композиционных покрытий, где в качестве упрочняющего инструмента используют быстровращающуюся металлическую щетку, а в состав спецжидкости дополнительно входит фторированный графит (Патент №2138579, В 24 В 39/00, опубл. Бюл. №27 от 27.09.99 г.) [3].
Наличие в составе фторированного графита усложняет технологию приготовления спецжидкости, т.к. требуется специальная обработка фторированного графита перед введением в основной состав, кроме того, требуется перед нанесением покрытия дополнительное диспергирование состава для получения равномерной взвеси. Это ограничивает возможности применения состава для легированных сталей.
Технической задачей предлагаемого способа является расширение области применения способа упрочняющей обработки с одновременным нанесением покрытий и значительное улучшение качества поверхностей (триботехнические параметры). С помощью данного способа возможно наносить не только металлические композиционные покрытия на медьсодержащей основе, но и покрытия, в состав которых входят полимерные материалы, например политетрафторэтилен, которые значительно улучшают триботехнические характеристики рабочих поверхностей деталей машин, работающих в условиях граничной смазки, повышенных нагрузок и температур.
Технический результат достигается тем, что после предварительной упрочняющей обработки, например, быстровращающейся щеткой с усложненной кинематикой перемещения в зону контакта вводят специальную жидкость (с медьсодержащим составом) - первый переход, после образования медного покрытия без остановки вращения детали в зону обработки подают второй состав - суспензию политетрафторэтилена (фторопласт), выполняют второй переход, но при этом изменяют натяг ворса щетки или уменьшают давление деформирующего элемента.
Вторым отличительным признаком является введение комбинированного в двух направлениях дополнительного перемещения инструмента (ролика, быстровращающейся щетки) в продольном и перпендикулярном направлениях, позволяющего обрабатывать сложнорельефные поверхности.
Реализация способа
Технологический процесс по предлагаемому способу состоит из двух основных переходов. На первом этапе проводят предварительную подготовку и упрочнение поверхности. В этом случае достигается эффект уменьшения исходной шероховатости и получение ювенильной поверхности, формирование в поверхностном слое благоприятных остаточных напряжений сжатия. Затем в зону обработки подается специальная жидкость (медьсодержащий состав) и образуется “рыхлое” медьсодержащее покрытие. Время образования покрытия 30...40 с. После образования медного покрытия (наблюдается характерный вид медного покрытия - темно-красный цвет) в зону контакта подают суспензию политетрафторэтилена, при этом уменьшают силовую напряженность процесса. В процессе обработки периодически вручную или с использованием специального привода (кулачки) изменяется величина натяга ворса щетки от 0,2-4,0 мм. Натяг регулируется изменением эксцентриситета установки для обработки, что приводит к изменению условий деформационного упрочнения.
Величину и периодичность усилий в зоне контакта оптимизируют в зависимости от механических свойств основного металла. Разделение подачи спецжидкостей (медьсодержащий состав) и суспензии политетрафторэтилена (второй состав) позволяет получить композиционное покрытие с полимерным составом. Ультрадисперсный порошок политетрафторэтилена вкрапливается в поры медного покрытия и тем самым обеспечивается надежность сцепления полимерного покрытия с основой через медную прослойку.
Образование слоя покрытия происходит в процессе химического взаимодействия компонентов спецжидкости с поверхностью изделия при постоянном воздействии деформирующего элемента, который позволяет равномерно распределять ультрадисперсные металлические порошки политетрафторэтилена в слое покрытия на обрабатываемой поверхности. Варьируя составом спецжидкости и силовыми параметрами процесса обработки, можно в определенной степени получать требуемые характеристики качества поверхности.
Технологические параметры процесса упрочняющей обработки оптимизированы при использовании ворса щетки диаметром 0,25-0,3 мм и плотности набивки щетки 0,16-0,18, длине ворса 80-50 мм, натяг ворса щетки варьируется в пределах 0,2-3,0 мм. Скорость обработки - 15-20 м/с, периодичность изменения натяга 1,5-2,0 1/с, общее время обработки единицы поверхности в зависимости от ширины щетки 45-50 с.
Технический результат подтвержден результатами испытаний - снижением величины коэффициента трения (повышением антифрикционных свойств поверхностей), значительным улучшением противозадирных характеристик.
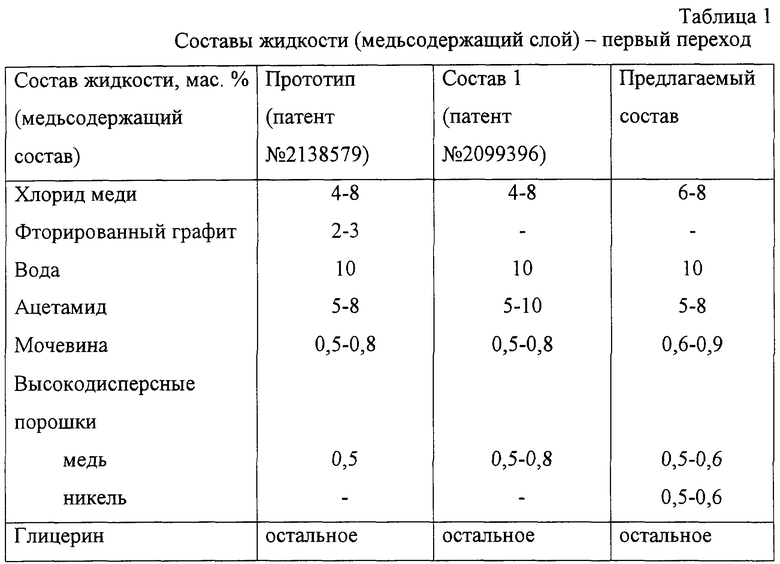
Составы различных видов композиционных покрытий представлены в таблицах 1 и 2.
Результаты сравнительных триботехнических свойств, проводимых на торцевом трибометре ТТ-1 при скорости скольжения V=7,8 м/мин, давлении в зоне контакта g=7,5 MПa, представлены в таблице 2.

Предлагаемый состав жидкости (медьсодержащий состав) готовится поочередным смешиванием хлорида меди с водой, затем добавляют ацетамид, мочевину и нагретый до 60-70°С глицерин. Состав суспензии готовится смешиванием порошка политетрафторэтилена в этиловом спирте. Полученные составы диспергируются на ультразвуковом диспергаторе.
Экономическая эффективность предложенного состава подтверждается низкой стоимостью компонентов и простотой технологии нанесения композиционных покрытий. Результаты испытаний приведены в таблице 3.

Результаты испытаний показали, что предложенный состав имеет лучшие триботехнические характеристики по сравнению с прототипом.
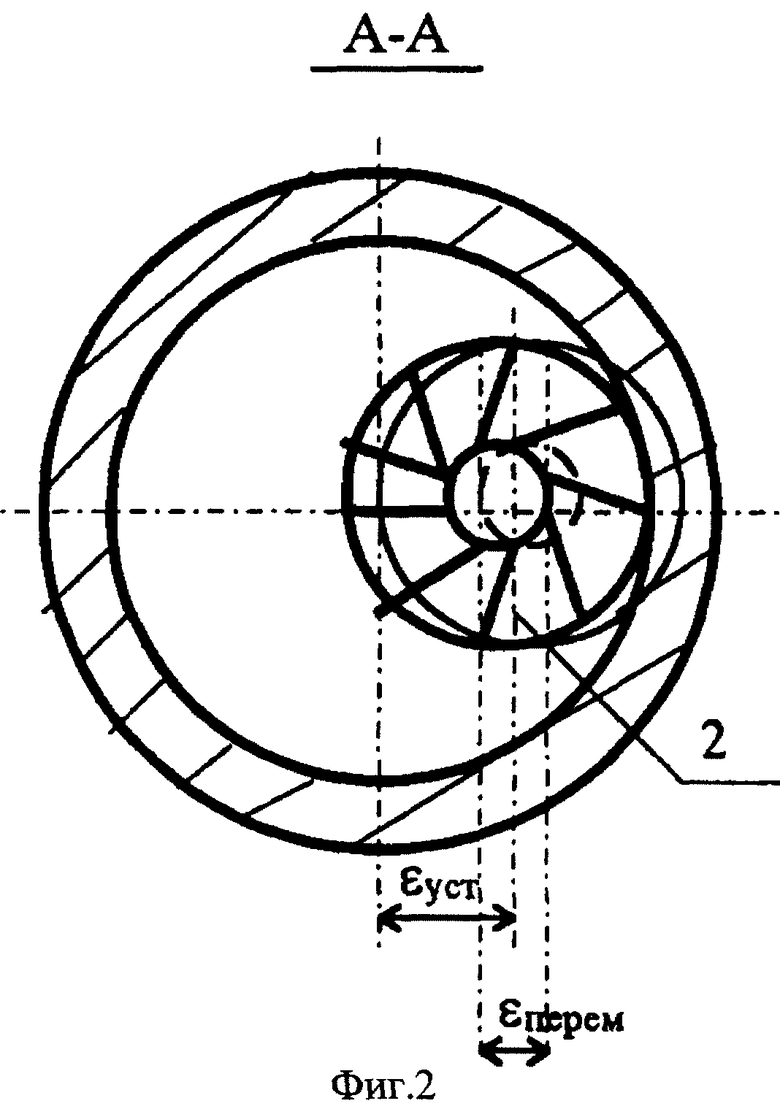
Для обработки, например, внутренних поверхностей предложена следующая схема обработки с использованием щетки (см.фиг.1 и 2).
Обрабатываемую деталь 1, например гильзу, устанавливают и закрепляют в патроне токарного станка. Управляющий инструмент 2 (быстровращающаяся металлическая щетка с самостоятельным приводом 3) с использованием державки устанавливают в резцедержатель станка 4.
После предварительной подготовительной обработки поверхности в рабочую зону подают через патрубок 5 медьсодержащий состав после образования медного покрытия (примерно 30 с) без остановки процесса. Вводят второй состав - суспензию политетрафторэтилена, при этом изменяют усилия деформирования. Для периодического изменения натяга ворса щетки используют кулачок 6.
Применение предлагаемого способа позволит повысить долговечность и надежность работы деталей пар трения в условиях граничной смазки, повышенных нагрузок и температур за счет экранирующего действия покрытия и упрочняющей обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С НАНЕСЕНИЕМ ПОКРЫТИЯ | 2001 |
|
RU2213157C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1997 |
|
RU2138579C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛИ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 2005 |
|
RU2283897C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ ПОКРЫТИЯ | 2008 |
|
RU2399696C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053106C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ МАШИН | 2006 |
|
RU2308542C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1996 |
|
RU2103329C1 |
Изобретение относится к области металлургии и может быть использовано при конечной обработке рабочих поверхностей деталей пар трения. Предложен способ упрочнения поверхностей деталей с одновременным нанесением композиционных покрытий, включающий пластическую деформацию поверхности перемещением инструмента, подачу в зону обработки жидкости, содержащей хлорид меди, растворенный в глицерине, высокодисперсные порошки меди и никеля, ацетамид, мочевину, воду, при этом инструмент перемещают в продольном и перпендикулярном направлениях, а обработку поверхностей деталей проводят в два этапа, при этом на первом этапе в зону обработки подают жидкость, дополнительно содержащую дисульфид молибдена, а на втором этапе изменяют усилие деформирования и подают раствор суспензии на основе этилового спирта, содержащей ультрадисперсный порошок политетрафторэтилена, спирт этиловый, при этом инструменту дополнительно сообщают перемещение в продольном и перпендикулярном направлениях с изменением усилия деформирования. Технический результат - улучшение триботехнических характеристик рабочих поверхностей деталей машин, работающих в условиях граничной смазки, повышенных нагрузок и температур. 2 ил., 3 табл.

Способ упрочнения поверхностей деталей с одновременным нанесением композиционных покрытий, включающий пластическую деформацию поверхности перемещением инструмента, подачу в зону обработки жидкости, содержащей хлорид меди, растворенный в глицерине, высокодисперсные порошки меди и никеля, ацетамид, мочевину, воду, отличающийся тем, что инструмент перемещают в продольном и перпендикулярном направлениях, а обработку поверхностей деталей проводят в два этапа, при этом на первом этапе в зону обработки подают жидкость, дополнительно содержащую дисульфид молибдена, следующего состава, мас.%:
Хлорид меди 6-8
Ацетамид 5-8
Мочевина 0,6-0,9
Вода 10
Высокодисперсный порошок меди 0,5-0,6
Высокодисперсный порошок никеля 0,5-0,6
Дисульфид молибдена 2-2,5
Глицерин Остальное
а на втором этапе изменяют усилие деформирования и подают раствор суспензии на основе этилового спирта, содержащей ультрадисперсный порошок политетрафторэтилена, следующего состава, мас.%:
Ультрадисперсный порошок
Политетрафторэтилена 2-3
Спирт этиловый Остальное
при этом инструменту дополнительно сообщают перемещение в продольном и перпендикулярном направлениях с изменением усилия деформирования.
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1997 |
|
RU2138579C1 |
| Способ нанесения защитных покрытий на рабочие поверхности деталей и устройство для его осуществления | 1990 |
|
SU1838447A3 |
| Состав для нанесения покрытий на стальные изделия | 1982 |
|
SU1093721A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТАЛЬНЫЕ ИЗДЕЛИЯ | 1996 |
|
RU2110609C1 |
| US 4563216 A, 07.01.1986 | |||
| DE 3915605 A1, 15.11.1990. | |||

