Изобретение относится к технологии упрочняющей обработки и нанесения покрытий с заданными свойствами на профилированную поверхность деталей машин и может быть использовано при нанесении износостойких и антифрикционных покрытий на поверхности деталей, имеющих зубья или шлицы, например зубчатые колеса и шлицевые соединения.
Из уровня техники известен способ нанесения защитных покрытий на рабочие поверхности деталей, включающий использование в качестве рабочего инструмента металлической щетки, которую вращают вокруг своей оси с обеспечением натяга ворса щетки и одновременно перемещают ее возвратно-поступательно относительно продольной оси детали (RU 2053106 С1, МПК В24В 39/00, 27.01.1996 /1/). Покрытие на поверхность детали наносят из специальной жидкости, содержащей соли защитного металла. Приведенный способ обеспечивает обработку в основном внутренних поверхностей цилиндрических деталей, но не пригоден для нанесения покрытий на поверхности деталей с профилированной поверхностью.
Известен способ нанесения покрытия на поверхность цилиндрических деталей с получением полос регулируемой толщины и ширины с помощью вращающейся упругой щетки, установленной с возможностью взаимодействия с материалом покрытия, который перемещают относительно щетки с натягом, при этом щетке придают поступательное перемещение, а детали - вращательное (RU 2094239 С1, МПК В24В 39/00, 27.10.1997 /2/). Данный способ также не обеспечивает качественное нанесение покрытия на поверхность деталей с развитой поверхностью, в частности, имеющей зубья.
Наиболее близким аналогом предлагаемого способа (прототипом) можно считать способ обработки профилированной поверхности детали (резьбовой или винтовой) с помощью вращающейся дисковой щетки с металлическим ворсом, который переносит материал, образующий покрытие (SU 1782207 A3, МПК В24В 39/00, 15.12.1992 /3/). Плоскость вращения щетки при обработке располагают перпендикулярно к боковым граням резьбовой или винтовой поверхности, а перенос производят поочередно по одному проходу на левую и правую боковые грани. Приведенный способ обработки может быть реализован на токарном станке.
Однако способ /3/ не может обеспечить непрерывную обработку деталей, поскольку после обработки за несколько проходов одного зуба инструмент должен быть выведен из зоны обработки, деталь должна быть повернута на угол 360/Z (Z - число зубьев), после чего начинают обработку следующего зуба. Необходимо согласовывать между собой скорости вращения щетки и детали, а также скорость перемещения щетки вдоль обрабатываемой детали. Кроме того, перпендикулярное расположение плоскости вращения щетки относительно поверхности боковой грани резьбовой или винтовой поверхности технически трудно осуществимо, учитывая ее реальные размеры, особенно при обработке нижней части витка. Соседний виток мешает расположить инструмент указанным образом.
Задачей изобретения является повышение качества обработки поверхностей деталей машин, имеющих зубья (зубчатых колес, шлицевых соединений), улучшение технологичности процесса и снижение его трудоемкости.
Технический результат, обеспеченный при решении указанной задачи, заключается в обеспечении непрерывности процесса обработки всех зубьев детали и возможности качественной обработки как боковых граней зубьев (с прямобочным и эвольвентным профилем), так и впадин между ними, а также повышении износостойкости и усталостной прочности деталей.
Указанный технический результат достигается тем, что в способе обработки зубчатой поверхности цилиндрических деталей машин, включающем упрочнение поверхности вращающейся детали с одновременным нанесением на обрабатываемую поверхность покрытия с заданными свойствами при помощи вращающейся щетки с металлическим ворсом, согласно предлагаемому изобретению используют щетку, ворс которой расположен по винтовой линии относительно ее оси с шагом, равным шагу зубьев обрабатываемой детали, при этом щетку устанавливают относительно обрабатываемой детали со скрещиванием их осей вращения.
Обрабатывают детали в виде зубчатых колес или валов со шлицами.
При обработке деталей с большой протяженностью зубьев вдоль оси детали осуществляют соответствующее продольное перемещение вращающейся щетки.
При обработке зубчатых колес с крупномодульными зубьями используют щетку с профилированным контуром ворса.
Угол скрещивания осей вращения щетки и обрабатываемой детали выбирают от 10 до 45 град.
Ворс на щетке может быть расположен по винтовой линии секционно.
Скорость вращения щетки и обрабатываемой детали выбирают из условия получения окружной скорости скольжения щетки по обрабатываемой поверхности не менее 15 м/с.
Обработка поверхности детали гибким металлическим инструментом с одновременным нанесением покрытия, кроме упрочнения путем пластической деформации, позволяет повысить усталостную прочность за счет блокирования ("заваривания") микротрещин на поверхности детали наносимым покрытием. При этом покрытие может иметь различный состав и количество слоев. Например, нижний слой может быть выполнен из износостойкого твердого материала, например хрома, а верхний - из антифрикционного материала, например композита медьсодержащего сплава с фторопластом. Нанесенное покрытие уменьшает вероятность повреждения и разрушения зубьев из-за фреттинга и фреттинг-коррозии. Покрытие может быть получено, например, путем перенесения материала покрытия со вспомогательного элемента, содержащего этот материал, за счет контакта с ним металлического ворса щетки.
В соответствии с предлагаемым способом зубчатое колесо или шлицевый вал при обработке вращают, при этом осуществляют вращение щетки вокруг ее оси и, при необходимости, перемещают ее вдоль оси обрабатываемой детали. Расположение ворса по винтовой линии обеспечивает непрерывность и высокую производительность процесса. Разворот осей щетки и обрабатываемого изделия в пространстве на угол 10-45 град. обеспечивает проскальзывание ворса по всей высоте боковых граней зубьев колеса или шлицев вала, их упрочнение и одновременное нанесение покрытия.
При обработке шлицев (или зубьев колес) с малым модулем (до 2 мм) вне зависимости от того, имеют ли они прямобочный или эвольвентный профиль, щетка не требует профилирования контура ворса, поскольку за счет гибкости ворса она вполне допускает работу с натягом (с подачей к обрабатываемой поверхности) до 5-6 мм. При заданном развороте инструмента относительно оси детали ворсинки цилиндрической щетки обеспечивают обработку как дна впадины, так и боковой поверхности зубьев или шлицев.
При обработке деталей большого диаметра с большой высотой зуба (высота шлицев 6-7 мм, а высота зубьев крупномодульных колес может достигать 250 мм) следует профилировать контур ворса щетки в соответствии с профилем обрабатываемой поверхности. При этом необходимость профилирования ворса инструмента зависит также от ширины впадины между зубьями обрабатываемой детали: ширина ворса щетки должна быть меньше ширины впадины. При достаточной ширине впадины профилировать ворс требуется не всегда.
Щетка с винтовым расположением ворса, но с секционированной по окружности набивкой, так называемая «лопастная», или секционная, щетка оказывает максимальное ударное и, следовательно, упрочняющее воздействие на поверхность.
На фиг.1 представлена схема установки щетки 1 диаметром Dщ с винтовым расположением ворса с шагом t относительно шлицевого вала 2. При нарезании эвольвентных шлицев червячной фрезой угол β (угол средней винтовой линии) и угол φ (угол скрещивания) принимаются равными, при этом угол β у фрезы мал (обычно 3-5°), а у щетки он несколько больше. Для обеспечения обработки ворсом щетки впадин и боковых граней шлицев одновременно следует увеличить угол φ как минимум до 10°. Максимальная величина угла φ=45° определена экспериментально. Выбор величины угла φ зависит от соотношения размеров шлицевого соединения и диаметра щетки, а также ее конструктивных особенностей.
Из тех же соображений выбирается угол φ и при обработке цилиндрических зубчатых колес.
На фиг.2 приведена схема установки щетки при обработке цилиндрических зубчатых колес:
"а" - прямозубые колеса;
"б" - косозубые колеса, у которых направление винтовых линий зубьев колеса и щетки разные, φ=α+β, где α - угол наклона зубьев колеса, β - угол средней винтовой линии щетки;
"в" - косозубые колеса с одинаковым направлением винтовых линий зубьев колеса и щетки, φ=α-β
На фиг.3 показано размещение щетки, ворс которой расположен по винтовой линии, относительно зубчатого колеса в процессе обработки.
На фиг.4 приведена схема нанесения покрытия секционной ("лопастной") щеткой.
На фиг.5 схематично приведено осевое сечение щетки с профилированным ворсом. При использовании такой щетки профиль витков щетки должен приблизительно соответствовать реечному трапецеидальному профилю червячной фрезы, используемой для нарезания резьбы.
Пример реализации способа.
Производилась обработка шлицевых валов с эвольвентным профилем зуба. Номинальный диаметр вала D=10 мм, модуль m=0,8 мм, число зубьев Z=11. Наружный диаметр щетки составляет 200 мм, окружная скорость перемещения ворса (по наружному диаметру) V=62,8 м/с. Угол наклона оси щетки относительно оси вала составлял 25 град. Натяг (подача щетки на обрабатываемую поверхность) - 2 мм. Скорость перемещения щетки вдоль оси вала - 0,01 м/с. Скорость вращения вала - 12 об/мин. Материал покрытия - медьсодержащий композит. Толщина полученного покрытия - 5-7 мм.
После обработки образцы испытывали на усталость в соответствии с ГОСТ 25502-82. Для сравнения аналогичному испытанию были подвержены аналогичные образцы без обработки. Испытания проводились на знакопеременный симметричный изгиб. Число циклов до разрушения на обработанных образцах на порядок выше, чем на необработанных. Обработка деталей в соответствии с предлагаемым способом обеспечивает повышение в среднем предела выносливости на 41% при испытаниях на базе 5·106 циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 2003 |
|
RU2254186C1 |
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| Цилиндрическая щетка для обработки поверхности | 1986 |
|
SU1433466A1 |
| Устройство для нанесения покрытий | 1989 |
|
SU1659531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Линия для нанесения металлических покрытий на поверхность стальной ленты | 1990 |
|
SU1718713A3 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
Изобретение относится к технологии упрочняющей обработки и нанесения покрытий на зубчатую поверхность цилиндрических деталей машин. Способ включает упрочнение поверхности вращающейся детали с одновременным нанесением на обрабатываемую поверхность покрытия с заданными свойствами при помощи вращающейся щетки с металлическим ворсом. Используют щетку, ворс которой расположен по винтовой линии относительно ее оси с шагом, равным шагу зубьев обрабатываемой детали. Щетку устанавливают относительно обрабатываемой детали со скрещиванием их осей вращения. В результате обеспечивается непрерывность процесса обработки всех зубьев детали и возможность качественной обработки боковых граней зубьев и впадин между ними, а также повышается износостойкость и усталостная прочность деталей. 6 з.п. ф-лы, 5 ил.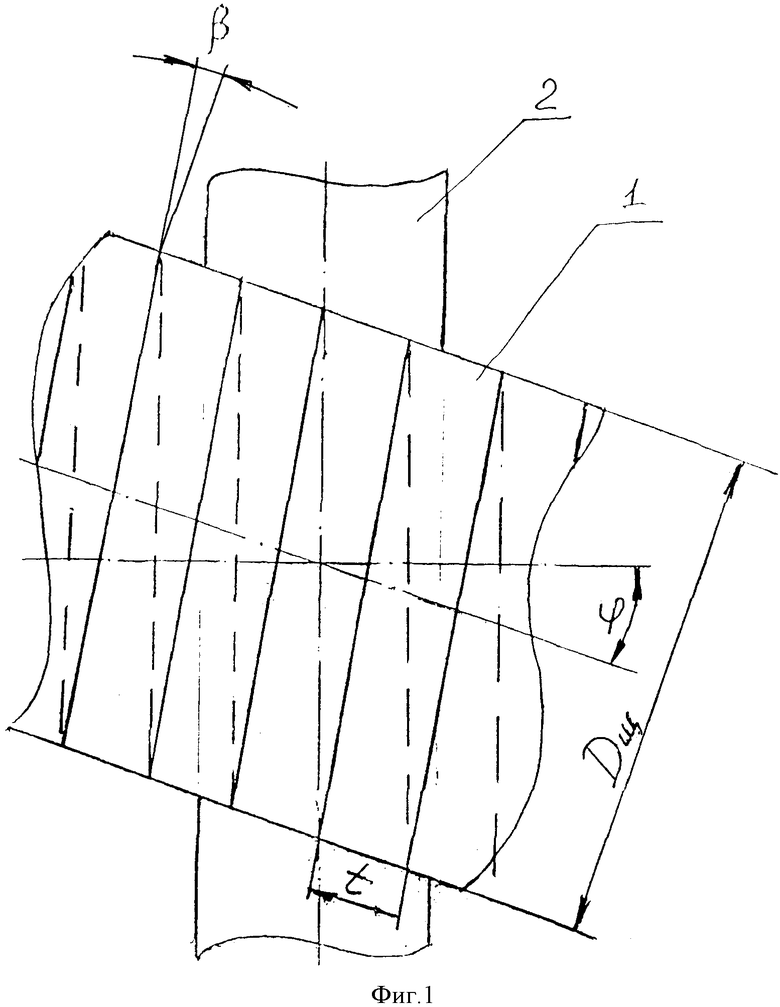
1. Способ обработки зубчатой поверхности цилиндрических деталей машин, включающий упрочнение поверхности вращающейся детали с одновременным нанесением на обрабатываемую поверхность покрытия с заданными свойствами при помощи вращающейся щетки с металлическим ворсом, отличающийся тем, что используют щетку, ворс которой расположен по винтовой линии относительно ее оси с шагом, равным шагу зубьев обрабатываемой детали, при этом щетку устанавливают относительно обрабатываемой детали со скрещиванием их осей вращения.
2. Способ по п.1, отличающийся тем, что обрабатывают детали в виде зубчатых колес или валов со шлицами.
3. Способ по п.1 или 2, отличающийся тем, что при обработке деталей с большой протяженностью зубьев вдоль ее оси осуществляют соответствующее продольное перемещение вращающейся щетки.
4. Способ по п.1 или 2, отличающийся тем, что при обработке деталей с крупномодульными зубьями используют щетку с профилированным контуром ворса.
5. Способ по п.1 или 2, отличающийся тем, что угол скрещивания осей вращения щетки и обрабатываемой детали выбирают от 10 до 45°.
6. Способ по п.1 или 2, отличающийся тем, что используют щетку с секционным расположением ворса по винтовой линии.
7. Способ по п.1 или 2, отличающийся тем, что скорость вращения щетки и обрабатываемой детали выбирают из условия получения окружной скорости скольжения щетки по обрабатываемой поверхности не менее 15 м/с.
| Способ обработки резьбовой или винтовой детали | 1991 |
|
SU1782207A3 |
| Цилиндрическая щетка для обработки поверхности | 1986 |
|
SU1433466A1 |
| Инструмент для зачистки поверхностей | 1989 |
|
SU1662485A1 |
| Станок для снятия заусенцев с зубьев шестерен | 1958 |
|
SU127562A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| US 3910751 A, 07.10.1975. | |||

