Изобретение относится к области машиностроения, в частности к упрочняющей физико-химической обработке деталей, и предлагает способ, обеспечивающий одновременное точение и реализацию процесса избирательного переноса при поверхностно-пластическом деформировании накатыванием шаром с рабочей жидкостью.
Одним из способов уменьшения износа в узлах трения является реализация процесса избирательного переноса с образованием покрытий из пластичных металлов на поверхности деталей в среде органической жидкости, в частности глицерина. Образование покрытий пластичных металлов, в первую очередь меди, происходит на тех участках поверхностей, где происходит их контакт при трении или обработке, то есть где образуются участки чистой ювенильной поверхности [1]. Физически чистой или ювенильной поверхностью является такая поверхность твердого тела, на которой нет чужеродных атомов [2]. Эти поверхности обладают особыми химическими и каталитическими свойствами, большой подвижностью и активностью атомов, высокой свободной поверхностной энергией [3]. Образование пленок на ювенильной поверхности, оказавшейся в среде воздуха, происходит чрезвычайно быстро. Для возникновения моноатомных оксидных пленок требуется от сотых до тысячных долей секунды. Наличие окисных и жировых пленок на обрабатываемой поверхности ухудшает адгезию покрытия к детали. Это определяет повышенные требования к подготовке поверхности детали перед нанесением металлопокрытий, в особенности при реализации избирательного переноса.
Известен способ нанесения упрочняющего антифрикционного покрытия с образованием определенного микрорельефа, в котором осуществляют предварительную упрочняющую обработку быстровращающейся щеткой, после которой наносят покрытие пластичного металла из жидкости, содержащей соли наносимого металла, и накатывают роликом [4]. Недостатками данного способа является невозможность качественной подготовки поверхности, что определяет невысокие эксплуатационные свойства покрытия, ограниченность поверхностей деталей, которые можно обрабатывать данным способом (только отверстий), невысокая производительность процесса из-за длительности последовательной обработки щеткой, подачей жидкости и накатывания.
Также авторам известен способ прецизионного латунирования, заключающийся в нанесении антифрикционных покрытий роликами из медьсодержащих металлов с опережающей очисткой высоконапорной струей технологической жидкости [5]. Недостатками данного способа являются:
- невозможность удаления жировых и окисных пленок струей технологической жидкости, что значительно снижает качество обработанной поверхности;
- обработка только одного типа деталей (например, детали типа втулка);
- возможность реализации только на хонинговальных станках. Существует способ комбинированной обработки деталей [6, прототип], в котором задача удаления окисных и жировых пленок решена точением режущим элементом. Нанесение защитного слоя обеспечивается поверхностно-пластическим деформированием с одновременным электрохимическим или химическим процессом нанесения покрытия. Недостатками данного способа являются:
- невозможность реализации процесса избирательного переноса и нанесения металлоплакирующего покрытия;
- большее окисление поверхности - из-за расположения деформирующего элемента за резцом в осевой плоскости, что определяет относительно длительный промежуток времени между контактом обрабатываемой поверхности с резцом и контактом с шаром, определяемый, в первую очередь, подачей инструмента;
- не конкретизируется величина снимаемого припуска металла, что не позволяет качественно и эффективно обеспечить очистку и подготовку поверхности перед нанесением покрытия.
Техническим результатом предлагаемого способа является возможность получения высококачественных противоизносных покрытий из пластичных медьсодержащих металлов при реализации явления избирательного переноса с одновременным упрочнением поверхности накатыванием подачей под давлением рабочей жидкости, обеспечивающей реализацию избирательного переноса (глицерин) к деформирующему шару из медьсодержащего металла; расширение технологических возможностей совмещенных методов обработки поверхностно-пластического деформирования (ППД) и металлообрабатывающего оборудования, в частности станков токарной группы.
Из литературных источников известно, что механическая обработка металлов сопровождается упругопластической деформацией, которая приводит к упрочнению определенного слоя поверхности, если нет других конкурирующих факторов (нагрев, перенаклеп и т.д.). В результате пластичность поверхности уменьшается, возрастает сопротивление дальнейшей деформации, что является негативным для последующей упрочняющей обработки, в частности и ППД. В связи с этим, силы резания при предварительной обработке точением перед ППД должны ограничиваться минимально возможным упрочнением поверхности. Из источников технической информации известен эффект Сузуки, заключающийся в том, что удаление поверхностного слоя во время нагружения (обработки) уменьшает степень деформационного упрочнения [2]. Интенсивное удаление барьера из веществ с несовершенным строением ведет к снижению количества дислокации у поверхности и к уменьшению степени деформационного упрочнения, и соответственно к эффективному упрочнению дальнейшим ППД с нанесением покрытия.
В предлагаемом техническом решении процесс очистки поверхности резанием перед нанесением металлопокрытия избирательным переносом обеспечивается снятием слоев окисных, жировых пленок на поверхности и металла с несовершенным строением величиной до 200 мкм супертонким точением. Одновременно с супертонким точением реализуется упрочнение и процесс избирательного переноса пластичного металла на поверхность обрабатываемой детали при контакте деформирующего медьсодержащего шара с изделием через слой рабочей жидкости, содержащей химические соединения меди (окислы, соли и т.д.). Концентрация химических соединений меди составляет не менее 1 г/л в пересчете на чистую медь и не более максимальной растворимости вещества в рабочей жидкости. При меньшей концентрации меди равномерного качественного покрытия получить невозможно. В качестве рабочей жидкости используется глицерин или любая другая жидкость, позволяющая реализовать явление избирательного переноса (альдегиды, спирты, эфиры и т.д.).
Предлагаемое техническое решение совмещенной обработки изделия поясняется чертежом. Деталь 1 закрепляется в зажимном приспособлении, например в 3-кулачковом патроне металлорежущего станка, в частности токарного. Инструмент 2 закрепляется в резцедержатель на суппорте станка. Деталь 1 обрабатывается инструментом 2, имеющим режущий элемент 3, деформирующий элемент 4. В корпусе инструмента выполнен канал 5, по которому под давлением подается рабочая жидкость от гидростанции к шару, обеспечивая ППД и реализацию избирательного переноса. Режущий элемент 3 и деформирующий шар 4 располагают в тангенциальной плоскости на расстоянии, обеспечивающем минимальное время контакта чистой ювенильной поверхности с окружающей средой до нанесения на нее пластичного металла.
Предлагаемое техническое решение совмещенной обработки деталей обеспечивает:
- высокую производительность процесса;
- высокое качество получаемых металлопокрытий;
- эффективное упрочнение поверхностного слоя;
- расширение технологических возможностей металлорежущих станков, в первую очередь, токарной группы;
- повышение износостойкости пар трения в 1,5-2 раза;
- уменьшение шероховатости поверхности;
- обработку как наружных, так и внутренних цилиндрических и конических поверхностей;
- обработку ступенчатых поверхностей.
Предлагаемый способ успешно реализован в лаборатории кафедры «Металлорежущие станки и инструменты» Бийского технологического института АлтГТУ им. И.И.Ползунова при обработке поршневых колец бензопилы «Урал».
Список используемых источников
1. Гаркунов Д.Н. Триботехника - М.: Машиностроение, 1985. - 424 с.
2. Кащеев В.Н. Процессы в зоне фрикционного контакта металлов. М., Машиностроение, 1978. 213 с.
3. Ахматов А.С. Молекулярная физика граничного трения. М., ГИФМЛ, 1963. 472 с.
4. Патент РФ №2269407.
5. Патент РФ №2339737.
6. Патент РФ №2355826, прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355826C2 |
| Способ упрочнения поверхностей металлических заготовок | 1980 |
|
SU947200A1 |
| СПОСОБ НАНЕСЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2539748C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053106C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 2003 |
|
RU2235150C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ, РЕАЛИЗУЮЩИХ ЭФФЕКТ ИЗБИРАТЕЛЬНОГО ПЕРЕНОСА | 2005 |
|
RU2307016C2 |
| Способ упрочнения поверхности металлических изделий | 1990 |
|
SU1756125A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТАЛЬНЫЕ ИЗДЕЛИЯ | 1996 |
|
RU2110609C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2029667C1 |
Изобретение относится к области машиностроения, в частности к упрочняющей физико-химической обработке деталей. Осуществляют очистку поверхности детали резанием путем ее точения режущим элементом с удалением поверхностного слоя не более 200 мкм с образованием чистой ювенильной поверхности и с обеспечением уменьшения степени деформационного упрочнения поверхности детали. Осуществляют одновременное упрочнение поверхности детали и нанесение на нее пластичного металла посредством деформирующего шара, содержащего медь, на который подают под давлением рабочую жидкость. Рабочая жидкость содержит химические соединения меди и обеспечивает реализацию эффекта избирательного переноса при контакте упомянутого деформирующего шара с поверхностью детали через ее слой. Режущий элемент и деформирующий шар располагают в тангенциальной плоскости на расстоянии, обеспечивающем минимальное время контакта чистой ювенильной поверхности с окружающей средой до нанесения на нее пластичного металла. В результате обеспечивается высокая производительность обработки и качество обработанных деталей. 1 ил.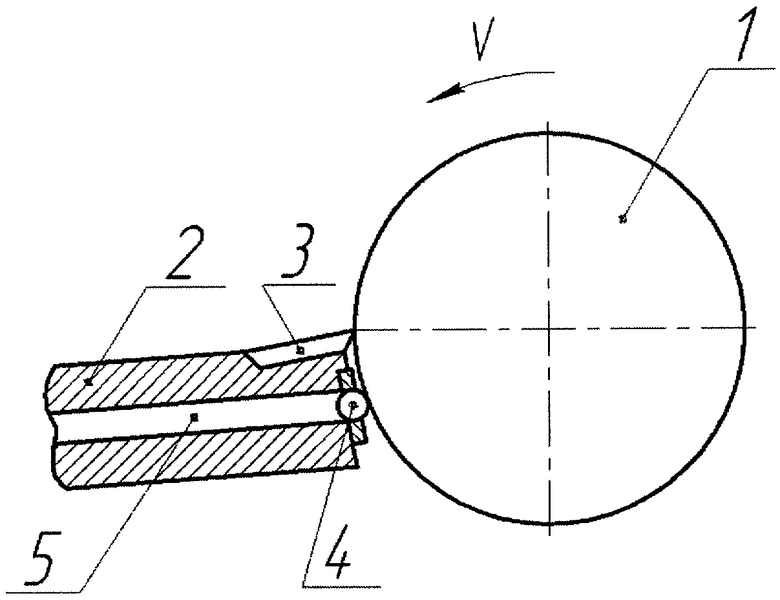
Способ совмещенной обработки деталей, включающий очистку поверхности резанием и одновременное упрочнение поверхности детали и нанесение на нее пластичного металла посредством деформирующего шара, содержащего медь, на который подают под давлением рабочую жидкость, содержащую химические соединения меди и обеспечивающую реализацию эффекта избирательного переноса при контакте упомянутого деформирующего шара с поверхностью детали через слой рабочей жидкости, отличающийся тем, что очистку поверхности детали резанием осуществляют путем ее точения режущим элементом с удалением поверхностного слоя не более 200 мкм с образованием чистой ювенильной поверхности и с обеспечением уменьшения степени деформационного упрочнения поверхности детали, при этом режущий элемент и деформирующий шар располагают в тангенциальной плоскости на расстоянии, обеспечивающем минимальное время контакта чистой ювенильной поверхности с окружающей средой до нанесения на нее пластичного металла.
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355826C2 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| Способ упрочнения поверхности металлических изделий | 1990 |
|
SU1756125A1 |
| СПОСОБ ПРЕЦИЗИОННОГО ЛАТУНИРОВАНИЯ ДЕТАЛИ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339737C1 |
| JP 61091388 A, 09.05.1986. | |||

