Изобретение относится к технологии машиностроения к обработке пазов отрезными кругами с параметрической осцилляцией и может быть использовано в различных отраслях материалообработки.
Известен способ прорезания пазов и разрезания абразивным отрезным кругом, на торцовой поверхности которого имеются выступы в виде равнобедренного треугольника, чередующиеся с впадинами [1].
Недостатками известного способа являются повышенные тепловыделения и быстрый износ кругов, особенно по вершинам выступов, т.е. по торцам, при этом нет возможности использования стандартных отрезных кругов, а для своего изготовления требуют специальных форм при формовании, что удорожает процесс и создает дефицит. Кроме того, конструкция инструмента, реализующего данный способ, не позволяет регулировать ширину прорезаемого паза, что снижает производительность.
Известен способ разрезания и прорезания пазов абразивным отрезным кругом, на торцовых поверхностях которого выполнены выступы треугольного профиля, чередующиеся с впадинами, при этом выступы выполнены с соотношением углов при основании 1:4-1:15 [2].
Недостатками известного способа и инструмента являются повышенные тепловыделения и быстрый износ кругов, особенно по торцам, т.е. по вершинам выступов, при этом способ не позволяет применения стандартных отрезных кругов и для своего изготовления требует специальных форм при формовании, что удорожает процесс и создает дефицит. Кроме того, конструкция инструмента не дает возможности регулирования ширины прорезаемого паза.
Задача изобретения - уменьшение опасности появления прижогов путем снижения теплонапряженности резания, увеличение производительности и стойкости круга, использование стандартного инструмента и возможность регулирование ширины прорезаемого паза путем установки круга под углом к оси вращения, что позволяет управлять прогибом круга, уменьшая его.
Поставленная задача решается с помощью предлагаемого способа алмазно-абразивной обработки пазов отрезными кругами с параметрической осцилляцией, при котором в случае обработки паза на круглой заготовке ей и отрезному кругу сообщают вращательные движения и движение поперечной подачи, в случае обработки паза на плоской заготовке последней сообщают возвратно-поступательные движения вдоль паза и поперечную подачу врезания, а отрезному кругу сообщают вращательные движения, причем круг устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения, в зависимости от ширины паза, при этом высоту круга берут меньше ширины прорезаемого паза, а угол установки определяют по формуле
α =arc tg[A0/D],
где D - наружный диаметр круга, мм;
А0=(Н-В) - амплитуда осцилляции наклонного круга, мм;
Н - ширина прорезаемого паза, мм;
В - высота отрезного круга, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
Кроме того, периферийную поверхность круга правят при нулевом угле установки его на шпинделе, а установку и регулировку угла наклона α производят с помощью косых шайб, попарно установленных с торцов круга.
При этом компенсацию износа торцовых поверхностей круга производят путем увеличения угла наклона α .
Однако форма правки периферийной поверхности круга зависит от осевой жесткости его, причем толстые жесткие круги правят по цилиндрической образующей периферийной поверхности, а тонкие - с малой осевой жесткостью круги, образуя V-образную в продольном сечении форму образующей, с вершиной в плоскости симметрии, перпендикулярной оси вращения круга, лежащей на максимальном наружном диаметре.
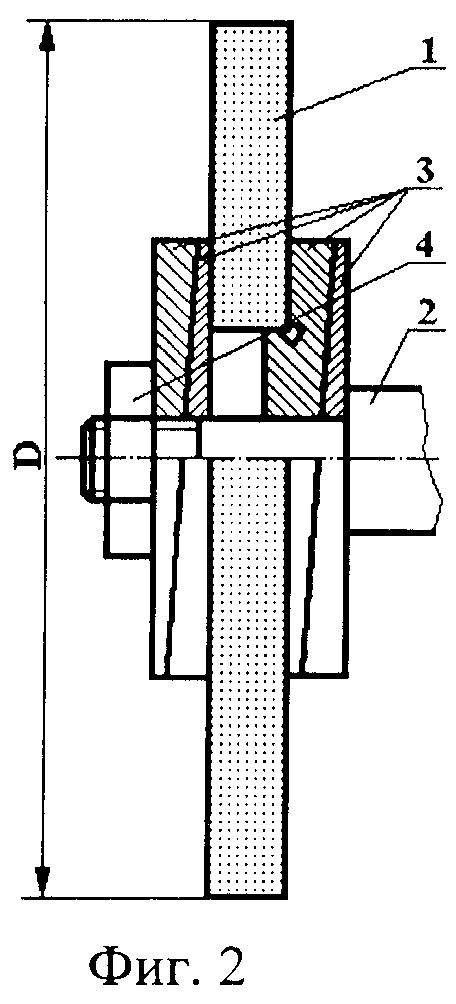
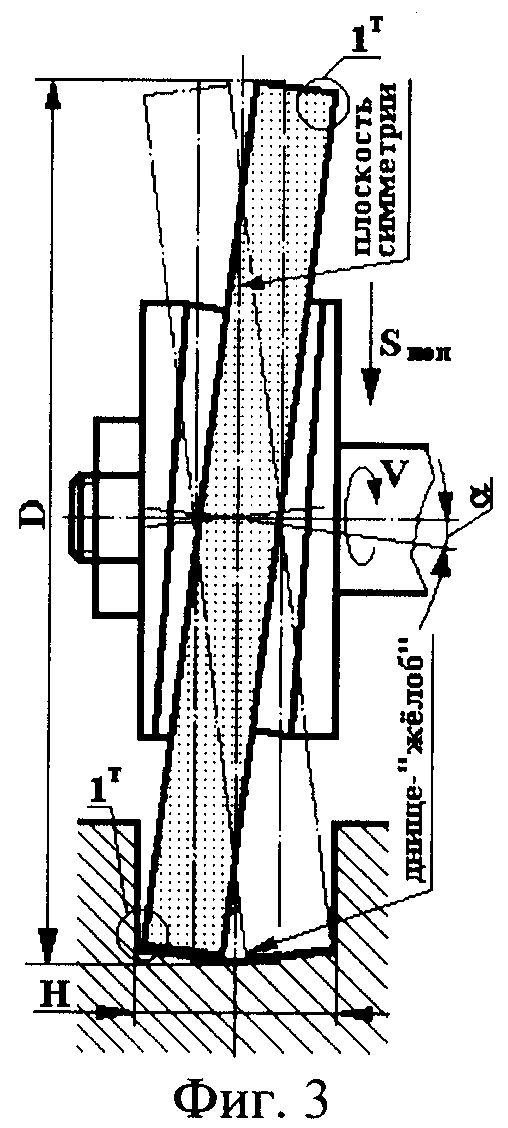
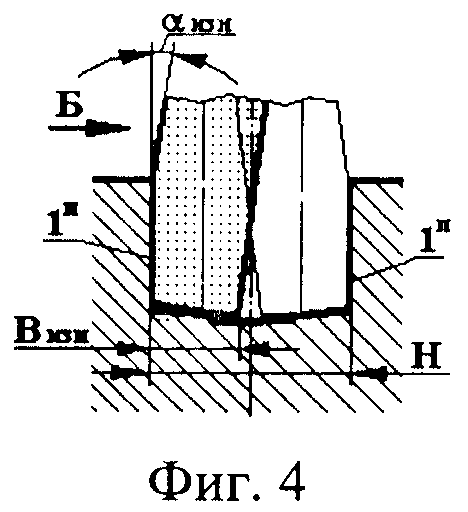
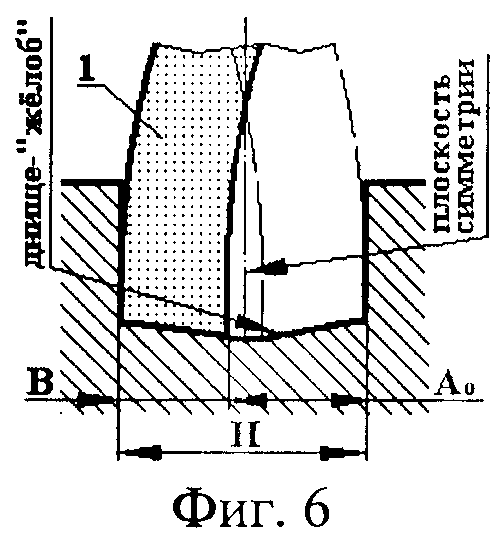
На фиг.1 схематично показаны способ обработки паза и ряд положений отрезного круга при его установки на угол 0, 5, 10 и 15° ; на фиг.2 - конструкция крепления круга для реализации предлагаемого способа и его установка на угол 0° при правке круга с высокой осевой жесткостью; на фиг.3 - схема отрезания или прорезания паза кругом с высокой осевой жесткостью; на фиг.4 - схема отрезания или прорезания паза кругом с высокой осевой жесткостью, изношенного по торцам; на фиг.5 - V-образная форма образующей при правке тонких отрезных кругов с низкой осевой жесткостью; на фиг.6 - расчетная схема формообразования паза при отрезании или прорезании и прогиб круга к плоскости симметрии паза; на фиг.7 - расчетная схема формообразования паза при отрезании или прорезании тонким кругом с низкой осевой жесткостью; на фиг.8 - вид Б на фиг.4.
Предлагаемый способ реализуется кругом, который может быть изготовлен из абразива или взят стандартный по ГОСТ 21963-82 как без упрочняющего элемента, так и с таковым. Это круги с высокой или достаточной осевой жесткостью.
Для разрезания полупроводниковых пластин используют тонкие, шириной, составляющей доли миллиметра, отрезные алмазные круги, от осевой жесткости которых зависит не только работоспособность самих кругов, но и качество, прежде всего точность, обработанной поверхности [3]. Такие круги будем считать кругами с низкой осевой жесткостью.
С целью уменьшения опасности появления прижогов путем снижения теплонапряженности резания, использования стандартного инструмента и возможности регулировки ширины прорезаемого паза способ предусматривает установку отрезного круга под углом α к плоскости, перпендикулярной оси вращения (см. фиг.1). Чем шире надо прорезать паз, тем под большим углом устанавливается круг, так как
Н15&γτ; Н10&γτ; Н5.
В работе такого алмазно-абразивного отрезного круга появляется параметрическая осцилляция режущей зоны, характеризуемая амплитудой А0, которая зависит от наружного диаметра и угла наклона круга, в свою очередь, влияющая на ширину Н прорезаемого паза.
Благодаря осцилляции зоны резания высоту круга берут меньше ширины прорезаемого паза, а угол установки определяют по формуле
α =arc tg(A0/D),
где D - наружный диаметр круга, мм;
А0=(Н-В) - амплитуда осцилляции зоны резания наклоненного круга, мм;
В - высота круга, мм;
Н - ширина прорезаемого паза, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
Для реализации предлагаемого способа разработано специальное устройство для крепления отрезного круга. В устройство крепления круга 1 с параметрической осцилляцией на шпинделе 2 входят косые шайбы 3, попарно установленные с торцов круга, и гайка 4. Установка двух косых шайб 3 с каждого торца круга 1 позволяет плавно регулировать угол наклона α круга путем проворота одной шайбы относительно другой в каждой паре на одинаковый угол.
Правят периферийную поверхность круга 1 с параметрической осцилляцией при нулевом угле установки его на шпинделе 2, при этом установку и регулировку угла наклона α производят при отвернутой гайки 4 с помощью косых шайб 3, попарно установленных с торцов круга 1 (см. фиг.2).
Часть торцов 1Т круга 1 (см. фиг.3), которые профилируют прорезаемый паз, быстро изнашивается; этот износ компенсируют путем увеличения угла наклона α .
В процессе износа и регулировки (увеличение) угла наклона на торцах круга 1 образуются рабочие режущие плоскости 1П (см. фиг.4 и 8), которые повышают качество и точность, улучшают шероховатость прорезаемого паза и замедляют износ и выкрашивание абразива, повышая износостойкость круга. При этом угол установки определяют по формуле
α изн=arс tg(A0 изн/D),
где А0 изн=(Н-Визн) - амплитуда изношенного круга, мм;
Визн - высота круга в месте износа, мм;
α изн - угол наклона изношенного круга к плоскости, перпендикулярной оси вращения, град.
При износе до минимально допустимого значения Визн высоты круга меняют местоположение круга 1 относительно шпинделя 2, например положение 12П (см. фиг.8) и т.д.
Форма периферийной поверхности при правке круга зависит от осевой жесткости. Если правку круга производить в наклонном положении по цилиндрической образующей, то круг с недостаточной осевой жесткостью подвержен максимальному прогибу, а прорезаемый паз подвержен максимальной “разбивке” и максимальному отклонению боковых поверхностей от плоскостности.
Поэтому у толстых жестких кругов для прорезки пазов и отрезки правим периферийную поверхность по цилиндрической образующей при нулевом угле наклона (см. фиг.2). При работе наклонного круга его режущая периферийная поверхность оставляет след на днище прорезаемого паза в виде “желоба” с нижней точкой в плоскости симметрии паза, стремящегося отклонить круг к плоскости симметрии, т.е. к середине паза (см. фиг.3 и 6), что положительно сказывается на точности прорезаемых поверхностей и меньшей “разбивке” паза.
Тонкие с малой осевой жесткостью круги правим, образуя V-образную в продольном сечении форму образующей, с вершиной в плоскости симметрии, перпендикулярной оси вращения круга, лежащей на максимальном наружном диаметре (см. фиг.5). V-образный профиль периферии круга, образуя паз с днищем в виде “желоба”, способствует прогибу круга в сторону плоскости симметрии паза, улучшая точность и шероховатость последнего, а круг становится более стойким, т.к. работает увеличенной периферией и торцами (см. фиг.7).
Предлагаемый способ алмазно-абразивной обработки пазов отрезным кругом с параметрической осцилляцией уменьшает опасность появления прижогов путем снижения теплонапряженности резания за счет осцилляции зоны контакта круга с заготовкой и прерывистого резания, обладает повышенной износостойкостью благодаря включению в работу торцовых частей круга, позволяет использовать стандартный инструмент, дает возможность регулирования ширины прорезаемого паза путем установки круга под углом к оси вращения, позволяет управлять прогибом круга, уменьшая его, за счет специальной правки торцовых частей и периферии.
Источники информации
1 А.с. СССР №306011, МКИ В 24 D 5/12. Абразивный отрезной круг. 1971.
2 А.с. СССР №1140943, МКИ В 24 D 5/12. Абразивный отрезной круг. А.П.Курносов, Б.Л.Фисенко. №3658551/25-08, заяв. 05.11.83, опуб. 23.02.85. Бюл. №7.
3. Петасюк Г.А. Точность разрезания полупроводниковых пластин алмазными кругами // СТИН. - 1998. - №3. - С.24-27.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235632C1 |
| СТОЙКИЙ ОСЦИЛЛИРУЮЩИЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2279967C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ АЛМАЗНО-АБРАЗИВНОЙ РЕЗКИ | 2005 |
|
RU2278015C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2245777C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |

Изобретение относится к области машиностроения и может быть использовано при обработке отрезными алмазно-абразивными кругами. Последние устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения. Высота круга выбрана меньше ширины прорезаемого паза. Величина угла α определена по приведенной расчетной формуле в зависимости от высоты и наружного диаметра круга, ширины прорезаемого паза и угла наклона круга. При обработке паза на круглой заготовке ей и отрезному кругу сообщают вращательные движения и движение поперечной подачи. При обработке паза на плоской заготовке последней сообщают возвратно-поступательные движения вдоль паза и поперечную подачу врезания, а отрезному кругу - вращательное движение. В результате снижается теплонапряженность резания, повышается износостойкость круга за счет включения в работу его торцовых частей, появляется возможность регулирования ширины прорезаемого паза. 3 з.п. ф-лы, 8 ил.
α=arctg[Aо/В],
где D - наружный диаметр круга, мм;
Ао - (Н-В) - амплитуда осцилляции наклонного круга, мм;
H - ширина прорезаемого паза, мм;
В - высота отрезного круга, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| АЗНЫЙ ОТРЕЗНОЙ КРУГ ГОДОВСКОГОВСЕСОЮЗНАЯ"AT:iiTHa-TCX;^:i^E?«AfiL'--i&.fS>&1orEHA | 0 |
|
SU306011A1 |
| ДИСКОВЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2082598C1 |
| DE 559581 А, 22.09.1932. | |||

