Изобретение относится к технологии машиностроения, в частности к изготовлению отрезных алмазно-абразивных кругов, и может быть использовано в различных отраслях материалообработки.
Известен абразивный отрезной круг, на торцовой поверхности которого имеются выступы в виде равнобедренного треугольника, чередующиеся с впадинами [1].
Недостатками известного инструмента являются повышенные тепловыделения и быстрый износ кругов, особенно по вершинам выступов, т.е. по торцам, при этом нет возможности использования стандартных отрезных кругов, а для их изготовления требуются специальные формы при формовании, что удорожает процесс и создает дефицит. Кроме того, конструкция инструмента не позволяет регулировать ширину прорезаемого паза.
Известен абразивный отрезной круг, на торцовых поверхностях которого выполнены выступы треугольного профиля, чередующиеся с впадинами, при этом выступы выполнены с соотношением углов при основании 1:4-1:15 [2].
Недостатками известного инструмента являются повышенные тепловыделения и быстрый износ кругов, особенно по торцам, т.е. по вершинам выступов, при этом нет возможности использования стандартных отрезных кругов, и для их изготовления требуются специальные формы при формовании, что удорожает процесс и создает дефицит. Кроме того, конструкция инструмента не позволяет регулировать ширину прорезаемого паза.
Задача изобретения - уменьшение опасности появления прижогов путем снижения теплонапряженности резания, увеличение стойкости круга, использование стандартного инструмента и возможность регулировки ширины прорезаемого паза путем установки круга под углом к оси вращения, что позволяет управлять прогибом круга, уменьшая его.
Поставленная задача решается с помощью предлагаемого алмазно-абразивного отрезного круга с параметрической осцилляцией, который устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения, при этом высоту круга берут меньше ширины прорезаемого паза, а угол установки определяют по формуле:
α=arctg[(H-B)/D],
где В и D - соответственно высота и наружный диаметр круга, мм;
Н - ширина прорезаемого паза, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
Причем правят периферийную поверхность круга при нулевом угле установки его на шпинделе, при этом установку и регулировку угла наклона α производят с помощью косых шайб, попарно установленных с торцов круга.
При этом компенсацию износа торцовых поверхностей производят путем увеличения угла наклона α.
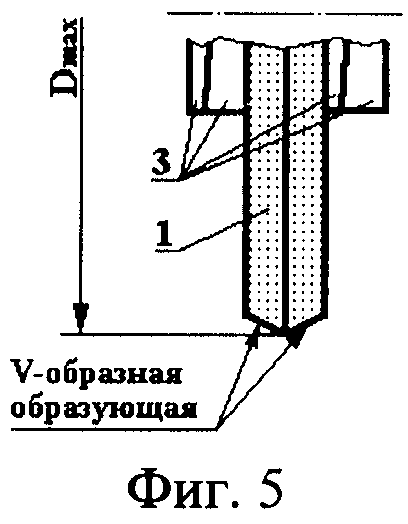
Кроме того, форма правки периферийной поверхности зависит от осевой жесткости, причем толстые жесткие круги правят по цилиндрической образующей периферийной поверхности, а тонкие - с малой осевой жесткостью круги - правят, образуя V-образную в продольном сечении форму образующей, с вершиной в плоскости симметрии, перпендикулярной оси вращения круга, лежащей на максимальном наружном диаметре.
На фиг.1 показан ряд положений отрезного круга, при его установке на угол 0, 5, 10, 15°; на фиг.2 - конструкция крепления круга и его установка на угол 0° при правке круга с высокой осевой жесткостью; на фиг.3 - схема отрезания или прорезания паза кругом с высокой осевой жесткостью; на фиг.4 - схема отрезания или прорезания паза кругом с высокой осевой жесткостью, изношенного по торцам; на фиг.5 - V-образная форма образующей при правке тонких отрезных кругов с низкой осевой жесткостью; на фиг.6 - расчетная схема формообразования паза при отрезании или прорезании и прогиб круга к плоскости симметрии паза; на фиг.7 - расчетная схема формообразования паза при отрезании или прорезании тонким кругом с низкой осевой жесткостью; на фиг.8 - вид Б на фиг.4. Предлагаемый круг может быть изготовлен из абразива или взят стандартный по ГОСТ 21963-82, как без упрочняющего элемента, так и с таковым. Это круги с высокой или достаточной осевой жесткостью.
Для разрезания полупроводниковых пластин используют тонкие, шириной, составляющей доли миллиметра, отрезные алмазные круги, от осевой жесткости которых зависит не только работоспособность самих кругов, но и качество, прежде всего точность, обработанной поверхности [3]. Такие круги будем считать кругами с низкой осевой жесткостью.
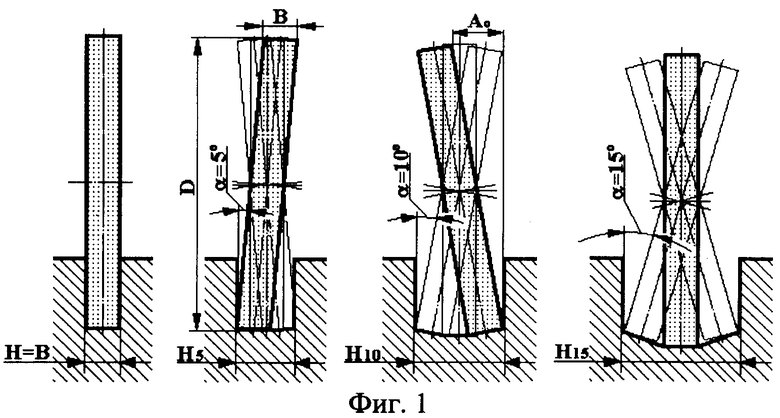
С целью уменьшения опасности появления прижогов путем снижения теплонапряженности резания, использования стандартного инструмента и возможности регулировки ширины прорезаемого паза, отрезной круг устанавливаем под углом α к плоскости, перпендикулярной оси вращения (см. фиг.1). Чем больше угол наклона круга, тем шире прорезается паз
Н15>Н10>Н5>Н.
В работе такого алмазно-абразивного отрезного круга появляется параметрическая осцилляция, характеризуемая амплитудой Ао, которая зависит от наружного диаметра и угла наклона круга, в свою очередь, влияющая на ширину Н прорезаемого паза.
Благодаря осцилляции зоны резания высоту круга берут меньше ширины прорезаемого паза, а угол установки определяют по формуле:
α=arctg[(H-B)/D],
где В и D - соответственно высота и наружный диаметр круга, мм;
Н - ширина прорезаемого паза, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
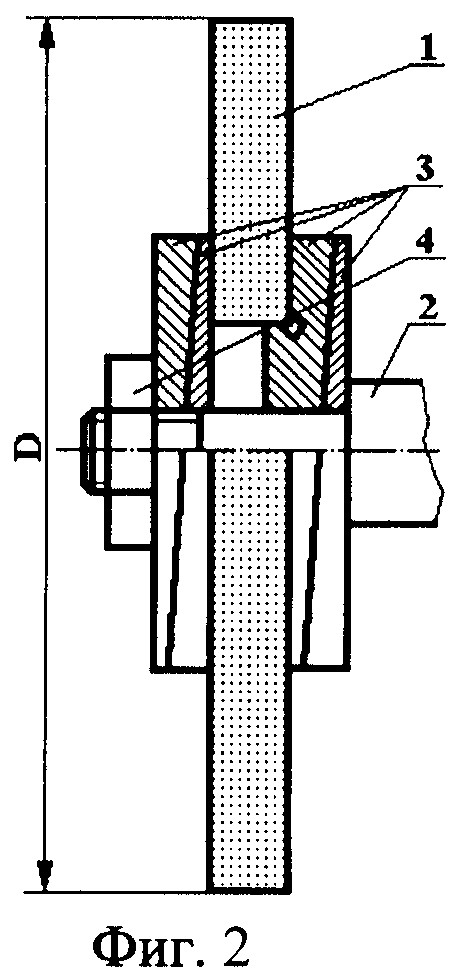
В устройство крепления круга 1 с параметрической осцилляцией на шпинделе 2 входят косые шайбы 3, попарно установленные с торцов круга, и гайка 4. Установка двух косых шайб 3 с каждого торца круга 1 позволяет плавно регулировать угол наклона α круга путем проворота одной шайбы относительно другой в каждой паре на одинаковый угол.
Правят периферийную поверхность круга 1 с параметрической осцилляцией при нулевом угле установки его на шпинделе 2, при этом установку и регулировку угла наклона α производят при отвернутой гайке 4 с помощью косых шайб 3, попарно установленных с торцов круга 1 (см. фиг.2).
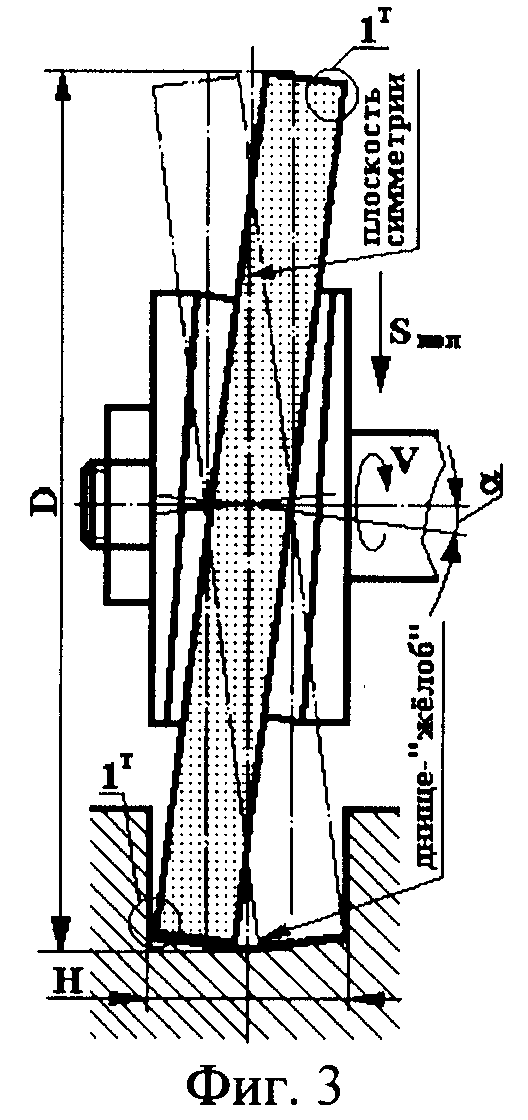
Часть торцов 1T круга 1 (см. фиг.3), которые профилируют прорезаемый паз, быстро изнашиваются; этот износ компенсируют путем увеличения угла наклона α.
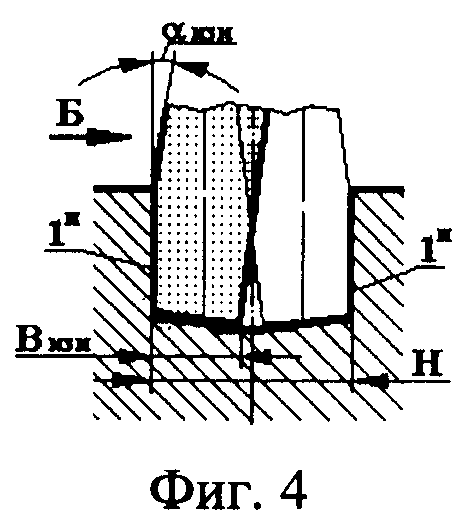
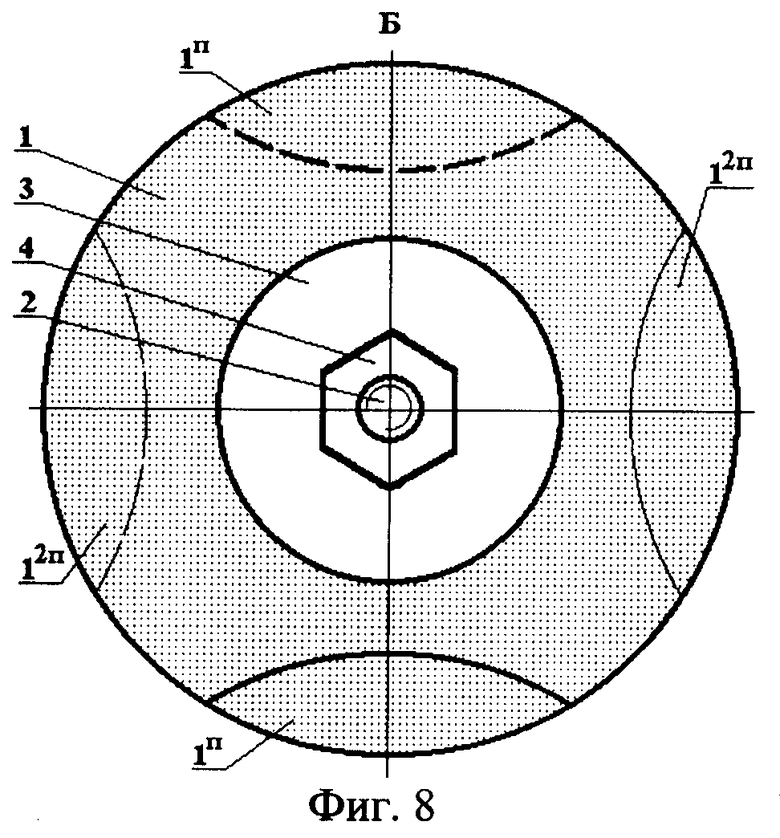
В процессе износа и регулировки (увеличение) угла наклона на торцах круга 1 образуются рабочие режущие плоскости 1П (см. фиг.4 и 8), которые повышают качество и точность, улучшают шероховатость прорезаемого паза и замедляют износ и выкрашивание абразива, повышая износостойкость круга. При этом угол установки определяют по формуле:
αизн=arc tg[(H-Bизн)/D],
где Визн - высота круга в месте износа, мм;
αизн - угол наклона изношенного круга к плоскости, перпендикулярной оси вращения, град.
При износе до минимально допустимого значения Визн высоты круга меняют местоположение круга 1 относительно шпинделя 2, например, положение 12П (см. фиг.8) и т. д.
Форма периферийной поверхности при правке круга зависит от осевой жесткости. Если правку круга производить в наклонном положении по цилиндрической образующей, то круг с недостаточной осевой жесткостью подвержен максимальному прогибу, а прорезаемый паз подвержен максимальной “разбивке” и максимальному отклонению боковых поверхностей от плоскостности.
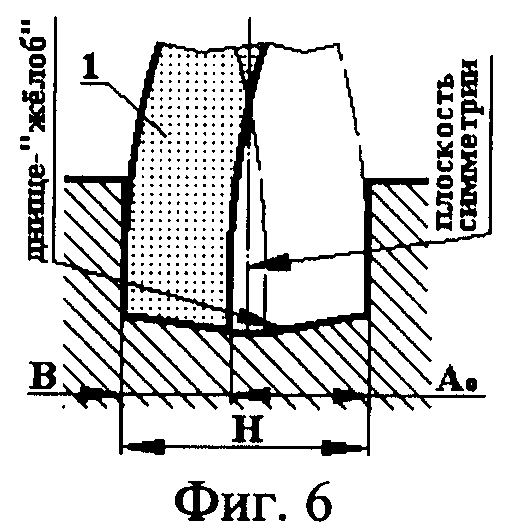
Поэтому в толстых жестких кругах для прорезки пазов и отрезки правим периферийную поверхность по цилиндрической образующей при нулевом угле наклона. При работе наклонного круга его режущая периферийная поверхность оставляет след на днище прорезаемого паза в виде “желоба” с нижней точкой в плоскости симметрии паза, стремящегося отклонить круг к плоскости симметрии, т.е. к середине паза (см. фиг.3 и 6).
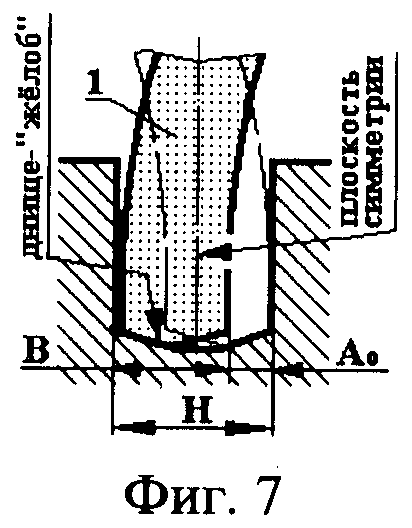
Тонкие с малой осевой жесткостью круги правим, образуя V-образную в продольном сечении форму образующей с вершиной в плоскости симметрии, перпендикулярной оси вращения круга, лежащей на максимальном наружном диаметре (см. фиг.5). V-образный профиль периферии круга, образуя паз с днищем в виде “желоба”, способствует прогибу круга в сторону плоскости симметрии паза, улучшая точность и шероховатость последнего, а круг становится более стойким, т. к. работает увеличенной периферией и торцами (см. фиг.7).
Предлагаемый алмазно-абразивный отрезной круг с параметрической осцилляцией уменьшает опасность появления прижогов путем снижения теплонапряженности резания за счет осцилляции зоны контакта круга с заготовкой и прерывистого резания, обладает повышенной износостойкостью благодаря включению в работу торцовых частей круга, позволяет использовать стандартный инструмент, дает возможность регулирования ширины прорезаемого паза путем установки круга под углом к оси вращения, позволяет управлять прогибом круга, уменьшая его, за счет специальной правки торцовых частей и периферии.
Источники информации
1 А. с. СССР №306011, МКИ В 24 D 5/12. Абразивный отрезной круг. 1971 - аналог.
2. А. с. СССР №1140943, МКИ В 24 D 5/12. Абразивный отрезной круг. А.П.Курносов, Б.Л.Фисенко. №3658551/25-08, заявл. 05.11.83, опубл. 23.02.85. Бюл. №7 - прототип.
3. Петасюк Г.А. Точность разрезания полупроводниковых пластин алмазными кругами // СТИН - 1998. - №3. - С.24-27.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ ОТРЕЗНЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235629C1 |
| СТОЙКИЙ ОСЦИЛЛИРУЮЩИЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2279967C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ АЛМАЗНО-АБРАЗИВНОЙ РЕЗКИ | 2005 |
|
RU2278015C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении отрезных алмазно-абразивных кругов. Последние устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения. Высота круга выбрана меньше ширины прорезаемого паза. Величина угла α определена по приведенной расчетной формуле в зависимости от высоты и наружного диаметра круга, ширины прорезаемого паза и угла наклона круга. В результате снижается теплонапряженность резания, повышается износостойкость круга за счет включения в работу его торцовых частей, появляется возможность регулирования ширины прорезаемого паза. 3 з.п. ф-лы, 8 ил.
α=arctg [(H-В)/D],
где В и D - соответственно высота и наружный диаметр круга, мм;
Н - ширина прорезаемого паза, мм;
α - угол наклона круга к плоскости, перпендикулярной оси вращения, град.
| Абразивный отрезной круг | 1983 |
|
SU1140943A1 |
| АЗНЫЙ ОТРЕЗНОЙ КРУГ ГОДОВСКОГОВСЕСОЮЗНАЯ"AT:iiTHa-TCX;^:i^E?«AfiL'--i&.fS>&1orEHA | 0 |
|
SU306011A1 |
| ДИСКОВЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2082598C1 |
| DE 559581 А, 22.09.1932. | |||

