Изобретение относится к области изготовления и монтажа трубопроводов с внутренним антикоррозионным покрытием и может быть использовано при противокоррозионной защите внутренних поверхностей зон сварных стыков при изготовлении трубных секций из труб, имеющих внутреннее покрытие по всей длине, кроме концов, при монтаже магистральных, промысловых и других трубопроводов, предназначенных для транспортирования нефти, подтоварной воды, газа, нефтепродуктов, воды и других сред, из трубных секций или из отдельных труб.
Известен способ и устройство для внутренней противокоррозионной защиты зоны сварного соединения труб, имеющих внутреннее антикоррозионное покрытие по всей длине, кроме концов труб, разработанный фирмой “Tuboscope Vetco International” (США), демонстрировавшийся на 10-ой международной выставке “Нефть и газ” в Москве в июне 2001 г. (см. рекламный материал фирмы “Tuboscope Vetco International”). Устройство содержит металлическую втулку, в канавках которой снаружи по ее концам размещены уплотнительные кольца. В центральной части втулки на ее наружной поверхности выполнена проточка, в которой размещен теплоизолирующий материал. Перед установкой устройства во внутренние полости концов соединяемых труб на внутреннюю поверхность концов этих труб наносят герметизирующий состав. Устройство устанавливают во внутренних полостях стыкуемых концов труб при сборке стыка под сварку до соединения труб сваркой, что упрощает операцию размещения устройства в защищаемой зоне. Форму и размеры наружных поверхностей концов втулки и внутренних поверхностей концов труб выполняют так, чтобы при их сопряжении отсутствовал значительный зазор, поэтому, с учетом нормативно допускаемых отклонений размеров и формы труб, а также из-за возможных дополнительных случайных существенных геометрических погрешностей формы и размеров труб, внутреннюю поверхность концов труб калибруют. При этом степень точности должна быть такой, при которой обеспечивается взаимозаменяемость элементов соединения.
Необходимость выполнения операции калибрования внутренней поверхности концов труб усложняет условия использования способа и устройства и повышает затраты.
Желательно иметь способ и устройство для внутренней противокоррозионной защиты зоны сварного соединения труб, позволяющий при его использовании исключить операцию калибрования внутренних поверхностей концов труб и этим упростить способ и снизить затраты.
Известен способ и устройство для внутренней противокоррозионной защиты зоны сварного соединения труб, имеющих внутреннее антикоррозионное покрытие по всей длине, кроме концов труб, заключающийся в размещении после соединения труб сваркой в зоне сварного шва и прилегающих участках внутреннего защитного покрытия устройства, содержащего втулку, выполненную в виде металлической свернутой спирально ленты, а также спирально свернутую и пропитанную полимерным связующим прокладку с возможностью ее прижатия лентой к внутренней поверхности зоны стыка с расчетным усилием. При использовании этого способа и устройства нет необходимости выполнять операцию калибрования внутренних поверхностей концов труб. В связи с тем, что устройство размещают в зоне стыка труб после соединения труб сваркой, введение его вовнутрь трубопровода в эту зону относительно сложно и возможно лишь со стороны свободного (неприваренного) конца трубы (Патент РФ №2133908, кл. F 16 L 58/02, заявка 97117309/06 от 16.10.97 г., опубликован 27.07.99 г. Авторы: Моисеенков В.А., Шведов В.В, Шведов В.Н. Патентообладатель: Научно-производственное объединение “Тарис”).
Этот способ и конструкция устройства наиболее близки к заявляемым по совокупности существенных признаков и взяты за прототип как для способа, так и для устройства.
При использовании этого способа и устройства выполнение операции по размещению устройства внутри трубопровода путем введения его со стороны свободного (неприваренного) конца трубы вызывает необходимость осуществления внутритрубной операции по доставке устройства от свободного (неприваренного) конца трубы до зоны сварного шва. При использовании стандартных труб расстояние доставки устройства составляет несколько метров, а при использовании обычных двух-, трехтрубных секций - несколько десятков метров, поэтому для выполнения этой операции требуется соответствующий транспортный модуль или другое средство доставки. Кроме того, при использовании этого способа и устройства, вследствие размещения устройства в зоне стыка труб после соединения труб сваркой, возникает необходимость предварительного выполнения операций по освобождению внутритрубной зоны сварного шва от последствий выполненных сварочных работ. Это такие внутритрубные операции, как: срезка сварочного грата, очистка поверхности от загрязнений продуктами, выделяемыми в процессе сварки, удаление продуктов срезки и очистки. Для выполнения этих внутритрубных очистных операций также требуются соответствующие технические средства, которые вводят внутрь трубопровода в зону сварного шва со стороны свободного (неприваренного) конца трубы. В случае же размещения устройства в зоне сварного шва после соединения труб сваркой без предварительного выполнения внутритрубных очистных операций, снижается качество и надежность противокоррозионной защиты зоны сварного соединения, а при наличии увеличенного сварочного грата принципиальная возможность использования этого способа и устройства становится проблематичной.
Необходимость выполнения операций, требующих применения технических средств, вводимых после соединения труб сваркой внутрь трубопровода со стороны свободного (неприваренного) конца трубы, усложняет способ и повышает затраты.
Желательно иметь способ и устройство для внутренней противокоррозионной защиты зоны сварного соединения труб, в котором устройство размещают в полости стыкуемых концов труб до соединения их сваркой, и этим упростить способ и снизить затраты.
Поставленная задача решается тем, что в способе внутренней противокоррозионной защиты зоны сварного соединения труб, заключающемся в размещении в зоне сварного шва и прилегающих участках внутреннего защитного покрытия устройства, содержащего втулку, выполненную в виде металлической свернутой спирально ленты, а также спирально свернутую пропитанную полимерным связующим прокладку с возможностью ее прижатия лентой к внутренней поверхности зоны стыка труб с расчетным усилием, новым является то, что в устройстве металлическая свернутая спирально лента представляет собой саморазвертывающуюся пружину, в которой в расчетном количестве аккумулирована механическая энергия, оснащенную гибким стопорным элементом, фиксирующим ее от саморазвертывания с возможностью дефиксации, гибким предохранительным элементом, дополнительно фиксирующим ленту от саморазвертывания с возможностью дефиксации, периферийные витки металлической свернутой спирально ленты имеют меньшую ширину, чем приосевые витки этой ленты, периферийные витки ленты пространственно разобщены с приосевыми витками ленты, периферийные витки ленты оснащены прикрепленным к ним теплоизолирующим материалом, а приосевые витки ленты оснащены прикрепленной к ним спирально свернутой пропитанной полимерным связующим прокладкой, металлическая свернутая спирально лента на торцах имеет прорези, а теплоизолирующий материал вблизи торцов имеет отверстия, в этих прорезях и отверстиях размещен гибкий стопорный элемент, оба конца которого охватывают втулку в продольной плоскости и соединены между собой, оба конца гибкого предохранительного элемента охватывают как втулку, так и гибкий стопорный элемент в поперечной плоскости и соединены между собой, устройство размещают частью его длины до соединения труб сваркой во внутренней полости стыкуемого конца одной из труб, производят сборку стыка труб под сварку путем надвигания конца другой трубы на устройство с обеспечением зазора между торцами труб и размещением при этом концов обоих упомянутых выше гибких элементов в этом зазоре и частью за пределами труб, осуществляют прижатие с расчетным усилием лентой прокладки, а также и теплоизолирующего материала к внутренней поверхности зоны стыка труб путем нарушения через зазор между торцами труб целостностей сначала гибкого предохранительного элемента с последующим его извлечением через этот зазор, затем гибкого стопорного элемента с последующим его извлечением через тот же зазор и происходящих вследствие этого дефиксации и саморазвертывания ленты за счет части аккумулированной в ней механической энергии, соединяют трубы сваркой.
Поставленная задача решается тем, что в устройстве для внутренней противокоррозионной защиты зоны сварного соединения труб, содержащем втулку, выполненную в виде металлической свернутой спирально ленты, а также спирально свернутую пропитанную полимерным связующим прокладку с возможностью ее прижатия лентой к внутренней поверхности зоны стыка труб с расчетным усилием, новым является то, что металлическая свернутая спирально лента представляет собой саморазвертывающуюся пружину, в которой в расчетном количестве аккумулирована механическая энергия, оснащенную гибким стопорным элементом, фиксирующим ее от саморазвертывания с возможностью дефиксации, гибким предохранительным элементом, дополнительно фиксирующим ленту от саморазвертывания с возможностью дефиксации, периферийные витки металлической свернутой спирально ленты имеют меньшую ширину, чем приосевые витки этой ленты, периферийные витки ленты пространственно разобщены с приосевыми витками ленты, периферийные витки ленты оснащены прикрепленным к ним теплоизолирующим материалом, а приосевые витки ленты оснащены прикрепленной к ним спирально свернутой пропитанной полимерным связующим прокладкой, металлическая свернутая спирально лента на торцах имеет прорези, а теплоизолирующий материал вблизи торцов имеет отверстия, в этих прорезях и отверстиях размещен гибкий стопорный элемент, оба конца которого охватывают втулку в продольной плоскости и соединены между собой, оба конца гибкого предохранительного элемента охватывают как втулку, так и гибкий стопорный элемент в поперечной плоскости и соединены между собой. Металлическая свернутая спирально лента может быть изготовлена в коррозионно-стойком исполнении. Периферийные витки ленты могут быть оснащены теплоизолирующим материалом, имеющим кольцевую канавку для формирования обратного валика сварного шва при осуществлении проплава кромок труб. Периферийные витки ленты могут быть оснащены теплоизолирующим материалом в виде стеклоткани. Спирально свернутая пропитанная полимерным связующим прокладка может быть выполнена в виде объемного нетканого материала из полиэфирных волокон. Гибкий стопорный и гибкий предохранительный элементы могут представлять собой отрезки проволоки.
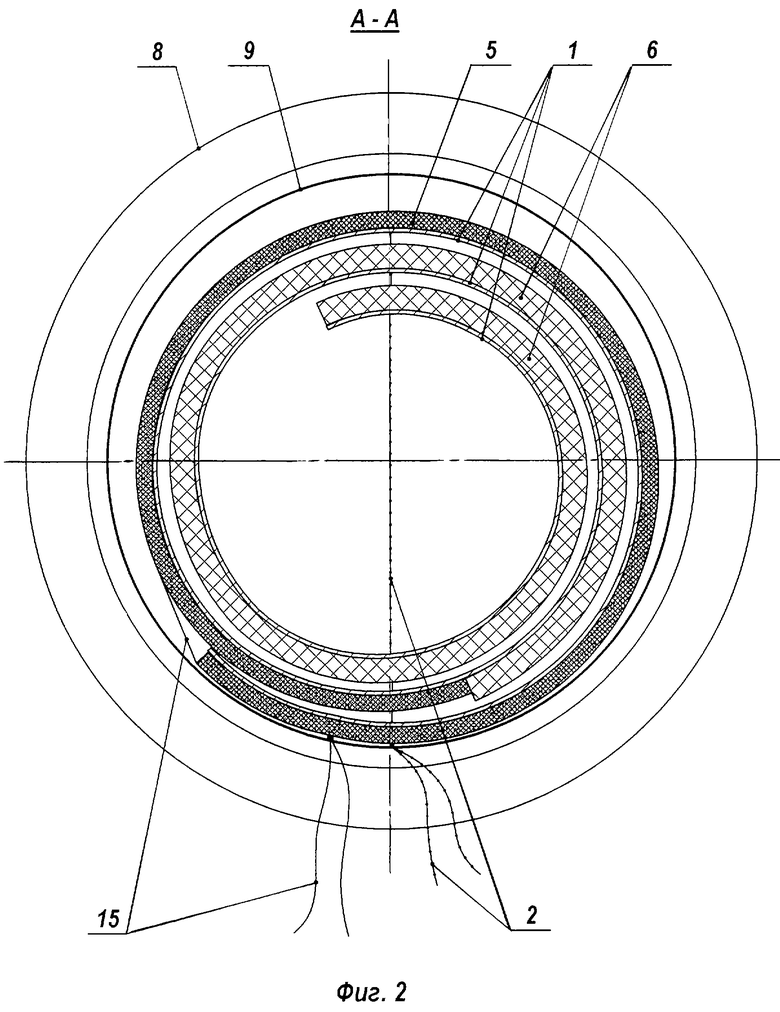
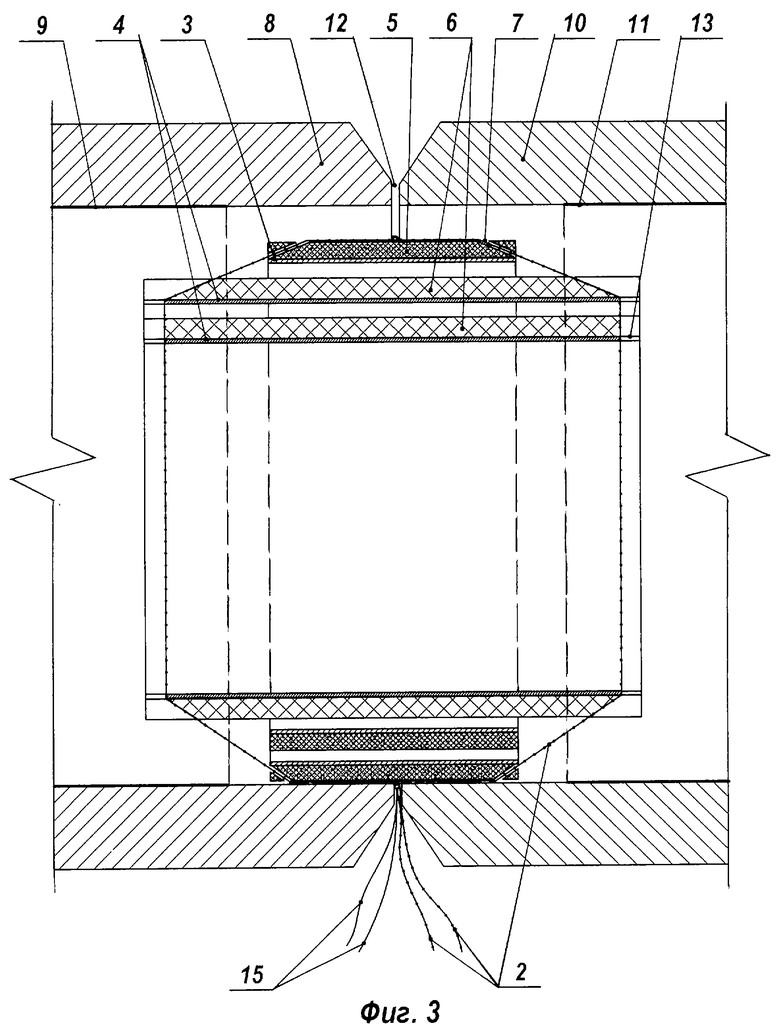
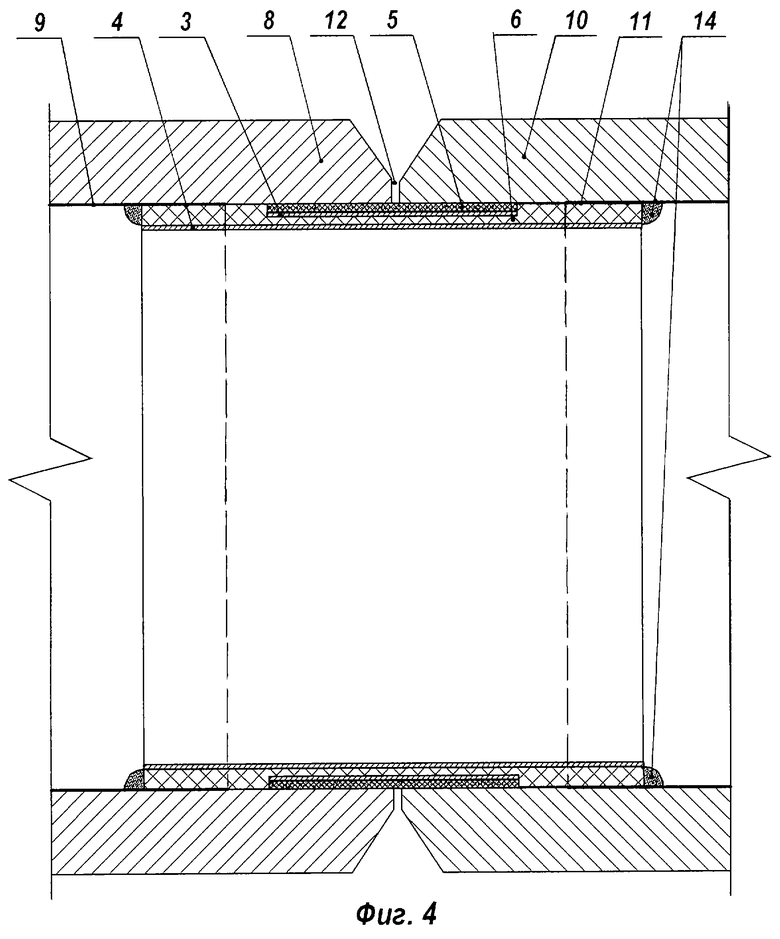
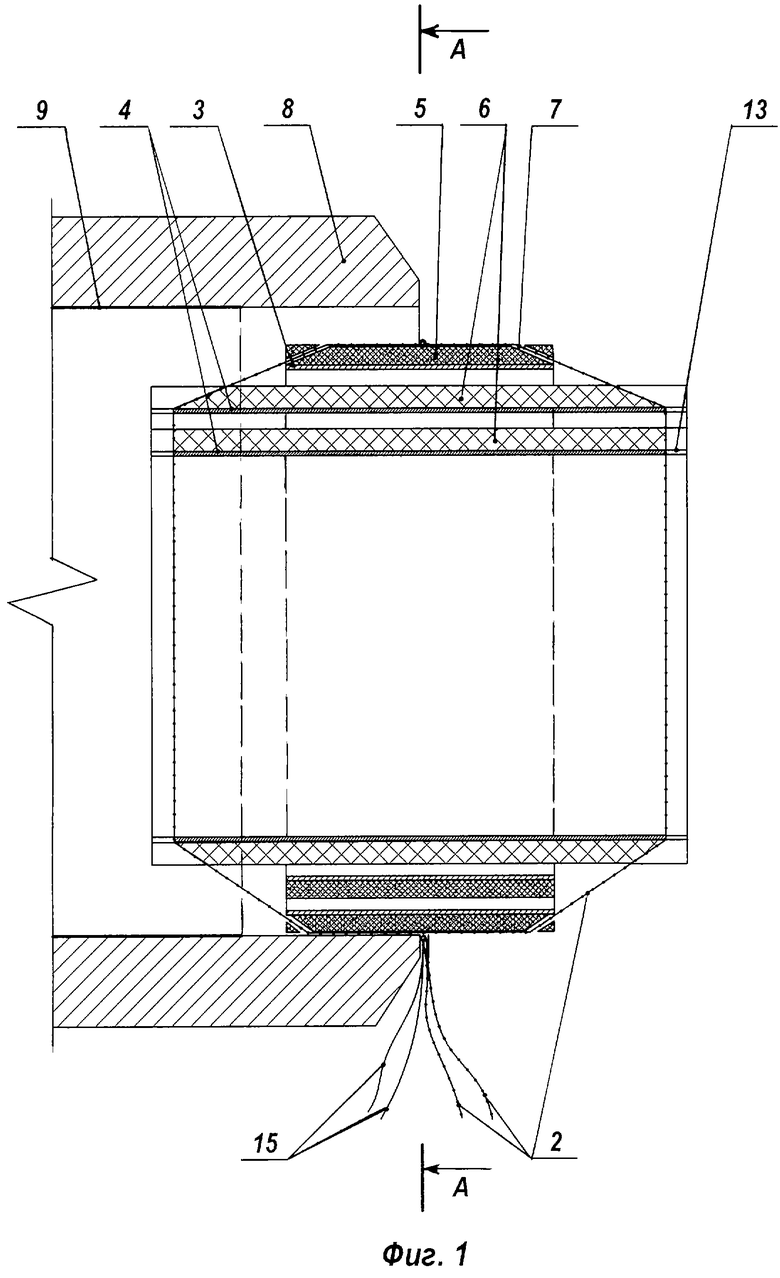
Изобретение иллюстрируется чертежами, где на фиг.1 представлено устройство, размещенное частью его длины до соединения труб сваркой во внутренней полости стыкуемого конца одной из труб; на фиг.2 - сечение А-А на фиг.1; на фиг.3 показано положение устройства в полости стыка труб к моменту извлечения из устройства гибких стопорного и предохранительного элементов; на фиг.4 представлен фрагмент стыка труб после извлечения гибких стопорного и предохранительного элементов, саморазвертывания ленты и прижатия ею прокладки и теплоизолирующего материала к внутренней поверхности зоны стыка.
Устройство содержит втулку, выполненную в виде металлической свернутой спирально ленты 1, представляющей собой пружину, в которой в расчетном количестве аккумулирована механическая энергия, оснащенную гибким стопорным элементом 2 и предохранительным гибким элементом 15, фиксирующими ее от саморазвертывания с возможностью дефиксации путем нарушения целостности и последующего извлечения сначала гибкого предохранительного элемента 15, а затем нарушения целостности и последующего извлечения гибкого стопорного элемента 2. Периферийные витки 3 ленты 1, ширина которых меньше, чем ширина приосевых витков 4 ленты 1, оснащены на определенной длине теплоизолирующим материалом 5. Приосевые витки 4 ленты 1 оснащены прикрепленной к ним спирально свернутой пропитанной полимерным связующим прокладкой 6. Лента 1 на торцах имеет прорези 13, а теплоизолирующий материал 5 имеет отверстия 7, в прорезях 13 и отверстиях 7 размещен гибкий стопорный элемент 2. Периферийные витки 3 ленты 1 пространственно разобщены с приосевыми витками 4 ленты 1, и такая форма ленты 1 сохраняется до извлечения гибкого стопорного элемента 2 из прорезей 13 и отверстий 7, и лишь после его извлечения пространственное разобщение периферийных витков 3 ленты 1 с приосевыми витками 4 ленты 1 ликвидируется. Фиксирующий ленту от саморазвертывания гибкий стопорный элемент 2 установлен в прорезях 13 и отверстиях 7 так, что после нарушения его целостности он может быть извлечен из них путем натяжения. Ширина прокладки 6, которой оснащены приосевые витки 4 ленты 1, обеспечивает перекрытие всей внутренней поверхности зоны стыка зоны стыка труб 8 и 10, не имеющей внутренних покрытий 9 и 11, с частичным захватом этих покрытий. Между торцами соединяемых труб 8 и 10 имеется зазор 12.
Способ осуществляют следующим образом. Устройство размещают частью его длины до соединения труб сваркой во внутренней полости стыкуемого конца одной из труб 8, имеющей внутреннее покрытие 9. При этом оно опирается внешним периферийным витком, оснащенным теплоизолирующим материалом 5, на внутреннюю поверхность этой трубы. Предусмотренное конструкцией устройства пространственное разобщение приосевых витков 4, оснащенных прокладкой 6, пропитанной полимерным связующим, с периферийными витками 3 гарантированно обеспечивает дистанцию между внутренней поверхностью трубы 8 и полимерным связующим, которым пропитана прокладка 6, что необходимо для исключения попадания полимерного связующего как на кромку и ближнюю прилегающую к ней зону внутренней поверхности трубы 8, так и на кромку и ближнюю прилегающую к ней зону внутренней поверхности трубы 10, имеющей внутреннее покрытие 11 (при последующем надвигании трубы 10 на устройство). Оба конца гибкого стопорного элемента 2, соединенные между собой, размещают за пределами трубы 8. Оба конца гибкого предохранительного элемента 15, соединенные между собой, также размещают за пределами трубы 8. Производят сборку стыка труб 8 и 10 под сварку с надвиганием конца трубы 10 на устройство с использованием традиционных приемов, оборудования и приспособлений, например трубоукладчиков, наружного центратора и др. При этом обеспечивают зазор 12 между торцами труб, и концы гибких элементов 2 и 15 размещают в зазоре 12 и частично за пределами труб 8 и 10. Через зазор 12 сначала нарушают целостность гибкого предохранительного элемента 15 с последующим его извлечением, а затем нарушают целостность гибкого стопорного элемента 2, извлекают его из прорезей 13 и отверстий 7 устройства путем натяжения. Вследствие извлечения гибкого стопорного элемента 2 из прорезей и отверстий 7 устройства осуществляется дефиксация ленты 1, при этом пространственное разобщение между периферийными витками 3 ленты 1 и приосевыми витками 4 ленты 1 ликвидируется, а лента 1 за счет части механической энергии, аккумулированной в ней, саморазвертывается. Оставленная в ленте 1 в расчетном количестве часть аккумулированной в ней механической энергии обеспечивает расчетное усилие прижатия приосевыми витками 4 ленты 1 прокладки 6, пропитанной полимерным связующим, и периферийными витками 3 ленты 1 теплоизолирующего материала 5 к внутренней поверхности зоны стыка труб. При извлечении гибкого стопорного элемента 2 последний взаимодействует с отверстиями 7 в теплоизолирующем материале 5, прижатом к внутренней поверхности зоны стыка труб, и этим в достаточной степени очищается от попавшего на него полимерного связующего, что исключает перенос полимерного связующего извлекаемым стопорным элементом 2 на кромки труб 8, 10 и прилагающие к ним зоны. Сваривают концы труб по традиционной технологии с предварительной прихваткой или без прихватки. Теплоизолирующий материал 5, обладающий необходимыми термическим сопротивлением и термостойкостью, исключает недопустимое воздействие тепла сварки на термочувствительное полимерное связующее и пропитанную им прокладку 6. Расчетная величина усилия прижатия лентой 1 прокладки 6 обеспечивает необходимую степень герметизации зоны сварного соединения трубопровода от перекачиваемого по нему продукта и препятствует излишнему выдавливанию полимерного связующего из прокладки 6. Требуемое количество механической энергии, которое оставляют в ленте 1 после осуществления ею прижатия прокладки 6 к внутренней поверхности зоны стыка, зависит от диаметра трубопровода, ширины прокладки 6, ее физико-механических свойств и других характеристик, в соответствии с которыми рассчитываются и подбираются требуемые физико-механические свойства ленты 1, осевые моменты инерции ее поперечных сечений, развернутая рабочая длина и другие параметры. Полимерное связующее, частично выдавленное из прокладки 6, формирует защитные валики 14 по всему периметру прокладки, что дополнительно повышает надежность противокоррозионной защиты зоны сварных стыков трубопровода. Полимеризация связующего, которым пропитана прокладка 6, может осуществляться с наружным нагревом стыка от внешнего источника, но может проходить и без специального нагрева с учетом свойств полимерного связующего. Кроме того, некоторое количество тепла, необходимого для ускорения полимеризации связующего, может быть предварительно аккумулировано в теле устройства.
Пример конкретного выполнения устройства. Металлическая свернутая спирально лента выполнена из пружинной холоднокатанной нагартованной стальной ленты по ГОСТ 2283-79. Толщина ленты 0,5 мм. Ширина периферийных витков ленты - 153 мм; ширина приосевых витков ленты - 240 мм. Периферийные витки ленты оснащены прикрепленным к ней теплоизолирующим материалом в виде высокотемпературостойкой стеклоткани толщиной 4 мм. Приосевые витки ленты имеют коррозионно-стойкое покрытие толщиной 0,5 мм на основе эпоксидной эмали. Приосевые витки ленты оснащены прикрепленной к ним прокладкой из нетканого стекловолоконного материала, пропитанного полимерным связующим на основе эпоксидной эмали. Гибкий стопорный элемент представляет собой отрезок проволоки. Трубопровод, сварной стык которого защищают, изготовлен из труб стальных электросварных ГОСТ 20295-85, имеющих внутреннее антикоррозионное покрытие на основе эпоксидной эмали толщиной 0,5 мм по всей длине, кроме концов труб. Наружный диаметр труб - 219 мм, толщина стенки - 7 мм. Наружный поперечный размер периферийных витков свернутой спирально ленты около 190 мм, максимальный наружный поперечный размер приосевых витков свернутой спирально ленты около 150 мм. Суммарная толщина стенки полученного защитного бандажа зависит от количества витков свернутой спирально ленты.
Изобретение относится к области изготовления трубных секций и монтажа промысловых, магистральных и других трубопроводов. Устройство содержит втулку в виде металлической свернутой спирально ленты, представляющей собой пружину, оснащенную гибким стопорным элементом и гибким предохранительным элементом, фиксирующими ее от саморазвертывания с возможностью дефиксации. Периферийные витки ленты пространственно разобщены с приосевыми ее ветками, имеют меньшую ширину, чем приосевые витки, оснащены прикрепленным к ним теплоизолирующим материалом. Материал имеет кольцевую канавку для формирования обратного валика сварного шва. Приосевые витки ленты оснащены прикрепленной к ним спирально свернутой прокладкой, пропитанной полимерным связующим. Свернутая металлическая лента на торцах имеет прорези, а теплоизолирующий материал вблизи торцов имеет отверстия. В прорезях и отверстиях размещен стопорный элемент, оба конца которого охватывают втулку в продольной плоскости и соединены между собой. Предохранительный элемент охватывает втулку и стопорный элемент в поперечной плоскости, которые также соединены между собой. Устройство размещают частью его длины до соединения труб сваркой в полости конца одной из труб, надвигают на него конец другой трубы с оставлением зазора между торцами труб и размещают в нем и частично за пределами труб концы элементов. Далее, используя зазор и концы элементов, нарушают целостность и извлекают их последовательно из устройства. При этом происходит дефиксация пружинной ленты, ликвидируется пространственное разобщение между ее периферийными и приосевыми витками вследствие саморазвертывания ленты за счет части аккумулированной в ней механической энергии и далее соединяют трубы сваркой. Теплоизолирующий материал исключает недопустимое воздействие тепла сварки на термочувствительное связующее и пропитанную им прокладку. 2 с. и 5 з.п. ф-лы, 4 ил.
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 1997 |
|
RU2133908C1 |
| 1971 |
|
SU413494A1 | |
| US 5096332 A, 17.03.1992 | |||
| Грузовой компенсатор контактной сети | 1974 |
|
SU499153A1 |
| БИБЛИОТЕКА | 0 |
|
SU372403A1 |
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |

