Изобретение относится к трубопроводному транспорту и может быть использовано при производстве труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ соединения труб с внутренним термопластичным покрытием, включающий размещение внутри концов труб втулки с внутренним покрытием, имеющей кольцевые канавки, расположенные по краям втулки, с уплотнительными кольцами в них, и кольцевую проточку в средней части втулки, в которой размещен термопластичный материал, установку поверх термопластичного материала в промежутке между концами покрытия теплоизоляционного кольца и соединение труб сваркой встык. При сварке труб за счет выделяемого тепла происходит оплавление и сварка концов термопластичного покрытия с аналогичным материалом в центральной проточке втулки, что должно обеспечить дополнительную герметизацию стыка (пат. РФ № 2157479, кл. F 16 L 13/02, опубл. 10.10.00. Бюл. № 28).
Недостатком этого способа является низкая надежность соединения, связанная с тем, что процесс оплавления и сварки концов покрытия трубы с кольцом из термопластичного материала втулки происходит вслепую и без контроля качества. А уплотнительные кольца, размещенные на цилиндрическом участке втулки, не могут противостоять против внутреннего давления транспортируемой агрессивной жидкости. В результате этого существует вероятность проникновения агрессивной среды к стыкам труб и их коррозионного разрушения. Кроме того, оплавление и сварка концов покрытия с термопластичным кольцом втулки возможны лишь в случае термопластичного покрытия труб, а при использовании термореактивного покрытия этот процесс исключается. Более того, из-за негарантированного качества сварки концов покрытия труб с термопластичным кольцом втулки при появлении продольных температурных напряжений (коэффициент теплового расширения некоторых термопластов, например полиэтилена, в 20-50 раз выше, чем у стали) концы покрытия могут оторваться и выйти за пределы втулки, что повлечет за собой не только разгерметизацию места сварки труб, но и разрушение покрытия и перекрытие проходного сечения труб с тяжелыми последствиями.
Наиболее близким по технической сущности к предлагаемому является способ соединения стальных труб с пластмассовой облицовкой, включающий прикрепление концов облицовки к концам трубы с помощью радиально деформируемых внутренних стальных защемляющих колец, установку в зазоре между трубой и защемляющими кольцами гальванических протекторов (пат. РФ № 2095675, кл. F 16 L 9/02, опубл. 10.11.97. Бюл. № 31). Защемление концов облицовки может быть выполнено также путем радиального обжима концов труб (см., например, пат. РФ № 2157478, кл. F 16 L 13/02, опубл. 10.10.00. Бюл. № 28).
Недостатком способа является наличие в стыковых зонах труб непокрытых элементов, которые защищаются от коррозии защемленным между кольцами и трубой протектором. Как показал опыт длительной эксплуатации подобных труб, протектор перестает защищать уже через несколько месяцев работы из-за того, что продукты растворения протектора забивают электродренажные отверстия в защемляющих кольцах. Нередко эти продукты, накапливаясь, приводят к смятию колец, что еще более ускоряет процесс разрушения зон стыков.
Задачей изобретения является повышение надежности соединения стальных труб с внутренней пластмассовой облицовкой.
Поставленная задача решается тем, что в способе соединения стальных труб с внутренней пластмассовой облицовкой, включающем размещение внутри концов облицовки и труб защемляющих стальных колец, прикрепление концов облицовки к концам труб путем радиальной деформации защемляющих колец или концов труб, согласно изобретению в месте соединения труб внутри защемляющих колец устанавливают защитную втулку, снабженную противокоррозионным покрытием, уплотнительными кольцами из упругоэластичного материала, размещенными на концах втулки, и теплоизоляционным кольцом на наружной поверхности напротив сварного шва.
Внутренние концы защемляющих колец выполняют с внутренним радиальным выступом, а расстояние между уплотнительными кольцами по крайним точкам берут больше расстояния между радиальными выступами защемляющих колец.
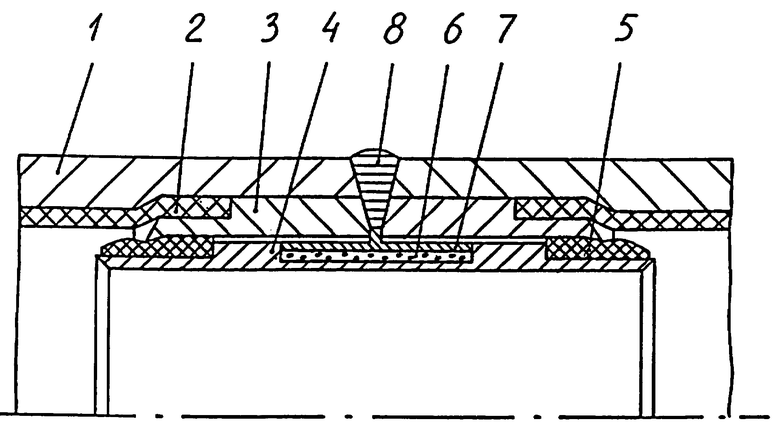
Способ поясняется чертежом, где показан продольный разрез верхней половины зоны соединения труб (нижняя половина идентична).
Способ осуществляют следующим образом.
Концевые участки стальных труб 1 предварительно калибруют до максимального внутреннего диаметра, допустимого для данного типоразмера труб, увеличивают внутренний диаметр труб на участке расположения защемляющих колец на 2-6 мм (в зависимости от диаметра и толщины стенки труб) путем внутренней обточки или радиальной раздачи. Производят футерование труб пластмассовыми трубами 2, концы которых обрезают на удалении 80-150 мм от концов труб. Вставляют защемляющие кольца в конец каждой трубы до упора в торец облицовки и производят их раздачу с помощью дорнирующего устройства, в результате чего концы облицовки герметично прижимаются к внутренней поверхности труб. При этом из-за одновременного расширения концов облицовки происходит их механическая фиксация, что предотвращает выход указанных концов из зоны защемления при температурном расширении облицовки. При раздаче защемляющих колец в определенных условиях возникает концевой эффект, благодаря которому на внутренних концах колец образуются внутренние радиальные кольцевые выступы высотой 1-3 мм. Защемление концов облицовки можно производить также путем радиального обжима концов труб.
Непосредственно перед соединением труб в конец одной из труб устанавливают стальную защитную втулку 4, все поверхности которой снабжены полимерным противокоррозионным покрытием, имеющую по концам уплотнительные кольца 5 из упругоэластичного материала, наружный диаметр которых превышает внутренний диаметр защемляющих колец на 1-4 мм, радиальных выступов этих колец на 3-6 мм. В центре втулки напротив сварного шва выполнена кольцевая проточка, заполненная теплоизоляционным материалом 6, заключенным в стальной кожух 7, который на наружной поверхности имеет кольцевой фиксирующий выступ. На выступающий конец втулки насаживают конец второй трубы, производят силовое смыкание концов труб до соприкосновения их кромок и выполняют сварку встык швом 8. При смыкании труб уплотнительные кольца радиально деформируются, особенно в местах внутренних выступов защемляющих колец 3, что обеспечивает надежную герметизацию зоны соединения труб от проникновения агрессивной среды. Сохранность внутреннего противокоррозионного покрытия втулки 4 в процессе сварки гарантирует наличие теплоизоляционного материала 6.
Пример конкретного выполнения.
Концы стальных труб по ГОСТ 8732 наружным диаметром 159 мм и толщиной стенки 9 мм калибровали по внутреннему диаметру до 145 мм на длину 250 мм, на участке длиной 195 мм от концов, включая 5 мм конусного перехода к основному диаметру труб, выполнили внутреннюю проточку до внутреннего диаметра 149 мм и произвели футерование полиэтиленовыми трубами диаметром 141 мм и толщиной стенки 4 мм с предварительным волочением через фильеру диаметром 138 мм. Концы полиэтиленовых труб отрезали на расстоянии 90 мм от концов стальных труб. Изготовили защемляющие кольца внутренним диаметром 126 мм, длиной 195 мм, имеющие наружную фаску на внутренних концах длиной 5 мм, с соответствующей конфигурацией наружной поверхности, разместили их внутри концов облицовки и труб и произвели радиальное деформирование с помощью дорнирущего устройства. После этого внутренний диаметр защемляющих колец стал равен 137 мм, а на внутренних концах образовались радиальные выступы внутренним диаметром 134 мм. Изготовили стальную защитную втулку длиной 430 мм, наружным диаметром 135 мм, имеющую по концам открытые с торцов кольцевые проточки глубиной 3,5 мм, шириной 50 мм, в которых разместили с некоторым натягом кольца шириной 40 и толщиной 6 мм из нефтестойкой резины, а в центральной части - кольцевую проточку глубиной 4 мм, шириной 100 мм, заполненную асбестовой тканью и стальным кожухом. При указанной длине втулки внутренние выступы защемляющих колец находятся в пределах резиновых колец на расстоянии около 10 мм от их дальних краев, что обеспечивает наилучшую герметизацию. Все поверхности втулки покрыли противокоррозионной композицией на основе эпоксидной смолы. Втулку вставили в концы соединяемых труб, с помощью гидропресса произвели силовое смыкание кромок труб и выполнили сварку встык.
Гидравлические испытания показали, что стыки труб, соединенных по предложенному способу, остаются изнутри сухими при давлениях до 10 МПа. Это гарантирует отсутствие их коррозионного разрушения под действием перекачиваемой агрессивной среды при рабочих давлениях до 7-8 МПа. Однако работоспособность такого соединения сохраняется длительное время (не менее 15-20 лет) и при значительно более высоких давлениях, т.к. проникшая при опрессовке труб к зоне сварного шва жидкость обычно малоагрессивна и из-за наличия уплотнительных колец практически не смешивается с агрессивной рабочей средой трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2002 |
|
RU2229653C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2003 |
|
RU2238470C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2002 |
|
RU2211982C1 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
Изобретение относится к области трубопроводного транспорта и может быть использовано при изготовлении труб и строительстве трубопроводов, транспортирующих агрессивные среды. Футеруют внутреннюю поверхность труб пластмассовой облицовкой, удаляют концы облицовки на расстоянии 80-150 мм от концов труб. Размещают внутри концов облицовки и труб защемляющие стальные кольца. Прикрепляют концы облицовки к концам труб путем радиальной деформации защемляющих колец, внутри которых устанавливают защитную втулку, снабженную противокоррозионным покрытием всех поверхностей, уплотнительными кольцами из упругоэластичного материала, размещенными на концах втулки, и теплоизоляционным кольцом на наружной поверхности напротив сварного шва и производят силовое смыкание кромок труб и сварку встык. Внутренние концы защемляющих колец выполняют с внутренним радиальным выступом, а расстояние между уплотнительными кольцами втулки по крайним точкам берут больше расстояния между радиальными выступами защемляющих колец. Технический результат: повышение надежности соединения. 1 з.п. ф-лы, 1 ил.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1995 |
|
RU2095675C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| US 4611833 A, 16.09.1986 | |||
| US 5988691 A, 23.11.1999 | |||
| US 5009737 A, 23.04.1991. | |||
