Изобретение относится к черной металлургии, в частности к производству рулонов низколегированной горячекатаной стали с особо низким содержанием серы и фосфора, применяемой при изготовлении электросварных труб магистральных нефте- и газопроводов.
Равнопрочные по периметру электросварные трубы во многих случаях с успехом заменяют горячедеформированные трубы сопоставимого сортамента. Особенно целесообразно их применение в связи с тем, что электросварные трубы имеют сравнительно большую тонкостенность и точность, что (по сравнению с горячедеформированными трубами) приводит к существенной экономии металла.
Подавляющую массу труб всего диапазона размеров электросварных труб получают из низкоуглеродистых и низколегированных сталей, хорошо свариваемых высокоскоростными методами сварки. Сталь для изготовления электросварных труб должна иметь заданный химический состав и не иметь разбросов механических свойств по длине и ширине полос. Такая сталь поставляется на предприятия - изготовители труб в виде рулонов горячекатаных полос толщиной до 15 мм.
Известны способы производства низкоуглеродистых холоднокатаных листовых сталей, включающие выплавку низкоуглеродистой стали в сталеплавильном агрегате, непрерывную разливку и горячую прокатку полосы с ее охлаждением перед смоткой в рулон, см., патенты Японии 22330, кл. 6(1)-62(231), 74 г.; 24829, кл. 3-31(173), 74 г; 35218, кл. 7-46(134), 74г.
Недостаток этих способов заключается в том, что горячекатаные полосы после охлаждения имеют различные механические свойства по длине полос, причем наиболее низкие свойства имеют концевые участки полос, в результате чего снижается выход годного.
Прототипом изобретения является способ производства горячекатаной трубной стали, включающий выплавку низкоуглеродистой стали в сталеплавильном агрегате, непрерывную разливку и горячую прокатку полос с охлаждением с температуры конца прокатки до температуры смотки в рулоны, причем для повышения однородности свойств по длине полосу охлаждают до 640-730o после прохождения концевого участка длиной 20-200м и заканчивают охлаждение за 20-200 м до конца полосы, см., пат. РФ 628826, кл. С 21 D 1/02, 78г.
Недостатком прототипа является то, что в результате теплового взаимовлияния витков полосы происходит перераспределение температурного поля в торообразном рулоне, при этом его наружные поверхности (торцевые и наружная) охлаждаются быстрее, чем внутренняя, что приводит к разбросу механических свойств как по длине, так и по ширине полосы. Для электросварных труб особенно важно, чтобы сварной шов не отличался по механическим свойствам от остального металла. Разброс механических свойств полосы в области ее кромок приводит к снижению прочности шва и, соответственно, к снижению прочности электросварных труб.
Задачей, решаемой изобретением, является повышение однородности механических свойств по длине и ширине полос трубной стали.
Решение поставленной задачи осуществлено за счет того, что способ производства рулонов горячекатаной трубной стали, включающий выплавку низкоуглеродистой стали в сталеплавильном агрегате, непрерывную разливку и горячую прокатку полос с охлаждением с температуры конца прокатки до температуры смотки в рулоны, согласно изобретению выплавляют низкоуглеродистую сталь, содержащую, мас. %: углерод не более 0,010; кремния - 0,10-0,50; марганца - 1,0-1,8; серы не более 0,005; фосфора не более 0,005; хрома - 0,1; никеля - 0,1; меди - 0,03; алюминия - 0,02-0,04; титана не более 0,02; ниобия 0,04-0,08; ванадия - 0,04-0,08; азота не более 0,007, остальное железо и неизбежные примеси, причем температуру завершения горячей прокатки (Тгп - 750-850oС) и среднюю температуру полос перед смоткой в торообразные рулоны устанавливают в зависимости от категории прочности изготавливаемых труб (Тcм - 500-700oС). Душирование полос на отводящем рольганге стана производят с применением дифференцированного охлаждения по длине и ширине полос, при этом среднюю часть полос охлаждают до температуры ниже на 25-40oС относительно кромок и концевых участков полос, причем ширину кромок устанавливают 0,04-0,05 ширины полосы, а длину концевых участков устанавливают из условия образования по высоте рулона внутренней и наружной зон с повышенной температурой, глубина которых в направлении от поверхности к кольцевой оси торообразного рулона не меньше глубины тепловых зон, расположенных в торцевых участках рулона и образованных кромками полосы при его смотке, причем длина концевого участка, образующего внутренние витки рулона, составляет 0,7-0,9 длины концевого участка, образующего его наружные витки.
Согласно предпочтительному варианту изобретения выплавку стали осуществляют в кислородном конвертере с использованием подготовленного чугуна с содержанием не более 0,008% серы, продувку плавки ведут не менее чем в два этапа с промежуточными скачиваниями шлака, поддерживая шлак с основностью 3,5-4,0 в жидкоподвижном состоянии, при этом первое скачивание шлака осуществляют по израсходованию 27-30%, а второе - 74-80% от общего расхода кислорода на продувку, после первого скачивания шлака дальнейшую продувку ведут с присаживанием не менее 30 кг/т извести, а после второго - 10-12 кг/т извести, выпуск металла из конвертера осуществляют при температуре не более 1670oС при содержании фосфора не более 0,002%, серы не более 0,015%, производят раскисление-легирование присадками чушкового алюминия, металлического марганца и ферросилиция, нагрев на установке "печь-ковш" осуществляют до температуры не более 1580oС с присадками алюминия, феррованадия, феррониобия и с присадкой твердой шлакообразующей смеси в количестве до 10 кг/т, содержащей известь 7,5-8,5 кг/т, плавиковый шпат 2,0-2,5 кг/т и алюминиевую дробь 0,7-1,5 кг/т, после чего в металл вводят порошковую силикокальциевую проволоку с расходом 0,9-1,1 кг/т.
Техническим результатом от использования предложенного изобретения, является повышение не менее чем в 4 раза однородности механических свойств стали по длине и ширине полос, что позволяет использовать эту сталь для изготовления спирально-шовных труб диаметром 530-1220 мм, соответствующих классам прочности - К52, К54, К56 и К60.
Изобретение иллюстрируется чертежами, где:
На фиг.1 показан продольный разрез торообразного рулона с эпюрами распределения температурного поля в момент окончания формирования рулона,
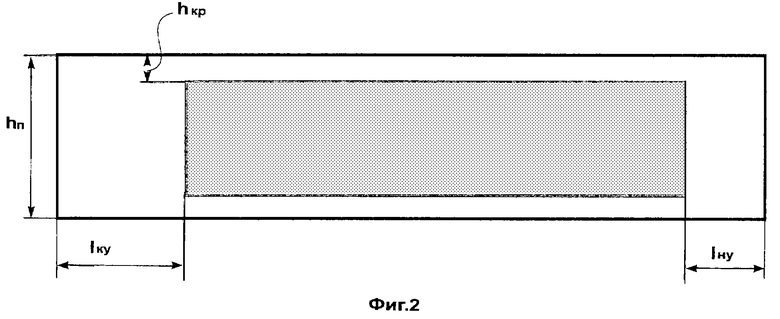
на фиг.2 - вид в плане стальной полосы (темное поле - охлажденная зона).
Предлагаемый способ осуществляется следующим образом.
Выплавка стали производится в кислородном конвертере. Жидкий чугун, используемый для выплавки, подвергают десульфурации с полным удалением шлака из заливочного ковша. Содержание серы в чугуне после обработки не должно превышать 0,008%. Большее (более 0,008%) содержание серы в чугуне приведет к повышению содержания серы в стали перед выпуском плавки из конвертора и усложнит доведение содержания серы до необходимого содержания в готовой стали.
Продувку плавки в конвертере производят с промежуточными скачиваниями шлака. Первое промежуточное скачивание шлака осуществляют после израсходования 27-30% от суммарного расхода кислорода, удаляя при этом максимально возможное количество низкоосновного шлака. Затем продувку возобновляют и присаживают не менее 30 кг/т извести, причем в первые 3-4 мин фурму располагают выше ее рабочего положения на 0,5-0,7 м. По израсходованию 70-80% от общего расхода кислорода на продувку проводят второе промежуточное скачивание шлака и после возобновления продувки производят присадку 10-12 кг/т извести и 4-6 кг/т известняка.
Такой режим продувки объясняется тем, что по израсходованию 27% от общего расхода кислорода известь успевает полностью раствориться с образованием шлака, содержащего максимальное количество SiO2. Завершение перехода Si из чугуна в шлак происходит в период продувки при израсходовании до 30% от общего расхода кислорода. Образующийся при этом шлак необходимо быстро удалить из конвертера и навести новый основный шлак для обезуглероживания расплава. Второе скачивание шлака нецелесообразно осуществлять не ранее израсходования 74% от общего расхода кислорода на продувку, т.к. в период интенсивного обезуглероживания расплава шлак находится в нежидкотекучем, гетерогенном состоянии и его невозможно удалить Если же удалять шлак после израсходования 80% общего расхода кислорода, то возникают трудности с наведением нового рафинирующего шлака из-за ограниченного времени на растворение шлакообразующих материалов.
Присаживание извести в количестве не менее 30 кг/т извести после первого скачивания позволяет получить шлак с оптимальной для рафинирования основностью. Присаживание извести в количестве 10-12 кг/т извести после второго скачивания шлака позволяет получить шлак с необходимой для рафинирования основностью, причем если присаживать меньшее количество извести, то шлак имеет низкую основность и недостаточную рафинирующую способность, а при большем количестве - известь не успевает раствориться и образовать шлак. При меньшей основности шлака (менее 3,5) снижается степень рафинирования стали от серы и фосфора; повышение же основности (более 4,0) повышает вязкость и гетерогенность шлака, что также снижает степень рафинирования стали.
Для предотвращения восстановления фосфора из шлака температуру металла на выпуске устанавливают не более 1670oС. Выпуск плавки производится при содержании фосфора в металле перед выпуском из конвертера не более 0,002%, серы - не более 0,015% (превышение серы более 0,015% не приводит к ковшевой десульфурации стали). При большем содержании серы или фосфора производится додувка на химический состав с расходом извести 5-12 кг/т. Если перед выпуском стали из конвертера содержание в ней фосфора составляет более 0,002, то из-за повышения содержания фосфора при внепечной обработке стали (приход из ферросплавов и из шлака в сталеразливочном ковше) приводит к неприемлемому превышению содержания фосфора в готовой стали (более 0,005%).
Для раскисления-легирования металла используются марганецсодержащие ферросплавы с содержанием фосфора не более 0,05%. Для предотвращения восстановления фосфора при внепечной обработке необходимо исключить попадание конвертерного шлака в сталеразливочный ковш во время выпуска плавки. По ходу выпуска стали в ковш производят присадку твердой шлакообразующей смеси в количестве 5-8кг/т извести, 1,4-1,9 кг/т плавикового шпата; 1,3-1,7 кг/т чушкового алюминия Во время выпуска металл продувается аргоном через пористые пробки в днище ковша. После выпуска металл передается на установку "печь-ковш", где для проведения десульфурации порциями по 0,4-0,5т осуществляется присадка твердой шлакообразующей смеси с расходом до 10 кг/т и производится продувка металла аргоном в течение 10-15 минут с максимально возможной интенсивностью, исключающей выбросы шлака и металла из ковша. Для обеспечения необходимой степени десульфурации перед продувкой аргоном производится корректировка содержания алюминия в металле и обеспечивается его содержание не менее 0,030%. В случае содержания серы в металле более 0,005% производится дополнительная продувка с повышенной интенсивностью. Корректировку химического состава по содержанию углерода осуществляется порошковой проволокой, содержащий графит.
По получению требуемого химического состава и температуры обработку на установке "печь-ковш" прекращают и плавку передают на машину непрерывной разливки стали. Для получения качественной поверхности и внутренней структуры слитка перед разливкой производят подготовку машины непрерывной разливки стали. Для этого торцевые форсунки раздвигаются на расстояние не менее 300 мм от поверхности непрерывнолитого сляба. Расходы воды устанавливаются с учетом обеспечения отклонения в расходах на зону не более ±0,15 м3/час.
Температура металла в промежуточном ковше поддерживается на уровне 1530-1550oС, что необходимо для получения качественных отливок.
Скорость разливки корректируется в зависимости от температуры металла в промежуточном ковше и ширины сляба:
Температура металла в промежуточном ковше, oС - Ширина сляба, мм 1100 - 1450
Выше 1550oС - 0,6
1550-1541oС - 0,7
1540oС и ниже - 0,8
Полученные слябы перед прокаткой нагреваются в печах до температуры не более 1200oС. Для обеспечения заданной температуры конца прокатки включают необходимое количество коллекторов межклетевого охлаждения в промежутках чистовой группы клетей. Кроме того, производится отключение чистового гидросбива и межклетевого охлаждения на передних концах раскатов на длине не более 0,5 м.
Температуру завершения горячей прокатки (Тгп) и среднюю температуру перед смоткой (Тcм) в торообразные рулоны устанавливают в зависимости от категории прочности изготавливаемых труб, см. таблицу 1.
Таким образом, температуру завершения горячей прокатки устанавливают (в зависимости от требуемой категории прочности труб) в пределах 750-850oС с охлаждением стальных полос до средней температуры перед смоткой в торообразные рулоны в пределах 525-640oС и дифференцированным охлаждением по длине и ширине полос, при этом среднюю часть полос охлаждают до температуры ниже на 25-40oС относительно кромок и концевых участков полос. Ширина кромок - hкр составляет 0,04-0,05 ширины полосы - hп. Длину концевых участков определяют из условия образования по высоте рулона внутренней и наружной зон с повышенной температурой, глубина которых в направлении от поверхности к кольцевой оси торообразного рулона не меньше глубины тепловых зон, расположенных в торцевых участках рулона и образованных кромками полосы при его смотке. Длина концевого участка - Iку, образующего внутренние витки рулона, составляет Iку= 0,7-0,9 Iну - длины концевого участка, образующего его наружные витки. При средней длине витка, составляющей 3,5м, число наружных и внутренних витков, образующих на боковых поверхностях рулона слои с повышенной температурой, составляет около 7 витков, т.е. средняя длина начальной концевой части полосы Iну составляет около 20 м, а длина конечной концевой части полосы Iку составляет около 30м.
Дифференцированное охлаждение до средней температуры смотки 530-570oС осуществляется за счет включения дополнительной секции первой душирующей установки на отводящем рольганге после прохождения передней концевой части полосы и отключения этой секции при прохождении задней концевой части полосы, при этом для предотвращения чрезмерного охлаждения кромок на коллектор устанавливали подвижные ограничительные щитки. Количество включенных нижних секций превышает количество верхних на 25-30%. Такое охлаждение полосы в процессе смотки в рулон обеспечивает однородную макроструктуру и, соответственно, весь комплекс физико-механических свойств прокатанных полос.
Пример 1.
Выплавку и горячую прокатку стали предназначенной для изготовления магистральных газопроводных труб, производили в условиях Магнитогорского металлургического комбината. Сталь имела следующий химический состав: 0,045% мас.% углерода, 0,19% мас.% кремния, 1,42% мас.% марганца, 0,0027% мас.% серы, 0,005% мас.% фосфора, 0,01% мас.% хрома, 0,02% мас.% никеля, 0,02% мас% меди, 0,028% мас.% алюминия, 0,005% мас.% титана, 0,07% мас.% титана, 0,044% мас. % ниобия, 0,042% мас.% ванадия, 0,0064% азота (остальное железо и неизбежные примеси).
Технология производства стали включала выплавку полупродукта в конвертере, выпуск стали в сталеразливочный ковш, обработку на агрегате "печь-ковш", непрерывную разливку и прокатку на стане горячей прокатки.
Для выплавки стали использовалась металлошихта, состоящая из жидкого чугуна, обработанного магнием с содержанием серы до обработки 0,014%, после обработки 0,008%, и металлический лом. Во время завалки в конвертер присаживали 33кг/т извести. После продувки 30% от общего расхода кислорода проводили промежуточное скачивание шлака продолжительностью 4 мин. После возобновления продувки в конвертер присаживали 39 кг/т извести, 6 кг/т известняка и 2кг/т плавикового шпата. По израсходованию 75% от общего расхода кислорода на продувку было проведено второе промежуточное скачивания шлака. После скачивания шлака продувка была возобновлена и произведена присадка 11 кг/т извести и 6 кг/т известняка. После окончания продувки металл имел температуру 1660oС и содержание углерода 0,043 мас.%, серы 0,007 мас.%, фосфора 0,023 мас. %. После начала слива в ковш ввели 2,2 кг/т чушкового алюминия, затем с площадки присадили 13,9 кг/т металлического марганца, с вертикального тракта - 2,5 кг/т ферросилиция. По ходу выпуска производилась продувка через пористые вставки в днище ковша. Дальнейшая обработка проводилась на установке "печь-ковш". На протяжении всей обработки металл продувался аргоном через донные пробки. Температура прихода на установку "печь-ковш" 1585oС. Общая продолжительность нагрева составила 16 мин. Корректировку химического состава осуществляли присадками 0,33 кг/т порошковой углеродистой проволоки, 0,53 кг/т алюминия; 1,3 кг/т феррованадия, 1 кг/т феррониобия, 0,22кг/т металлического марганца; 1,4 кг/т ферросилиция. Наведение шлака для десульфурации осуществляли присадкой в ковш 8,3 кг/т извести и 2,1кг плавикового шпата. Разливку плавки производили в кристаллизатор сечением 1290•250 мм. Температура отдачи металла с агрегата доводки стали (АДС) составляла 1579oС. Температурно-скоростной режим разливки составил при температуре 1544oС скорость 0,6 м/мин; 1537oС - 0,7 м/мин; 1530oС - 0,75 м/мин.
Полученные слитки не имели поверхностных дефектов и дефектов макроструктуры.
Горячую прокатку слябов сечением 250•1290 мм производили на полосы сечением 8•1250 и 9•1250 мм с температурой выдачи из нагревательных печей 1190-1205oС с суммарным боковым обжатием в вертикальных валках черновой группы клетей стана 2000-40 мм.
Толщину раската и температуру после последней черновой клети устанавливали в пределах, соответственно, 40 мм и 1040-1060oС. Суммарное обжатие в чистовых проходах 75-80%.
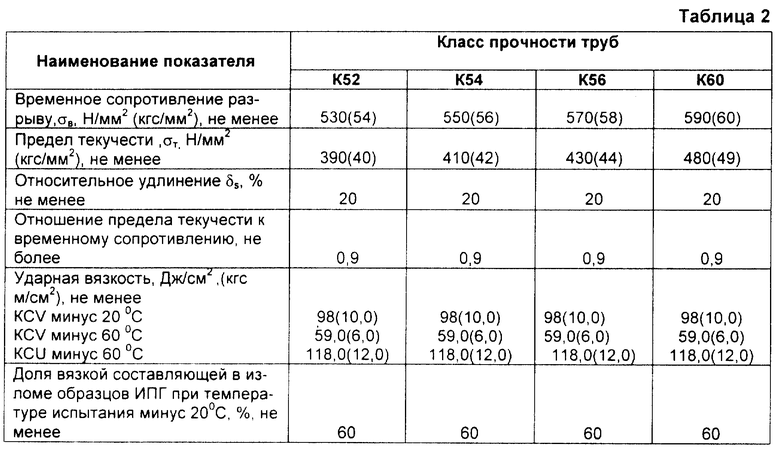
При производстве проката стали марки 06ГФБАА изготавливают рулоны с толщиной полосы 7-15 мм, шириной 1050-1800 мм с необрезанной кромкой. Наружный диаметр рулона составляет 1400-2300 мм, внутренний диаметр - 850 мм. Рулоны состоят из одного отрезка полосы. Максимальная масса рулона - 35 т. Минимальная масса рулона для полосы шириной 1050 мм - 19,8 т; 1250 мм - 20,5 т: 1660 и 1800 мм - 30 т. Механические свойства полученного проката соответствуют приведенным в таблице 2.
Предложенная технология производства трубной стали марки 06ГФБАА позволяет изготавливать равнопрочные спирально-шовные электросварные трубы диаметром 530-1220 мм, соответствующих классам прочности - К52, К54, К56 и К60, обладающие высоким сопротивлением хрупкому разрушению и стойкостью против сероводородного растрескивания, что увеличивает срок службы магистральных нефте- и газотрубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2171299C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ, МИКРОЛЕГИРОВАННОЙ АЗОТОМ | 2008 |
|
RU2389801C2 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ ИЛИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ЭЛЕКТРОСВАРНЫХ ТРУБ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2000 |
|
RU2184155C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2006 |
|
RU2299247C1 |
| РУЛОННЫЙ ПРОКАТ ИЗ ХОЛОДНОКАТАНОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2821636C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКОЙ КОЭРЦИТИВНОЙ СИЛОЙ | 2000 |
|
RU2165464C1 |
| АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2004 |
|
RU2243282C1 |
| Способ производства огнестойкой стали | 2023 |
|
RU2807799C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2142019C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2000 |
|
RU2156812C1 |

Изобретение относится к черной металлургии, в частности к производству рулонов низколегированной горячекатаной стали с особо низким содержанием серы и фосфора, применяемой при изготовлении электросварных труб магистральных нефте- и газопроводов. Задача изобретения - повышение однородности механических свойств. В кислородном конвертере выплавляют низкоуглеродистую сталь, содержащую, мас. %: углерода не более 0,010, кремния 0,10-0,50, марганца 1,0-1,8, серы не более 0,005, фосфора не более 0,005, хрома 0,1, никеля 0,1, меди 0,03, алюминия 0,02-0,04, титана не более 0,02, ниобия 0,04-0,08, ванадия 0,04-0,08, азота не более 0,007, остальное железо и неизбежные примеси, осуществляют непрерывную разливку в слябы. Горячую прокатку слябов завершают при 800-850oС с охлаждением стальных полос до средней температуры перед смоткой в торообразные рулоны до 500-700oС посредством дифференцированного охлаждения по длине и ширине полос. Среднюю часть полос охлаждают до температуры ниже на 25-40oС относительно кромок и концевых участков полос, причем ширину кромок устанавливают в пределах 0,04-0,05 ширины полосы, а длину концевых участков устанавливают из условия образования по высоте рулона внутренней и наружной зон с повышенной температурой, глубина которых в направлении от поверхности к кольцевой оси торообразного рулона не меньше глубины тепловых зон по торцам рулона, образованных кромками полосы при его смотке, причем длина концевого участка, образующего внутренние витки рулона, составляет 0,7-0,8 длины концевого участка, образующего его наружные витки. Изобретение позволяет получать рулоны полос трубной стали заданного химического состава с однородными механическими свойствами по длине и ширине полос. 1 з.п. ф-лы, 2 ил., 2 табл.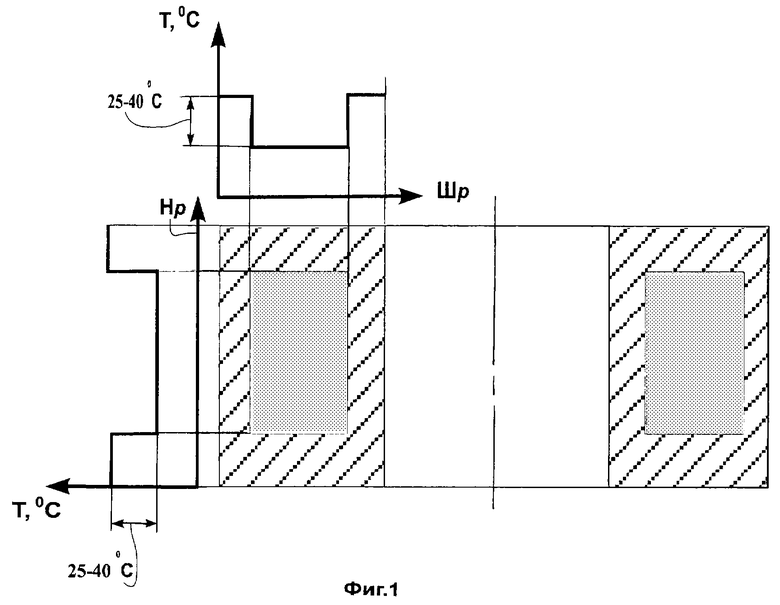
| Способ охлаждения горячекатаной полосы из низкоуглеродистой нестареющей стали,раскисленной алюминием | 1975 |
|
SU628826A3 |
| Способ производства полос | 1988 |
|
SU1601154A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2120481C1 |
| Двухдисковый доводочный станок | 1971 |
|
SU401106A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

