Изобретение касается установки для формирования аккумуляторов, особенно подходящей для быстрого формирования свинцовых аккумуляторов.
Процесс формирования аккумуляторов следует понимать как зарядку электричеством аккумуляторов перед их использованием.
Согласно известным установкам, используемым для формирования свинцовых аккумуляторов, множество аккумуляторов размещают на поверхностях роликовой опоры, которые обеспечивают возможность перемещать их вдоль поточной линии.
В частности, в первом типе установок аккумуляторы достигают первого пункта заполнения, где в аккумулятор подается электролит.
Оператор последовательно подсоединяет полюсы каждого аккумулятора к сети электропитания, которую запитывают от подходящего блока электропитания и которая поставляет электрическую энергию, необходимую для зарядки аккумуляторов.
После периода зарядки, который длится в общем от 18 до 24 часов, оператор отсоединяет аккумуляторы от сети электропитания и транспортирует их ко второму пункту заполнения, где каждый аккумулятор сначала освобождается, а затем заполняется снова электролитом с окончательной плотностью.
Другой известный тип установки отличается принудительной циркуляцией электролита внутри аккумулятора во время периода зарядки, что гарантирует значительное сокращение времени зарядки аккумулятора при условии, что некоторые параметры, такие как плотность и температура кислот, сохраняются постоянными.
Важно учитывать, что сложные электрические и гидравлические сети, составляющие установку, необходимо конструировать по существу в горизонтальной плоскости.
Основной недостаток описанных установок представляет собой то, что, будучи по существу располагаемыми в горизонтальной плоскости, они занимают большие площади поверхности, что сильно влияет на реализацию и стоимость технического обслуживания самой установки.
В частности, стоимость стеллажей составляет значительную долю от полных расходов, требуемых для ввода в эксплуатацию конструкции.
Другой недостаток заключается в том, что операторы вдыхают токсичные вещества, образующиеся в результате испарения кислых электролитов, присутствующих внутри аккумулятора.
Цель настоящего изобретения состоит в том, чтобы преодолеть вышеупомянутые недостатки.
Одной из первых целей изобретения является реализация установки формирования аккумуляторов, которая при поддержании остающегося прежним количества аккумуляторов, обрабатываемых в одно и то же время, должна занимать значительно меньшую поверхность, чем известные установки, таким образом значительно снижая затраты на монтаж.
Дополнительной целью является реализация установки, которая должна обеспечить возможность уменьшить необходимый персонал при сохранении такой же производительности, как у известных установок.
Другая цель настоящего изобретения состоит в том, что во время формирования элементов (аккумуляторов) в установке должна обеспечиваться возможность управления вредными газами, образующимися в течение процесса, наилучшим возможным способом, чтобы операторы, ответственные за установку, не имели контакта с этими газами.
Настоящее изобретение также нацелено на выполнение модульной установки, которую можно приспосабливать и увеличивать в соответствии с потребностями.
Упомянутые выше цели достигнуты посредством реализации установки для формирования аккумуляторов, которая согласно основному пункту формулы изобретения содержит:
- множество поддонов, каждый их которых подходит для поддержания множества аккумуляторов, выровненных бок о бок;
- по меньшей мере один пункт загрузки, который подлежит использованию для размещения упомянутых подлежащих формированию аккумуляторов на поддоне;
- по меньшей мере один пункт выгрузки для собирания аккумуляторов с поддона в конце процесса формирования;
- средство подачи электропитания, подходящее для запитывания упомянутых подлежащих формированию аккумуляторов;
- средство подачи электролита, подходящее для заполнения подлежащих формированию аккумуляторов,
отличающаяся тем, что содержит:
- кожух, снабженный множеством выступающих опор, расположенных бок о бок и выровненных в вертикальном направлении, подходящих для поддержания упомянутых поддонов, подлежащих размещению по существу в горизонтальном положении один на вершине другого таким образом, чтобы создать такое же количество пунктов формирования упомянутых аккумуляторов;
- средство манипулирования, подходящее для перемещения упомянутых поддонов между упомянутыми пунктами загрузки и выгрузки и упомянутыми пунктами формирования.
Преимуществом является то, что установка согласно изобретению обеспечивает возможность значительно увеличить производительность процесса формирования аккумуляторов по сравнению с известными установками.
Еще одним преимуществом является то, что установку согласно изобретению можно вводить в непрерывную линию производства аккумуляторов.
Кроме того, установка согласно изобретению обеспечивает возможность концентрировать процесс заполнения аккумуляторов и эффективную зарядку в быстрой фазе зарядки, таким образом сокращая время изготовления.
Описанные выше цели и преимущества будут освещены более подробно в описании одного из многих возможных применений рассматриваемого изобретения, иллюстрированного на прилагаемых чертежах, на которых:
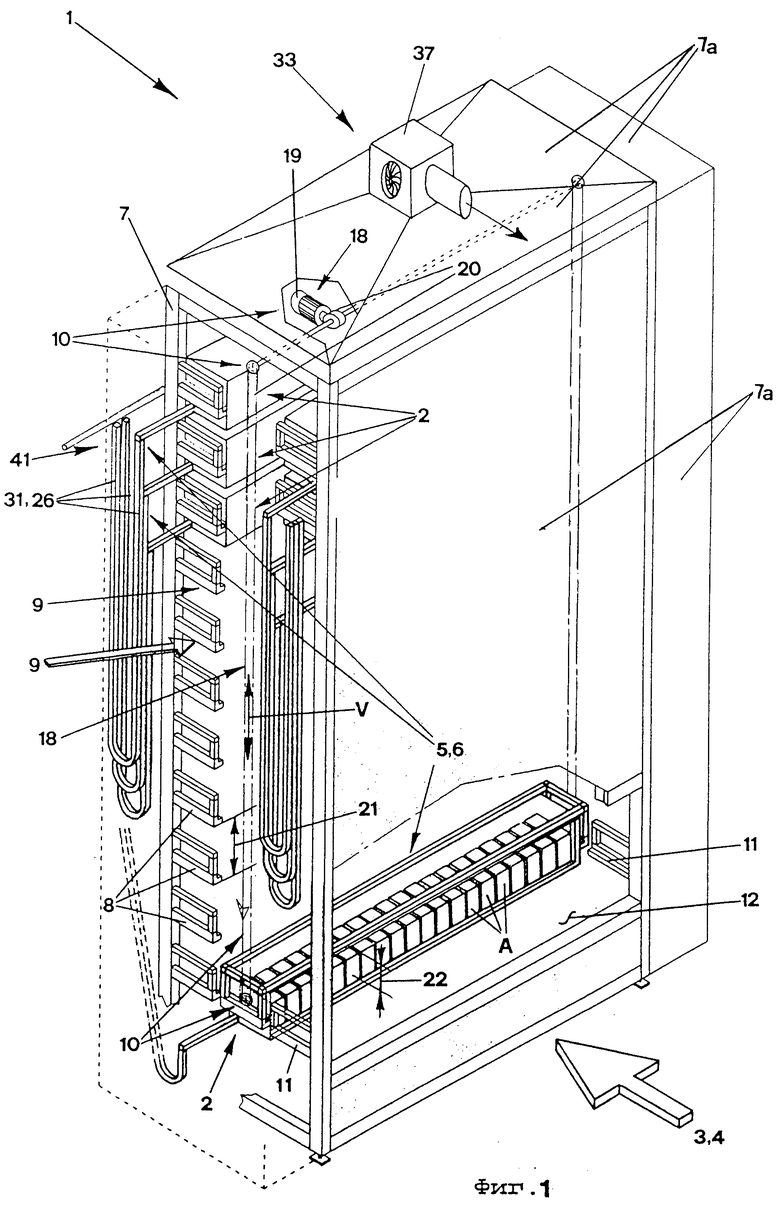
- фиг.1 представляет собой аксонометрическую проекцию установки формирования аккумуляторов согласно настоящему изобретению;
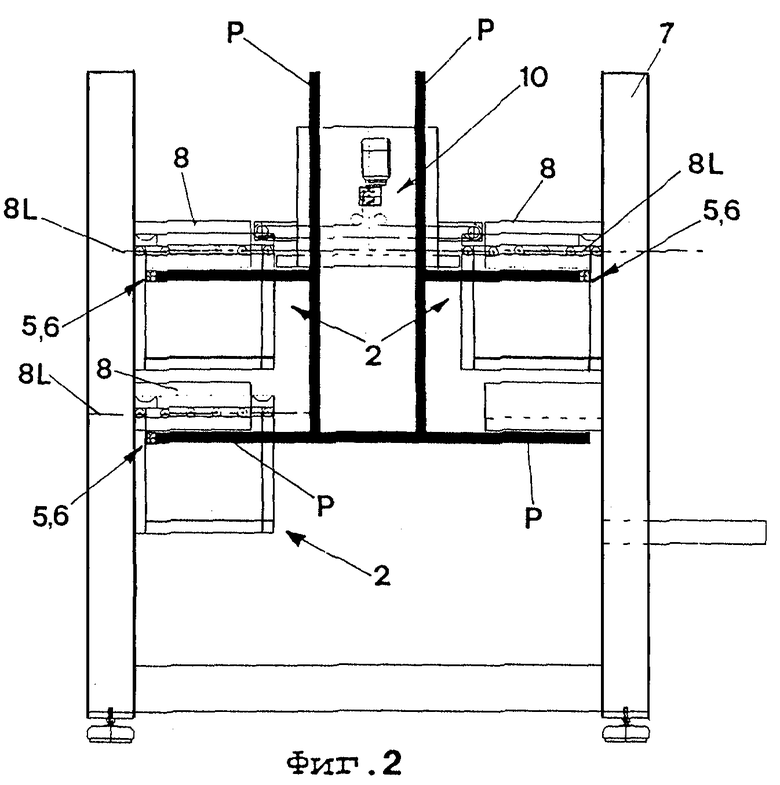
- фиг.2 представляет собой вид сбоку показанной на фиг.1 установки;
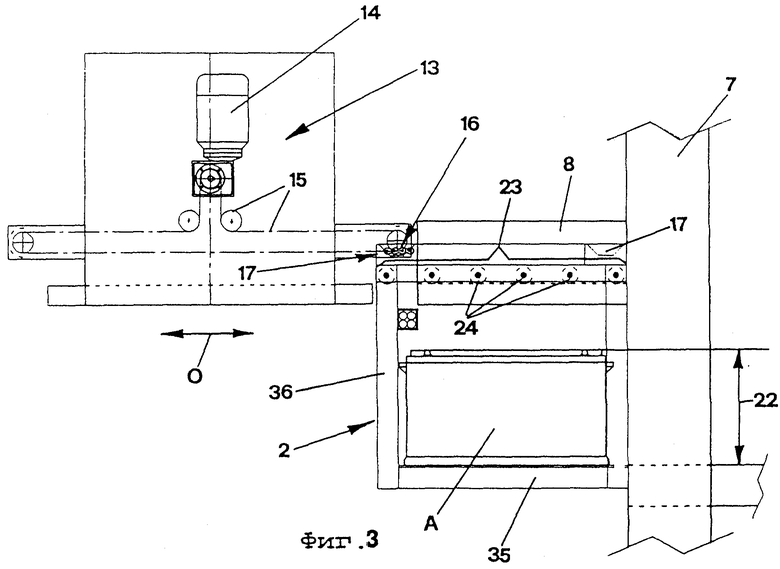
- фиг.3 представляет собой частичный вид сбоку части установки, показанной на фиг.1;
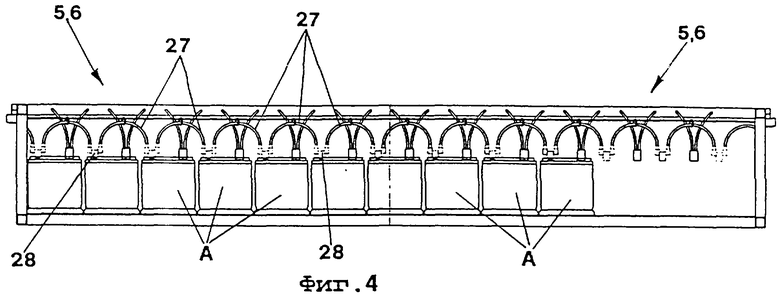
- фиг.4 представляет собой вид сбоку элемента установки, показанной на фиг.1;
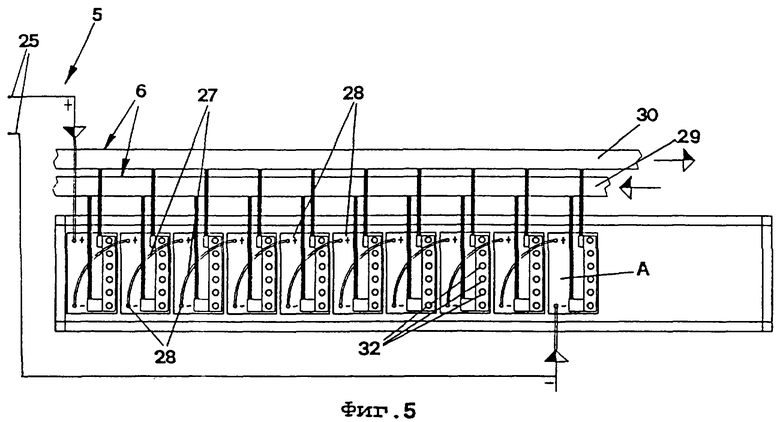
- фиг.5 представляет собой вид сверху элемента, показанного на фиг.4;
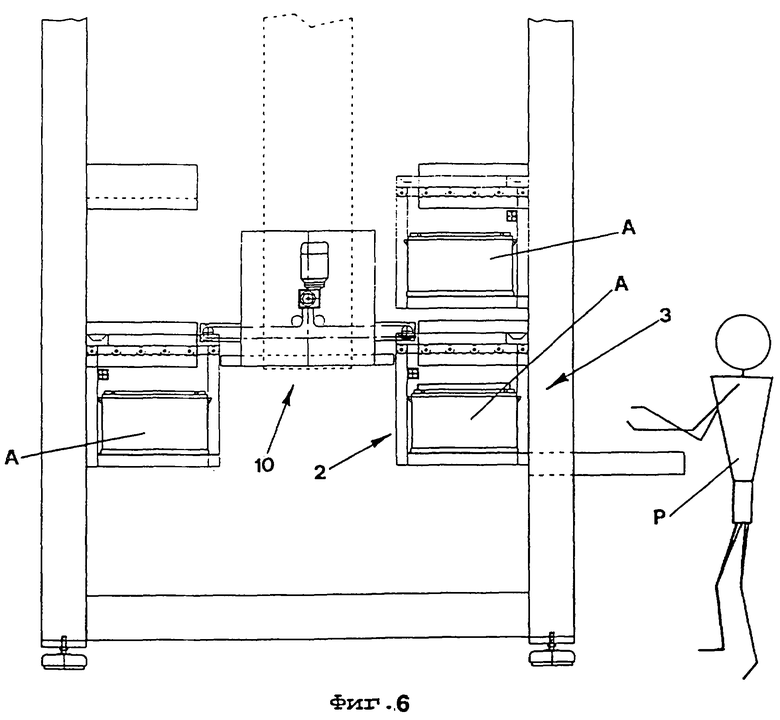
- фиг.6-9 представляют собой некоторые рабочие фазы показанной на фиг.1 установки;
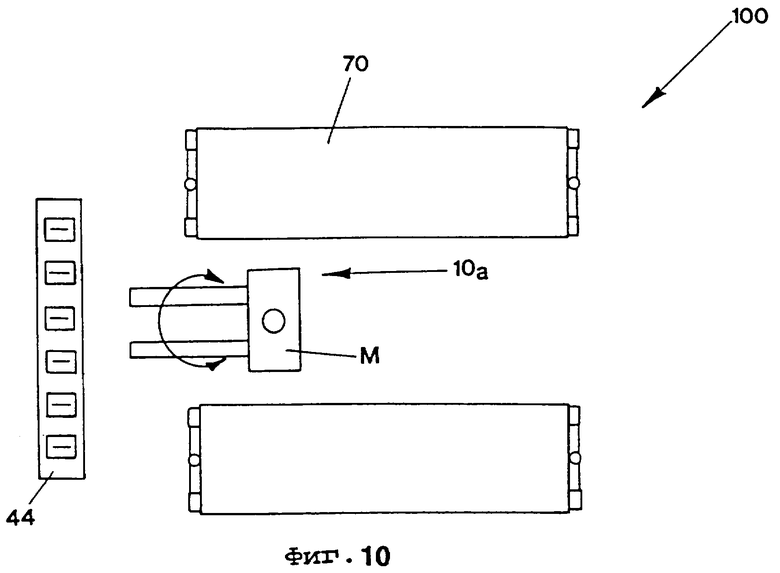
- фиг.10 представляет собой вид сверху отличающегося варианта применения установки, показанной на применении установки фиг.1;
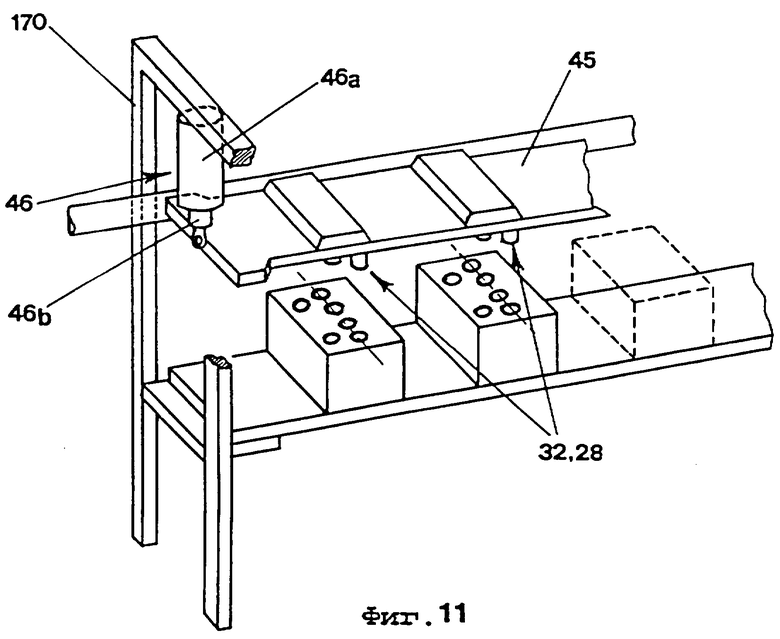
- фиг.11 представляет собой дополнительное отличающееся применение установки, показанной на фиг.1.
Установка формирования аккумуляторов согласно изобретению представлена на фиг.1, на которой она обозначена в целом ссылочной позицией 1 и содержит множество поддонов 2, на/с которых подлежащие формированию аккумуляторы А помещают/собирают на соответствующих пунктах загрузки/выгрузки 3 и 4, средство 5 подачи электропитания и средство 6 подачи электролита для подлежащих формированию аккумуляторов А. Установка согласно изобретению содержит кожух 7, снабженный множеством выступающих опор 8, расположенных бок о бок и выровненных в вертикальном направлении, подходящих для поддержания поддонов 2 посредством размещения их один на вершине другого таким образом, чтобы создать такое же количество пунктов 9 формирования подлежащих формированию аккумуляторов А, и средство манипулирования, обозначенное в целом ссылочной позицией 10, подходящее для перемещения поддонов 2 между пунктами 3 и 4 загрузки и выгрузки и пунктами 9 формирования.
В частности, в описанном здесь примере пункт 3 загрузки и пункт 4 выгрузки совпадают и определены парой нижних выступающих опор 11, смонтированных на двух боковых сторонах кожуха 7, и расположенной между ними плоскостью 12.
Как подробно показано на фиг. 2, в каждом из упомянутых поддонов 2, ниже воображаемой линии, обозначенной ссылочной позицией 8L, вдоль которой каждый поддон 2 подвешен на соответствующих выступающих опорах 8 и средствах 10 манипулирования, размещены средства 5 подачи электропитания и средства 6 подачи электролита.
Таким образом образованы специальные маршруты обработки, показанные на фиг. 2 и обозначенные ссылочной позицией Р, которые свободны от препятствий и гарантируют непрерывное запитывание аккумуляторов А, даже во время фаз манипулирования поддонами 2.
Что касается средств 10 манипулирования, они содержат средства 13 перемещения, подробно видимые на фиг.3, и средства 18 подъема, подробно видимые на фиг.1. В частности, средства 13 перемещения содержат первые средства 14 привода и первые кинематические устройства 15, обеспеченные средствами 16 соединения, подходящими для сочленения со вторыми средствами 17 соединения, присутствующими на каждом поддоне 2, для гарантирования связи и последовательного смещения поддона 2 в горизонтальном направлении О, в то время как средства 18 подъема содержат вторые средства 19 привода и вторые кинематические устройства 20, которые обеспечивают перемещение каждого поддона 2 в вертикальном направлении V.
Важно учитывать, что поддоны 2 вертикально разнесены друг от друга на расстояние 21, которое не может быть короче, чем высота 22 аккумуляторов А, поддерживаемых каждым поддоном.
Также важно отметить, что каждый поддон 2, как это можно видеть на фиг. 3, снабжен средствами скольжения, обозначенными в целом ссылочной позицией 23, подходящими для облегчения его перемещения по направлению к пунктам 3 и 4 загрузки/выгрузки или от них и по направлению к каждой выступающей опоре 8 или от нее и образованными свободно вращающимися роликами 24, и упомянутые средства скольжения согласно отличающемуся применению изобретения могут находиться на выступающих опорах 8 или на средствах 10 манипулирования, или на них обоих.
Что касается средств подачи электропитания, представленных подробно на фиг.4 и 5, где они обозначены в целом ссылочной позицией 5, они содержат кабель 25 токосъемника, составляющий одно целое с каждым поддоном 2 и подсоединенный посредством гибкого кабеля 26, видимого на фиг.1, к блоку непрерывного электропитания, не показанному на чертеже и снабженному множеством электрических выводов 27 со съемными разъемами 28 для подсоединения к соответствующим полюсам - положительному и отрицательному каждого из подлежащих формированию аккумуляторов А.
Съемные разъемы 28 соединяют подлежащие формированию аккумуляторы А предпочтительно, но не обязательно, последовательно.
Что касается средств 6 подачи электролита, также видимых на фиг.4-5, они содержат два разветвленных трубопровода для подачи и возврата электролита, обозначенных соответственно ссылочными позициями 29 и 30, причем каждый составляет одно целое с каждым поддоном 2 и подсоединен через такое же количество гибких трубок 31, показанных на фиг.1, к блоку подачи и возврата, который не представлен на чертеже.
Блок подачи и возврата предусмотрен для принудительной циркуляции электролита внутри каждого аккумулятора А, как требуется для процесса формирования и зарядки, что также предотвращает накопление водорода. Известно, что в течение процесса формирования образуется водород, который является легковоспламеняемым, если присутствует в атмосфере в количестве, превышающем 4%.
Каждый разветвленный трубопровод 29 и 30 также снабжен множеством трубок, подсоединенных к такому же количеству элементов 32 заполнения, которые можно съемным образом подсоединять к отверстиям заполнения каждого подлежащего формированию аккумулятора А.
Каждый элемент 32 заполнения предпочтительно является элементом уже известного типа. Что касается поддонов 2, то они содержат опорную поверхность 35 для подлежащих формированию аккумуляторов А, причем упомянутая опорная поверхность простирается в продольном направлении и видна, в частности, на фиг.3. Упомянутая поверхность на концах опирается на имеющую по существу U-образную форму несущую конструкцию 36, в которой предусмотрены вторые средства 17 соединения и которая поддерживает кабель 25 токосъемника и два разветвленных трубопровода 29 и 30.
Кроме того, как показано на фиг.1, установка снабжена средствами всасывания, обозначенными в целом ссылочной позицией 33, для газов, образующихся в каждом аккумуляторе, содержащими, в частности, вытяжной вентилятор 37, помещенный над кожухом 7.
Средства всасывания являются необходимыми, поскольку они обеспечивают удаление любых токсичных паров, которые может вдыхать оператор, ответственный за установку. Всасывание производится более эффективно благодаря присутствию множества панелей 7а, помещенных по периметру кожуха и окружающих (ограничивающих) установку.
Автоматическую систему пожаротушения, не представленную на чертеже, можно располагать внутри упомянутого пространства и она предпочтительно должна иметь тип системы с химическим огнетушителем.
Следует также отметить, что и гибкий кабель 26, и гибкие трубки 31 поддерживаются блоком заполнения/извлечения, обозначенным на фиг. 1 в целом ссылочной позицией 41.
С эксплуатационной точки зрения установка разработана таким образом, чтобы подлежащие формированию аккумуляторы А, поступающие со сборочной линии, достигали пункта 3 загрузки, например, посредством транспортерной ленты. Оператор Р помещает их на поддон 2, соединяет каждый съемный разъем 28 с соответствующими полюсами каждого аккумулятора А и вставляет элемент 32 заполнения в соответствующие отверстия заполнения электролитом каждого аккумулятора А, таким образом гарантируя подачу электроэнергии и электролита.
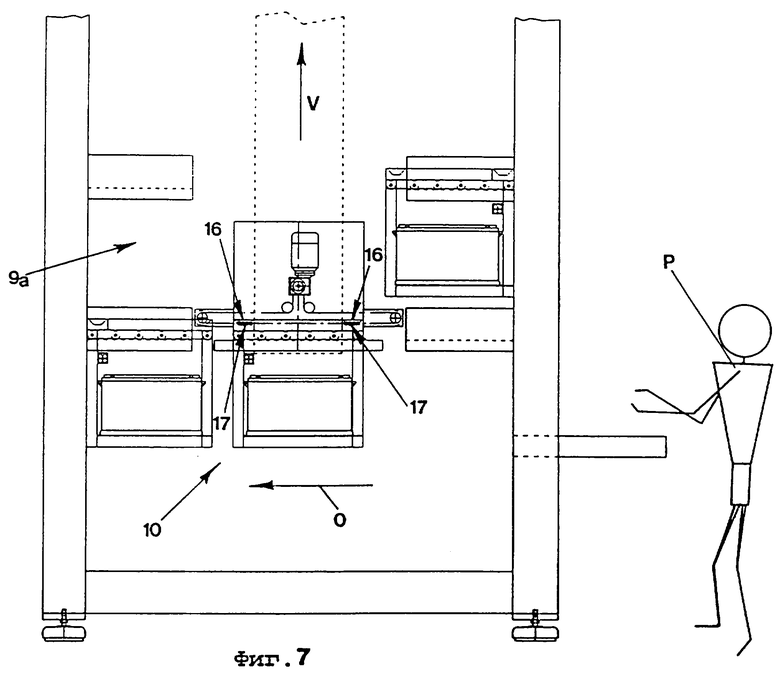
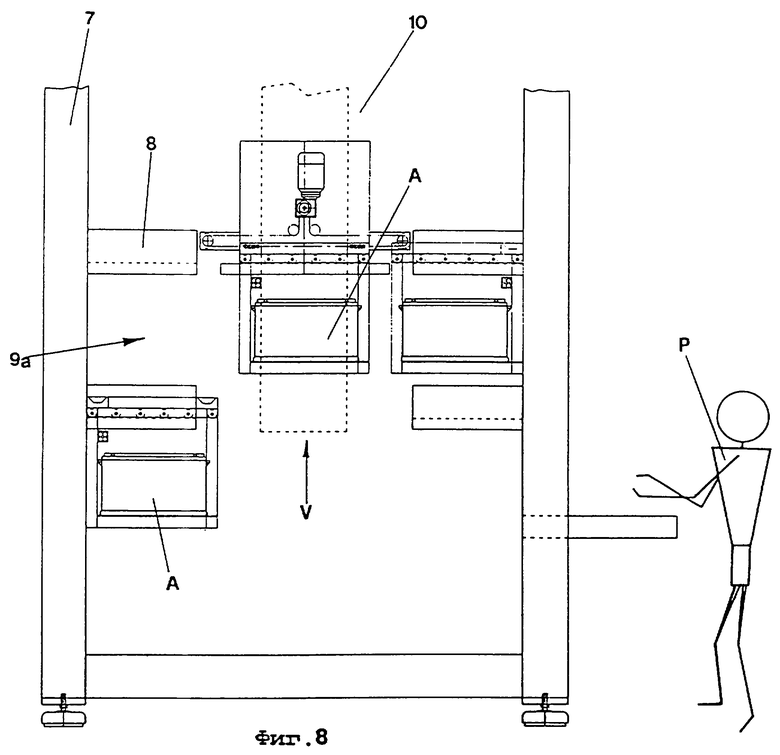
Оператор Р последовательно через пульт управления, который на чертеже не представлен, управляет средствами 10 манипулирования, которые сначала находятся около пункта 3 загрузки, а затем собирает поддон 2 посредством стыковки первых средств 16 соединения и вторых средств 17 соединения, как показано на фиг.7, переправляя упомянутый поддон 2 к свободному пункту 9а формирования, как показано на фиг. 7 и 8.
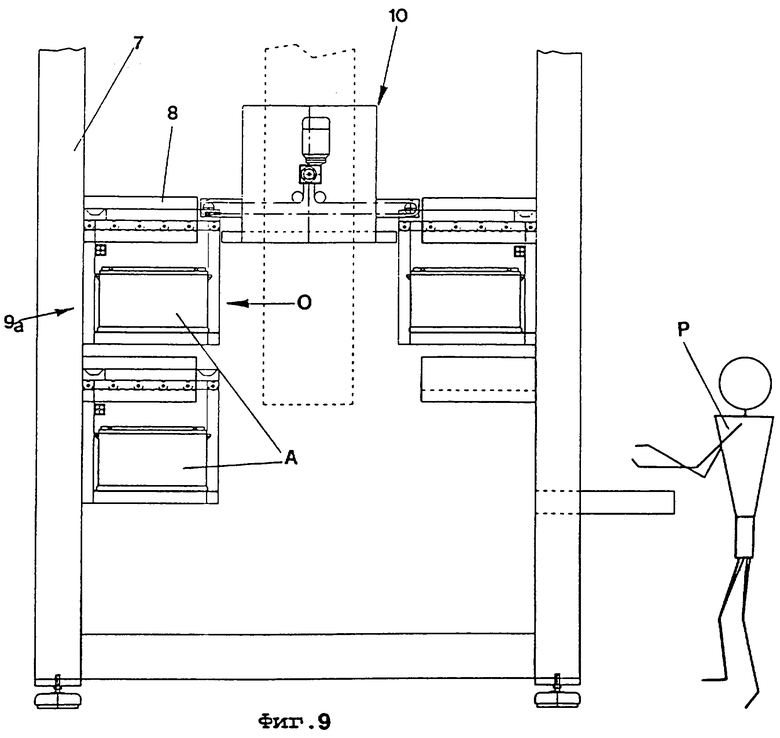
Как только свободный пункт 9а формирования достигнут, средства 13 перемещения автоматически обеспечивают смещение поддона 2 в горизонтальном направлении и размещение его в свободном пункте 9а формирования, как показано на фиг.9.
Подлежащие формированию аккумуляторы А, помещенные в соответствующие пункты 9 формирования, подвергают циклу заполнения, формирования и зарядки, после которого с помощью процедуры, аналогичной описанной выше, но выполняемой в обратном порядке, их собирают с каждого пункта формирования и переносят к пункту 4 выгрузки, где оператор обеспечивает их удаление.
В частности, циклом подлежащих формированию аккумуляторов А, помещенных в каждом пункте 9 формирования, управляет программируемый блок, не представленный на чертежах, который обеспечивает координацию средств 13 перемещения и средств 18 подъема и управляет работой средств всасывания и вместимостью средств подачи электролита и мощностью средств подачи электропитания.
Отличающийся вариант применения описанной установки, представленный на фиг.10, на которой установка обозначена в целом ссылочной позицией 100, отличается от предыдущего варианта тем, что средства манипулирования не являются частью кожуха 7.
В частности, упомянутые средства 10а манипулирования образованы трехсторонним вилочным погрузчиком М, который обеспечивает возможность собирать аккумуляторы, предварительно помещенные бок о бок на поверхности 44, и затем размещать их в каждом пункте формирования, определенном кожухами 70.
В дополнительном отличающемся варианте применения, подробно представленном на фиг.11 и обозначенном в целом ссылочной позицией 170, элемент 32 заполнения и каждый съемный разъем 28 составляют одно целое с несущим элементом 45, простирающимся в продольном направлении и опирающимся своими концами на исполнительные механизмы, содержащие, например, пару пневматических домкратов 46, прикрепленных к опорной конструкции 170.
В частности, каждый пневматический домкрат 46, управляемый программируемым блоком управления, имеет цилиндр 46а, прикрепленный к опорной конструкции 170, и стержень 46b, шарнирно прикрепленный к несущему элементу 45.
С эксплуатационной точки зрения, когда подлежащие формированию аккумуляторы А помещены в пункт формирования, блок управления управляет домкратами 46 и перемещает несущий элемент 45 по существу в вертикальном направлении до тех пор, пока каждый элемент 32 заполнения не окажется подсоединенным к каждому отверстию заполнения электролитом (аккумулятора), а каждый съемный разъем 28 не будет подсоединен к каждому полюсу.
Даже несмотря на то, что изобретение описано в отношении прилагаемых чертежей, можно делать изменения в его вариантах осуществления, которые все включены в сущность изобретения, выраженную в последующей формуле изобретения.
Изобретение представляет собой установку для формирования аккумуляторов, содержащую множество поддонов, подходящих для поддержания аккумуляторов, пункт загрузки для загрузки подлежащих формированию аккумуляторов и пункт выгрузки, средства подачи электропитания, средства подачи электролита. Установка содержит кожух, снабженный выступающими опорами, расположенными бок о бок и выровненными в вертикальном направлении, подходящими для поддержки упомянутых поддонов, чтобы создать такое же количество пунктов формирования аккумуляторов, и средство манипулирования для перемещения поддонов. Снижение затрат времени зарядки аккумуляторов и стоимости монтажа оборудования. 17 з.п.ф-лы, 11 ил.
| JP 10106614 А, 31.07.1998 | |||
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| ЕР 0406464 А, 09.01.1991. | |||

