Изобретение относится к области производства листового металла, и может быть использовано для центрирования движущейся стальной полосы по оси агрегата при ее порезке, термообработке, покрытии и т.д.
Известен способ центрирования движущейся стальной полосы по оси агрегата, согласно которому полосу перемещают в направлении, перпендикулярном направлению движения, в сторону уменьшения отклонения продольной оси полосы от оси агрегата. Для этого с помощью оптической следящей системы производят измерение отклонения кромки полосы от заданного положения, после чего посредством гидропривода перемещают плавающий разматыватель полосы вместе с рулоном в сторону уменьшения отклонения полосы от оси агрегата [1].
Недостатки известного способа состоят в сложности центрирования полосы. Кроме того, способ позволяет осуществлять центрирование полосы только в головной части агрегата (в зоне разматывателя полосы), что сужает возможности его применения.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является описанный при работе устройства для центрирования рулонного материала способ центрирования движущейся полосы по оси агрегата, включающий ее транспортирование с натяжением полосы посредством неприводного поворотного ролика в направлении, перпендикулярном направлению движения, причем поворот ролика производят по окружности с центром в точке пересечения осевой линии подачи полосы и середины образующей ролика [2].
Недостаток известного способа состоит в том, что поворот ролика с полосой не обеспечивает полного совпадения продольной оси полосы с осью агрегата. Это ухудшает точность центрирования полосы, сужает возможности его применения.
Техническая задача, решаемая изобретением, состоит в повышении точности центрирования полосы и расширении возможности его применения.
Для решения поставленной технической задачи в известном способе центрирования стальной полосы по оси агрегата, включающем транспортирование с натяжением полосы посредством неприводного поворотного ролика в направлении, перпендикулярном направлению движения, согласно предложению поворотный ролик с размещенной на нем полосой поворачивают на угол, пропорциональный ее отклонению от оси агрегата, с перемещением его в направлении в сторону уменьшения отклонения продольной оси полосы от оси агрегата, при этом поворот ролика производят за счет силового воздействия на него боковой кромки полосы, наиболее удаленной от оси агрегата.
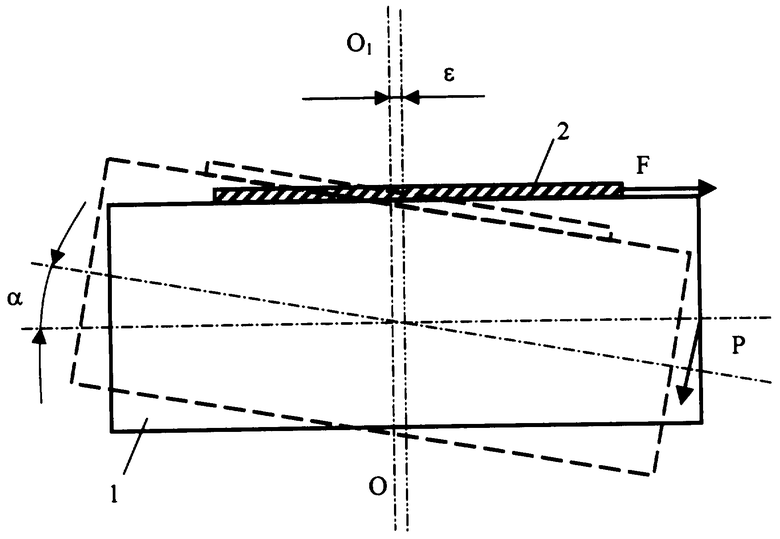
Сущность изобретения поясняет схема взаимодействия поворотного ролика 1 и полосы 2 в процессе центрирования (см. чертеж). Полосу 2 транспортируют с натяжением по неприводному поворотному ролику 1. При смещении полосы 2 относительно оси агрегата OO1 на величину ε, на кромке полосы, в сторону которой происходит смещение, возникает усилие F. Это усилие воспринимают с помощью ограничителя положения полосы и передают на плавающий поворотный ролик 1 (усилие Р), с помощью которого производят поворот ролика с полосой на угол α, пропорциональный ее отклонению ε от оси агрегата OO1, и их совместное перемещение в направлении в сторону уменьшения отклонения ε продольной оси полосы от оси агрегата OO1. При этом поворотный ролик 1 с полосой 2 занимают положение, показанное пунктиром. В процессе поворота и перемещения ролика 1 с полосой 2 производят пропорциональное изменение положения в пространстве оси полосы. В результате середину полосы 2 возвращают на ось OO1 агрегата, что сопровождается уменьшением усилия Р, передаваемого на поворотный ролик 1. Таким образом достигается непрерывное точное центрирование полосы при ее транспортировании по агрегату.
Пример реализации способа
Холоднокатаную полосу 2 сечением 0,5×1200 мм, смотанную в рулон массой 8 т, траспортируют к агрегату продольной резки, оснащенному поворотным роликом 1, установленным перед дисковыми ножницами. Рулон устанавливают на барабанный разматыватель и производят заправку переднего конца полосы 2 в устройства технологической линии агрегата. Полосу 2 распускают на 8 лент шириной 145 мм каждая с одновременной подрезкой боковых кромок шириной 20 мм. Концы разрезанных лент заправляют в моталку, создают натяжение полосы 2, равное Т=12 кН и производят ее продольную резку.
При отклонении полосы 2 перед дисковыми ножницами на величину ε от оси OO1 агрегата резки боковая кромка, наиболее удаленная от оси агрегата, воздействует на соответствующий ограничитель положения полосы с усилием F. Это усилие воспринимают и передают на поворотный ролик 2 (усилие Р), с помощью которого поворотный ролик 1 с полосой 2 поворачивают на угол α, пропорциональный ее отклонению от оси агрегата. Одновременно поворотом ролика 1 с полосой 2 производят их перемещение в пространстве в направлении, перпендикулярном направлению движения, в сторону уменьшения отклонения ε продольной оси полосы 2 от оси агрегата OO1. За счет этого достигается полное центрирования полосы 2 при всех значениях ε, повышается точность резки.
Преобразование усилия F в усилие Р осуществляют, например, с помощью механических или гидравлических устройств.
Предложенный способа не требует применения средств автоматизации и исполнительных механизмов, что упрощает центрирование полосы. Одновременный поворот и перемещение полосы 2 с помощью поворотного ролика 1 осуществимы в любой части агрегата. Это расширяет возможности применения предложенного способа центрирования.
Технико-экономические преимущества предложенного способа состоят в том, центрирование путем поворота полосы с помощью поворотного ролика на угол, пропорциональный ее отклонению от оси агрегата, при котором поворот ролика производят за счет силового воздействия на него боковой кромки полосы, наиболее удаленной от оси агрегата, при смещении поворотного ролика с полосой в сторону уменьшения отклонения продольной оси полосы от оси агрегата, позволяет повысить точность центрирования и расширить возможности его применения. Предложенное центрирование полосы осуществимо на любом агрегате переработки стальной холоднокатаной полосы, его реализация потребует минимальных затрат.
Источники информации
1. А.И.Целиков и др. Машины и агрегаты металлургических заводов. Т.3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1981, с.407-408.
2. Патент Российской Федерации №2095172, МПК В 21 С 47/00, 1997 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРИРОВАНИЯ ПОЛОСЫ ПО ОСИ АГРЕГАТА | 2010 |
|
RU2423198C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ ПО ОСИ АГРЕГАТА | 2008 |
|
RU2383405C2 |
| Устройство для транспортирования полосы с натяжением | 2021 |
|
RU2761629C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПОЛОСЫ | 2012 |
|
RU2499642C1 |
| Устройство для направления полосы | 2022 |
|
RU2799753C1 |
| Устройство для направления движущейся с натяжением полосы | 2017 |
|
RU2663670C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПОЛОСЫ | 2012 |
|
RU2499645C1 |
| Устройство для направления полосы | 2017 |
|
RU2663505C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2002 |
|
RU2210450C1 |
| Устройство для направления полосы | 2022 |
|
RU2798446C1 |
Изобретение относится к производству листового металла и может быть использовано для центрирования движущейся стальной полосы по оси агрегата при ее порезке, термообработке, покрытии и т.д. Сущность: способ центрирования стальной полосы по оси агрегата включает транспортирование с натяжением полосы посредством неприводного поворотного ролика в направлении, перпендикулярном направлению движения, при этом поворотный ролик с размещенной на нем полосой поворачивают на угол, пропорциональный ее отклонению от оси агрегата, с перемещением его в направлении в сторону уменьшения отклонения продольной оси полосы от оси агрегата, причем поворот ролика производят за счет силового воздействия на него боковой кромки полосы, наиболее удаленной от оси агрегата. Изобретение обеспечивает повышение точности центрирования полосы и расширение возможности его применения. 1 ил.
Способ центрирования стальной полосы по оси агрегата, включающий транспортирование с натяжением полосы посредством неприводного поворотного ролика в направлении, перпендикулярном направлению движения, отличающийся тем, что поворотный ролик с размещенной на нем полосой поворачивают на угол, пропорциональный ее отклонению от оси агрегата, с перемещением его в направлении в сторону уменьшения отклонения продольной оси полосы от оси агрегата, при этом поворот ролика производят за счет силового воздействия на него боковой кромки полосы, наиболее удаленной от оси агрегата.
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1996 |
|
RU2095172C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1996 |
|
RU2095173C1 |
| Рабочий контейнер для источника излучений | 1983 |
|
SU1125659A1 |
| Устройство для измерения формы сигналов | 1982 |
|
SU1061070A1 |

