Настоящее изобретение относится к полиэтиленовой формовочной массе с бимодальным распределением молярной массы и к высокопрочной трубе из этой формовочной массы.
Полиэтилен в большом объеме используется для изготовления труб, например, для систем транспорта газа и воды, так как для таких труб требуется материал с особо высокой механической прочностью, высокой коррозионной стойкостью и абсолютно надежным продолжительным сроком службы. Многочисленные публикации описывают материалы с самыми разными свойствами и способы их изготовления.
Из ЕР-А-603,935 уже известна формовочная масса на основе полиэтилена, которая имеет бимодальное распределение молярной массы и которая, кроме того, должна быть пригодной для изготовления труб. Трубы, изготовленные из формовочных масс по данному источнику, оставляют желать лучшего в отношении их предельно допускаемой длительной нагрузки внутренним давлением, стойкости к образованию трещин вследствие внутренних напряжений, ударной вязкости при низких температурах и сопротивления к быстрому росту трещин.
С целью получения труб с уравновешенными механическими свойствами и тем самым с оптимальной комбинацией свойств необходимо применять материал, имеющий еще более широкое распределение молярной массы. Такой материал описан в патенте США US-PS 5,338,589 и изготавливается с высокоактивным катализатором, который известен из WO 91/18934 и в котором в качестве гелеобразной суспензии применяется алкоголят магния. Неожиданно было обнаружено, что применение этого материала в фасонных изделиях, в частности, в трубах, обеспечивает одновременное улучшение обычно противоположных в частично кристаллических термопластах свойств жесткости и склонности к ползучести, с одной стороны, и стойкости к образованию трещин вследствие внутренних напряжений и вязкости, с другой стороны.
Из патента ЕР-А-0 739 937 уже известна труба, обладающая механическими свойствами, которые удовлетворяют самым высоким требованиям и которые привели к классификации этой трубы в класс качества "РЕ 100" согласно ISO/DIS 9080.
Задачей настоящего изобретения было создание полиэтиленовой формовочной массы, с которой можно реализовать еще более высокую прочность изготовленных из нее труб по сравнению с известным материалом труб класса прочности РЕ 100 согласно ISO/DIS 9080.
Данная задача решается с помощью формовочной массы согласно пункту 1. Кроме того, изобретение относится к трубе из данной формовочной массы с отличными механическими свойствами и ее применению для строительства газопроводов и водопроводов.
Полиэтиленовая формовочная масса согласно изобретению имеет при температуре 23°С плотность ≥0,948 в качестве природного материала, то есть без подкрашивающих добавок, и ≥0,959 г/см3 в качестве подкрашенного черным цветом материала с содержанием сажи 2-5 вес. % от общего веса подкрашенного черным цветом материала, и она имеет широкое бимодальное распределение, при котором отношение веса низкомолекулярной доли к весу высокомолекулярной доли составляет 0,5-2,0, предпочтительно 0,8-1,8. Полиэтилен может содержать небольшие доли до 5 вес. % других мономерных единиц с 4-10 атомами углерода. Примерами таких сомономеров являются 1-бутен, 1-пентен, 1-гексен или 4-метилпентен-1.
Бимодальность можно описать как критерий для положения центоов тяжести обоих распределений отдельных молярных масс с помощью коэффициентов вязкости (VZ) по нормам ISO/R 1191 полимеров, образованных в двух последовательно включенных стадиях полимеризации. При этом VZ1 образованного в первой стадии полимеризации низкомолекулярного полиэтилена составляет 40-90 см3/г, a VZoбщ конечного продукта находится в пределах 300-450 см3/г. VZ2 образованного во второй стадии полимеризации высокомолекулярного полиэтилена можно рассчитать по следующей математической формуле
причем w1 обозначает весовую долю образованного в первой стадии полимеризации низкомолекулярного полиэтилена, измеренную в вес. % от общего веса образованного в обеих стадиях полиэтилена с бимодальным распределением молярной массы. Для VZ2 расчетное значение обычно находится в пределах 500-2000 см3/г.
Формовочная масса согласно изобретению обладает свойствами длительного срока действия, которые превышают требования к классу качества РЕ 100 согласно нормам ISO/DIS 9080, составляющего 10,0 МПа по 50 a LCL (нижний критический предел надежности), определенного методом экстраполяции. Неожиданным образом полиэтилен согласно изобретению достигает при необходимой более высокой жесткости и более высоком напряжении пластического течения чрезвычайно высокого сопротивления медленному росту трещин. Эта высокая стойкость к образованию трещин вследствие внутренних напряжений обнаруживается в том, что при длительном испытании внутренним давлением LTHS (длительная гидростатическая нагрузка) на трубах из формовочной массы согласно изобретению в течение периода времени 33000 часов при температуре 80°С не могут наблюдаться хрупкие изломы.
При испытании LTHS срок службы труб без хрупкого излома определяется экстраполяцией 50 годами. По причине чрезвычайно высокой стойкости к образованию трещин вследствие внутренних напряжений, достигаемой формовочной массой согласно изобретению, характеристика тягучести проходит в диаграмме время-напряжение, с помощью которой осуществляется экстраполирование на срок службы 50 лет, очень плоско. Поэтому по этому методу испытаний труб из формовочной массы согласно изобретению при температуре испытания 23°С и сроке службы 50 лет получается внутреннее давление 12,5 МПа, что приводит к новому классу качества РЕ 125.
Кривая экстраполяции при 23°С математически описывается следующим уравнением:
σ=К·t
Для стандартных значений К=15,6 и η=-0,017 из экстраполяцией для труб из формовочной массы согласно изобретению вытекают следующие значения:
Твыхода из строя, σ 10 ч 15,0; 10000 ч 13,3; 50 лет 12,5.
Полиэтилен получают полимеризацией мономеров в суспензии, растворе или газовой фазе при температурах 20-120°С, давлении 2-60 бар и в присутствии катализатора Циглера, состоящего из соединения металла переходной группы и алюминийорганическсго соединения. Полимеризация проводится в две последовательные стадии, причем молярная масса полиэтилена в каждой стадии регулируется с помощью водорода.
Полиэтиленовая формовочная масса согласно изобретению может содержать наряду с полиэтиленом другие добавки. Такими добавками являются, например, термостабилизаторы, антиокислители, поглотители ультрафиолетовых лучей, светоста-билизаторы, дезактиваторы, разрушающие пероксид соединения, основные состабилизаторы в количествах 0-10 вес. %, предпочтительно 0-5 вес. %, но и также наполнители, усилители, пластификаторы, антиадгезивы, эмульгаторы, пигменты, оптические осветители, антипирены, антистатики, агенты вспенивания или их комбинации в общем количестве 0-50 вес. %.
Трубу согласно изобретению изготавливают, проводя пластификацию полиэтиленовой формовочной массы вначале в экструдере при температуре 200-250°С и затем выдавливанием через кольцевое сопло и охлаждением. Трубы согласно изобретению в общем пригодны для всех классов давления согласно DIN 8074.
Для переработки труб можно применять как обычные одношнековые экструдеры с гладкой зоной загрузки, так и высокопроизводительные экструдеры с цилиндром, снабженным прецизионными пазами и зоной загрузки с эффективной подачей. Шнеки выполняются обычно как декомпрессионные шнеки длиной 25-30 D (D=⊘). Декомпрессионные шнеки имеют разгрузочную зону, в которой выравниваются температуры в расплаве и в которой путем сдвигов должны уменьшаться напряжения релаксации.
Поступающий из экструдера расплав вначале распределяется через расположенные по конусу отверстия по кольцевому поперечному сечению и затем подается через спиральный распределитель или ситчатый короб в комбинированное устройство стержень/мундштук. Дополнительно при необходимости могут быть встроены диафрагмы или другие конструктивные элементы для гомогенизации потока расплава перед выходным отверстием мундштука.
Калибрование и охлаждение проводятся для слишком больших диаметров труб целесообразно посредством вакуумного калибрования. Собственно формование производится калибрующими гильзами с пазами, которые для лучшего отвода тепла изготовлены из цветного металла. При этом поданная во входной канал водяная пленка обеспечивает быстрое охлаждение поверхности трубы ниже точки плавления кристаллита и дополнительно служит в качестве масляной пленки для уменьшения сил трения. Общая длина L участка охлаждения определена с учетом того, что расплав с температурой 220°С должен быть охлажден с помощью воды с температурой 15-20°С настолько, чтобы температура внутренней поверхности трубы составила 85°С.
Стойкость к образованию трещин вследствие внутренних напряжений представляет собой признак, который уже известен из ЕР-А 436 520. На процесс медленного роста трещин могут оказать существенное влияние молекулярные структурные параметры, как например, распределение молярных масс и сомономеров. Количество так называемых связанных молекул определяется прежде всего длиной цепи. Морфология частично кристаллических полимеров устанавливается дополнительно встраиванием сомономеров, так как на толщину кристаллитных пластин может повлиять встраивание короткоцепочечных разветвленностей. Это означает, что количество связанных молекул, так называемых "Tie-молекул", в сополимерах больше, чем в гомополимерах с сопоставимой длиной цепи.
Стойкость к образованию трещин вследствие внутренних напряжений трубы согласно изобретению определяется по методу внутренних измерений. Этот лабораторный метод описан М. Фляйсснером в Kunststoffe 77 (1987), с. 45 и сл. Данная публикация показывает, что между определением медленного роста трещин в испытании на длительную прочность стержневых образцов с надрезами по кругу и хрупким коленом по ISO 1167 имеется связь. Сокращение времени до отказа достигается путем сокращения времени инициирования трещин надрезами (1,6 мм/лезвие для бритвы) в этиленгликоле в качестве среды, способствующей образованию трещин вследствие внутренних напряжений, при температуре 80°С и напряжении при растяжении 5 МПа. Изготовление образцов производится выпиливанием трех испытуемых образцов с габаритами 10×10×90 мм из пластины, толщиной 10 мм, изготовленной прессованием. Испытуемые образцы надрезаются вокруг посередине лезвием для бритвы в выполненном для этих целей устройстве для надреза (см. рис.5 в вышеуказанной публикации). Глубина надреза составляет 1,6 мм.
Вязкость разрушения трубы согласно изобретению определяется также по методу внутренних измерений на стержневых образцах с габаритами 10×10×80 мм, которые выпиливают из пластины, изготовленной прессованием, толщиной 10 мм. В уже упомянутом устройстве для надреза лезвием для бриты в середине производят надрезы в шести таких стержневых образцах. Глубина надреза составляет 1,6 мм. Проведение измерений в значительной мере соответствует процедуре измерения по Шарпи согласно ISO 179 с измененными испытуемыми образцами и измененной динамической геометрией (расстояние между опорами). Все испытуемые образцы устанавливают в заданный температурный режим на 0°С на 2-3 часа. Затем один испытуемый образец плавно укладывают на опору маятникового копра согласно ISO 179. Расстояние между опорами составляет 60 мм. Запускают падение 2 J молота, причем угол падения устанавливают на 160°, длину маятника - на 225 мм и скорость удара - на 2,93 м/с. Для оценки результатов измерения рассчитывают отношение из затраченной энергии удара и исходной площади поперечного сечения на надрезе аFM в мДж/мм2. При этом только значения при полном изломе и изломе шарнира могут служить основанием для общего среднего значения (см. ISO 179).
Ударную вязкость измеряют согласно ISO 179. Размер образца составляет 10×4×80 мм, причем V-образный надрез выполняют в виде канавки с углом 45°, глубиной 2 мм и радиусом дна надреза 0,25 мм.
Модуль ползучести при изгибе измеряют согласно DIN 54852-Z4 как значение, полученное при испытании в течение одной минуты.
Тест S4 (Small Scale Steady State - Test) служит для того, чтобы определить сопротивление трубы быстрому росту трещин и проводится на трубах PN 10 диаметром 110 мм. Точный способ описан в ISO/DIS 13477. Этим методом определяют критическое давление рс в бар, выше которого находящаяся под этим давлением рс труба разрывается продольно по всей длине.
Нижеследующие примеры должны яснее представить изобретение специалисту.
Пример 1 (согласно изобретению)
Полиэтиленовая формовочная масса была изготовлена с катализатором Циглера и по положению WO 91/18934 с соблюдением следующих указанных в табл. 1 условий эксплуатации
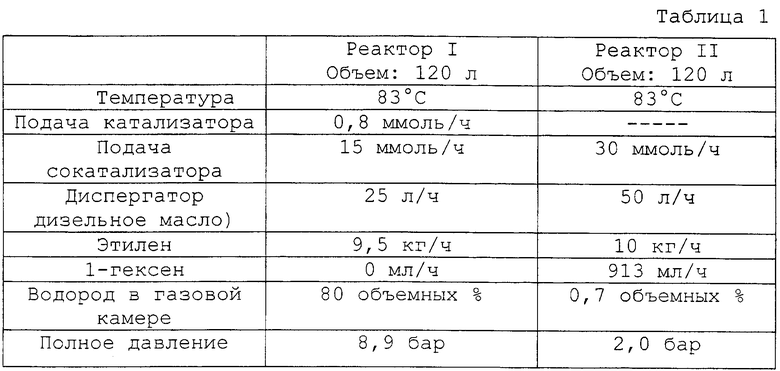
Изготовленная таким образом полиэтиленовая формовочная масса имела индекс расплава MFI5/190°C, равный 0,18 дг/мин, измеренный согласно ISO 11 33, и плотность d 0,950 г/см3. Полиэтилен для еще более лучшей характеристики был подвержен препаративному анализу TREF (фракционирование сепарацией при повышении температуры). Этот метод анализа является очень полезным инструментом для определения распределения сомономеров в частично кристаллическом полиэтилене и был опубликован авторами L. Wild и T. Ryle под заголовком: "Crystal-lyzation distribution in Polymers: A new analytical technique" в Poly. Prep. Am Chem. Soc., - Polym. Chem Div., 18, 182 (1977). По этому методу анализа исследуемый полимер растворяют в п-ксилоле, осаждают на неорганической подложке и с нее постепенно при постоянно возрастающих температурах разделяют с п-ксилолом, причем при более низких температурах растворяются менее кристаллические доли и при более высоких температурах растворяются более кристаллические доли. Таким образом можно разделять частично кристаллический полимер на различные количественные доли в зависимости от толщины пластинок кристаллита. Затем различные фракции можно, со своей стороны, снова исследовать по методу GPC (гель-проникающая хроматография) на распределение их молярных масс.
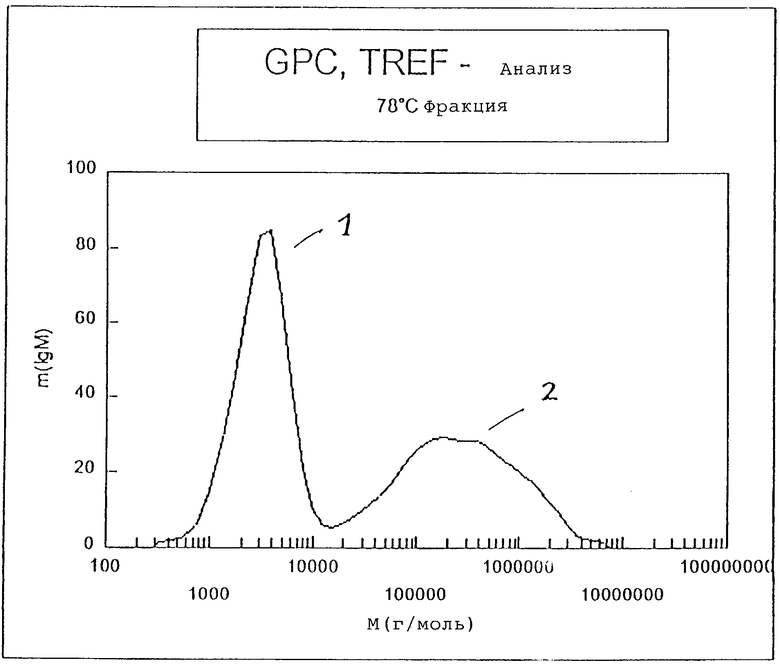
Диаграмма (см. чертеже) показывает результат комбинированного TREF-GPC-анализа полиэтиленовой формовочной массы.
Полиэтилен, изготовленный по чертежу, был сначала растворен в п-ксилоле (точка кипения: 138°) и затем осажден посредством охлаждения на подложке хромосорб Р. Затем путем элюирования были образованы фракции при температурах 60, 70, 78, 83, 86, 89, 93, 100 и 110°С. Затем с фракцией при 78°С±3 К и растворенной в ней долей полимера проведен GPC-анализ. Пик 1 показывает растворимую при 78°С, низкомолекулярную, высококристаллическую фракцию полиэтилена с небольшой толщиной пластинок кристаллита, а пик 2 вызывается долей с большей молярной массой, но одновременно с высокой долей встроенного сомономера и тем самым снова с меньшей кристалличностью. Эта подпадающая под пик 2 доля продукта несет ответственность за большое количество так называемых "tie-молекул" между пластинками кристаллита и тем самым за чрезвычайно высокую стойкость к образованию трещин вследствие внутренних напряжений трубы, изготовленной из формовочной массы согласно изобретению.
Полиэтилен, изготовленный по чертежу как описано выше, был пластифицирован в экструдере диаметром 48 мм и длиной, соответствующей 24,4-кратному значению диаметра (117,12 см) при температуре 227°С и затем экструдирован через кольцевое сопло экструдера с наружным диаметром 32,1 мм и через дорн диаметром 26,5 мм в трубу диаметром 32,1 мм и толщиной стенки 3,08 мм с помощью вакуумного калибрования. Охлаждение проводилось в охлаждающей ванне длиной 3, температура в которой поддерживалась на 15°С. Измеренные на готовой трубе свойства указаны в табл. 2.
Сравнительный пример
Была изготовлена труба из полиэтилена в соответствии с данными из примера 1 ЕР-А-739 937. Измеренные на трубе свойства также составлены в табл. 2.
Сокращения физических свойств в табл. 2 имеют следующее значение:
- ВКМ = модуль ползучести при изгибе, измеренный согласно ISO 54852-Z4 в Н/мм2 как значение, полученное при испытании в течение одной минуты,
- BZ = вязкость разрушения, измеренная по вышеописанному методу внутренних измерений при 0°С в мДж/мм2,
- KSZISO = ударная вязкость, измеренная согласно ISO 179/DIN 53453 в мДж/мм2 при -20°С и при +23°С,
- SRB = стойкость к образованию трещин вследствие внутренних напряжений, измеренная по методу внутренних измерений по М. Фляйсснеру в часах,
- VBK = способность к переработке, измеренная как производительность экструдера в экструдере с диаметром D 48 мм и длиной L, составляющей 24,4·D при постоянной скорости шнеков 80 мин-1 в кг/ч,
- рс = сопротивление быстрому росту трещин, измеренное по S4-тесту в бар на трубах класса давления PN 10 с диаметром 110 мм.
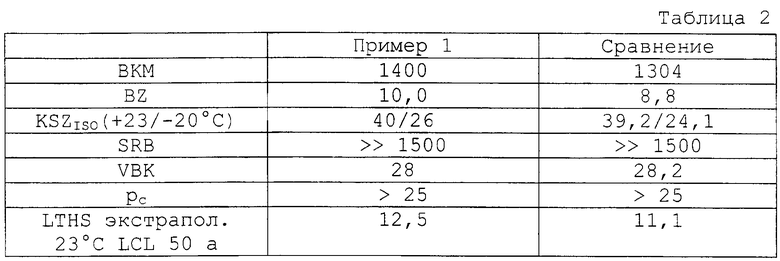
Измеренные значения четко показывают, что труба согласно изобретению имела лучшие прочностные свойства и при изготовлении могла лучше обрабатываться.
Изобретение относится к полиэтиленовой формовочной массе с бимодальным распределением молярной массы и к высокопрочной трубе из этой формовочной массы. Полиэтиленовая формовочная масса образована в двух последовательно соединенных стадиях полимеризации и имеет общую плотность большую, чем 0,958 г/см3, и индекс расплава MFI190/5 менее чем 0,2 дг/мин. Она содержит низкомолекулярный гомополимер этилена в количестве 35-65 мас.% с коэффициентом вязкости VZA 40-90 см3/г, индексом расплава MFI190/2,16 40-2000 дг/мин и плотностью, большей или равной 0,965 г/см3, и высокомолекулярный этиленовый сополимер в количестве 35-65 мас.% с коэффициентом вязкости VZB 500-2000 см3/г, индексом расплава MFI190/5 0,02-0,2 дг/мин и плотностью 0,922-0,944 г/см3. Фракция полиэтилена, полученная при растворении в п-ксилоле полиэтиленовой формовочной массы, при температуре 78°С ± 3 К при проведении препаративного TREF-анализа, имеет среднюю молярную массу большую или равную 200000 г/моль. Формовочная масса согласно исправлению обладает свойствами длительного срока действия, более высокой жесткостью. Труба из формовочной массы согласно изобретению имеет стойкость к образованию трещин вследствие внутренних напряжений более 1500 ч, вязкость разрушения большую или равную 9 мДж/мм2 и модуль ползучести при изгибе, измеренный согласно ДИН 54852-24, больший или равный 1350 Н/мм2 . Она особенно пригодна для транспортирования газа и воды. 2 н. и 6 з.п. ф-лы, 1 ил., 2 табл.
| EP 0739937 A, 30.10.1996.WO 9703124 A, 30.01.1997.SU 1021859 A, 07.06.1983.EP 0848036 A1, 17.06.1998.EP 0100843 A1, 22.02.1984.EP 0707040 A, 17.04.1996. |

