Изобретение относится к литейному производству, а именно к противопригарным добавкам для литейных песчано-смоляных и песчано-глинистых форм, используемых при литье магниевых сплавов.
Современные противопригарные защитные средства представляют собой составы (краски) для нанесения на поверхность литейных форм либо противопригарные добавки, включающие различные присадки, добавляемые в материал форм.
Противопригарные краски служат разделительным барьером между расплавом магниевых сплавов и материалом литейной формы или стержня, покрытых данными красками. Недостатками большинства современных антипригарных покрытий является невысокая термостойкость, недостаточная механическая прочность пленки. Разрушение покрытия в результате любого из факторов (термодеструкции в результате локального перегрева, растрескивания в результате из-за температурных деформаций, механического воздействия и прочих причин) влечет риск прямого контакта магния с песком и влагой материала литейных форм и стержней, которые интенсивно взаимодействуют, что в условиях дефицита кислорода приводит к выгоранию части связующего формы и покрытия, образуя пригары на поверхности отливок из магниевых сплавов, а в условиях достаточного количества кислорода - к возгоранию расплава, а также приводит к выделению водорода, который воспламеняется с взрывом. Поэтому применение красок не всегда надежно обеспечивает защиту магниевых сплавов от окисления в процессе их литья в песчаные формы, поэтому требуются специальные меры для предупреждения их окисления, что усложняет технологический процесс изготовления отливок.
Известен состав антипригарного покрытия для литейных форм и стержней, в котором используется карбид кремния и вода (см. напр. патент РФ №2170155, МПК В22С 3/00, опубл. 10.07.2001).
Состав содержит значительное количество воды (от 19 до 28%), что неприемлемо для составов, применяемых для магниевого литья, поскольку при нагреве выделяющиеся пары воды, вступая в контакт с расплавом магния, вызовут его воспламенение с возможным взрывом вследствие выделяющегося водорода. Следовательно, предлагаемый состав не может быть применен в качестве антипригарного покрытия для стержней и форм, применяемых в литье магниевых сплавов. Кроме того, органическое связующее в таком составе не стабилизировано структурообразователем, которым повысит его термостойкость до температур 800-850°С, что вызовет его термодеструкцию с возможным выгоранием или механическим разрушением, приводя к соответствующим дефектам отливки. В приведенном патенте используется карбид кремния в количестве 37-40% или 83-85 мас.%, что обеспечивает весьма интенсивную аккумуляцию тепла на границе расплав-форма (расплав-стержень), и без дальнейшего интенсивного теплоотвода в объем литейной формы или стержня это вызовет разрушение тонкой пленки.
Известны противопригарные добавки в формовочные смеси литейных форм и стержней для литья магниевых сплавов, включающие противопригарные присадки и связующие (см. напр. патент РФ №2221668, МПК В22С 1/06, опубл. 20.10.2004).
Эти добавки содержат в своем составе компоненты, вызывающие выделение нежелательных газообразных продуктов - например, аммиака (в случае использования мочевины, аминов, аммонийных солей), токсичного трехфтористого бора (в случае использования тетрафторборатов), углекислого газа, усиливающего горение магния в случае его возгорания (в случае использования карбонатов, органических солей), токсичных диоксида серы, сероводорода и др. нежелательных компонентов.
Также крайне нежелательно использование галогенидов щелочных и щелочно-земельных металлов, других галогенсодержащих присадок, которые разлагаются с выделением токсичных газов. Кроме этого, многие неорганические соли, служащие в качестве таких компонентов, содержат кристаллизационную воду, которая при нагреве выделяется и при контакте с расплавом магния может ускорить его окисление с возможностью возгорания. Вещества, которые с повышением температуры до 300-400°С могут разлагаться с выделением паров воды (например, борная кислота, ряд органических соединений), по этой же причине являются не самым удачным выбором. Кроме того, использование противопригарных композиций на водной основе или с влагосодержащими компонентами не рекомендуется по причине того, что влага может вступать в реакцию с магнием с выделением водорода, воспламеняющегося со взрывом.
По принципу действия компоненты защитных средств (противопригарных красок или добавок в формовочные смеси) во избежание окисления магния в магниевом сплаве обеспечивают создание защитной газообразной атмосферы на границе расплав-форма, либо защитной прочной пленки (глазури), либо способны обеспечить быстрое снижение температуры на межфазной поверхности расплав-форма за счет высокой теплопроводности компонентов или способности их разлагаться с поглощением тепла. Часто защитные противопригарные защитные средства задействуют несколько перечисленных способов обеспечения условий исключения или минимизации возможности окисления магния, приводящих к соответствующим поверхностным окисным дефектам или возгораниям [1].
В основу изобретения поставлена задача создания состава противопригарных добавок для повышения надежности защиты жидких магниевых сплавов от окисления, отсутствия поверхностных дефектов на отливках из этих сплавов, снижения стоимости формовочных смесей с противопригарными добавками, улучшения санитарно-гигиенических условий труда, повышения пожаро- и взрывобезопасности процесса литья.
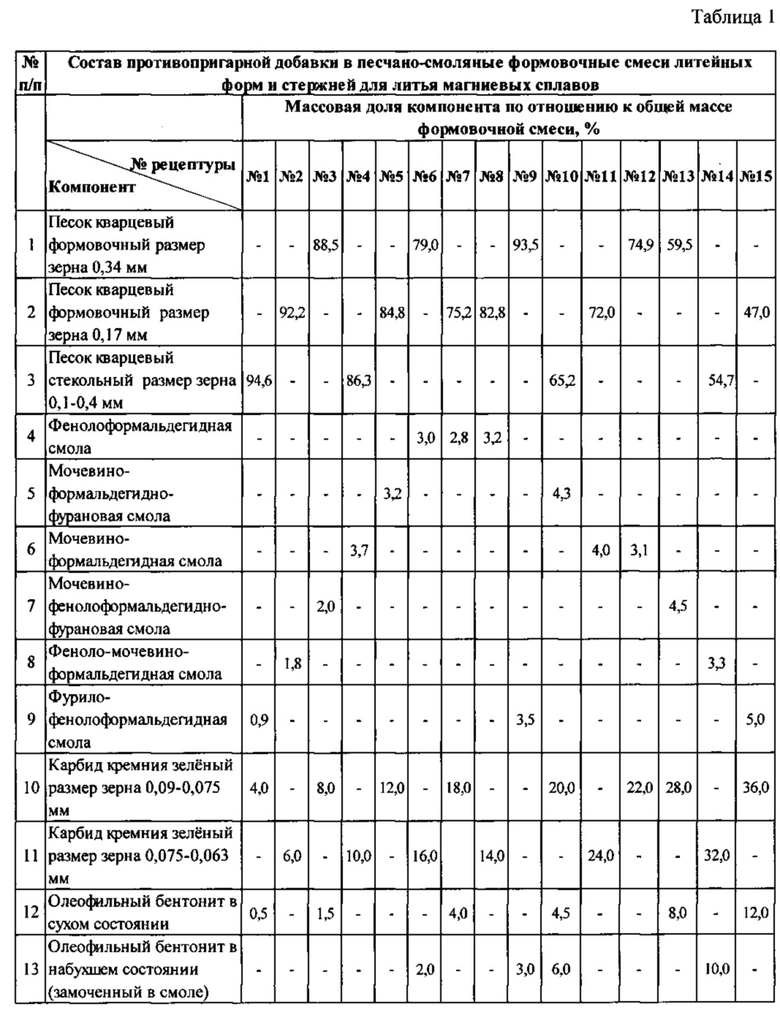
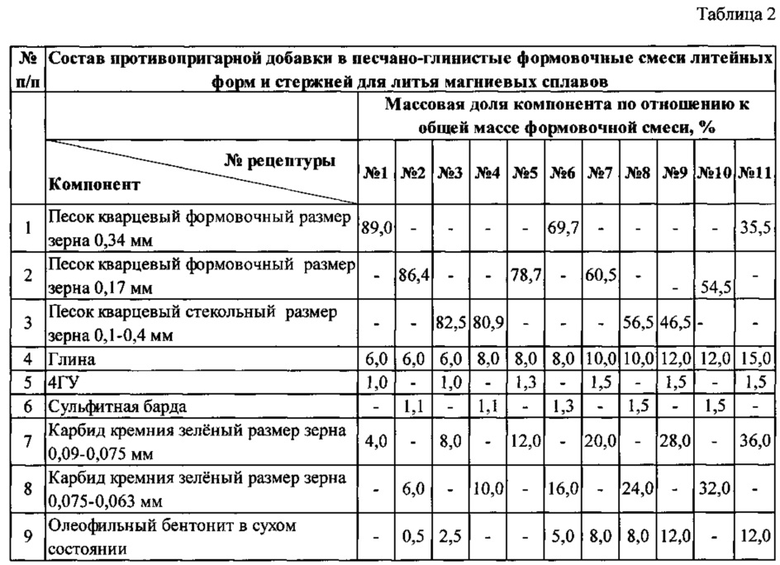
Поставленная задача решается тем, что противопригарная добавка в формовочные смеси литейных форм и стержней для литья магниевых сплавов, включающая противопригарные присадки и связующие, в качестве основного компонента содержит карбид кремния в количестве от 4% до 36% масс. по отношению к общей массе формовочной смеси, который может представлять собой порошок или микропорошок со средним размером частиц менее среднего размера частиц песка, используемого в формовочной смеси, а в качестве дополнительного компонента может использоваться олеофильный бентонит в виде сухого порошка или в набухшем состоянии в количестве от 0,5% до 12% масс. по отношению к общей массе формовочной смеси.
Поскольку в качестве основного компонента противопригарная добавка содержит карбид кремния в количестве от 4% до 36% масс. по отношению к общей массе формовочной смеси, который может представлять собой порошок или микропорошок со средним размером частиц менее среднего размера частиц песка, используемого в формовочной смеси, а в качестве дополнительного компонента может использоваться олеофильный бентонит в виде сухого порошка или в набухшем состоянии в количестве от 0,5% до 12% масс. по отношению к общей массе формовочной смеси обеспечивается повышение надежности защиты жидких магниевых сплавов от окисления, отсутствия поверхностных дефектов на отливках из этих сплавов, снижения стоимости формовочных смесей с противопригарными добавками, улучшения санитарно-гигиенических условий труда, повышения пожаро- и взрывобезопасности процесса литья.
Формовочную смесь литейных форм и стержни для литья магниевых сплавов изготавливают в следующей последовательности.
Берут песок необходимой фракции и глину и в приготовленную песчано-глинистую смесь добавляют карбид кремния зеленый, который содержит меньше примесей, в частности железа, добавляют связующее и, при необходимости, вводят бентонит в сухом состоянии. В качестве связующего используется крепитель 4ГУ ТУ 6-10-1317-76 или барда, причем выбор может производится исходя из наличия того или иного.
В частном изготовлении формовочной смеси, песчано-смоляной, в нее добавляют смолы. Выбор смол обусловлен температурным режимом литья, при котором отвердевший литейный стержень или форма должны обладать требуемой термостойкостью, требуемыми прочностными характеристиками отвердевших литейных форм и стержней, а также стоимостными характеристиками.
Предлагаемый в настоящем изобретении состав противопригарных добавок исключает выделение воды, поскольку его компоненты не содержат кристаллизационную воду, или вещества, способные разлагаться с выделением воды. Также данные противопригарные добавки не содержат веществ, выделяющих какие-либо токсичные пары, что существенно улучшает экологическую составляющую в результате их применения.
В качестве основного компонента предлагаемого в настоящем изобретении состава противопригарной присадкой является карбид кремния, обладающий высокой температурой плавления, химической инертностью по отношению ко многим материалам, в том числе известным компонентам формовочных смесей, введение которого повышает существенно термостойкость композиций с их наличием. Его наличие способно обеспечить весьма интенсивный теплоотвод и исключить аккумуляцию тепла в зоне контакта с расплавом, что ускоряет процесс затвердения расплава с улучшением параметров его кристаллизации и снижает риск возгорания за счет ускорения выравнивания температурного градиента в поверхностном слое. Это обусловлено тем, что теплопроводность карбида кремния является одной из самых высоких среди неметаллических материалов. Кроме того, порошки и микропорошки карбида кремния широко применяются в абразивной промышленности, что обеспечивает их доступность, а их стоимость невелика.
Применение карбида кремния в целях увеличения теплопроводности различных материалов осуществляется давно, однако для формовочных смесей он ранее не применялся из-за опасений его возможной реакции с влагой при высоких температурах, а также образования карбида и силицида магния, которые могут при контакте с влагой выделять нежелательные пожароопасные продукты. Проведенные лабораторные эксперименты показали, что даже в присутствии влаги в песке формовочной смеси данные опасения беспочвенны, поскольку в смесях песка с карбидом кремния при контакте с расплавом магниевых сплавов (в том числе горящих на воздухе расплавов), обнаруживался эффект тушения магния и ингибирования его реакции с песком. Это объясняется образованием силикатов магния (тальк, форстерит, клиноэнстантин энстантит, кристобалит), связывающих влагу и способных удерживать ее до температур 800-900°С, являющихся огнеупорами, а также выжиганием большого количества кислорода за счет прямой реакции карбида кремния с кислородом. Данные подтверждены затем в условиях литейного производства изделий из магниевых сплавов.
Для целей использования в формовочных смесях целесообразно использовать порошки и микропорошки карбида кремния со средним размером частиц, равным или меньше среднего размера частиц песка, поскольку в последнем случае наблюдается уплотнение формовочных смесей, а высокая теплопроводность карбида кремния обеспечивает существенное повышение их теплопроводности за счет возможности более близкого контакта его зерен между собой и возможности размещения между зернами песка даже при их предельно плотной упаковке.
Карбид кремния в качестве противопригарной присадки по настоящему изобретению служит как в песчано-глинистых, так и песчано-смоляных формовочных смесях любого состава, поскольку он инертен к их компонентам во всем возможном температурном интервале их использования.
Минимальное количество вводимого в формовочную смесь карбида кремния в количестве 4% масс. по отношению к общей массе формовочной смеси обусловлено тем, что при меньших концентрациях не обеспечивается достаточно эффективный теплоотвод и ингибирование реакции окисления магния. Максимальное количество карбида кремния в количестве 36% масс. по отношению к общей массе формовочной смеси обусловлено тем, чтобы минимизировать удорожание формовочной смеси, при этом больших значений теплопроводности для обеспечения надежной защиты магниевых сплавов от окисления не требуется. Значение содержания карбида кремния в формовочной смеси зависит от ее состава (в значительной степени от типа используемого связующего, гранулометрического состава песка и их содержания в формовочной смеси), а также типа магниевого сплава, литье которого осуществляется с применением форм и стержней, изготовленных из таких смесей.
Дополнительным компонентом противопригарных добавок является олеофильный бентонит (органобентонит или его аналог Бентон-34), представляющий собой продукт взаимодействия естественных монтмориллонитовых глин (бентонитов) с олеофилизаторами - четвертичными аммониевыми солями, который служит в качестве универсального структурообразователя для связующего. Он повышает термостабильность связующего, повышая порог его термодеструкции до температур выше 850°С, что превышает диапазон рабочих температур литья магниевых сплавов. Количество олеофильного бентонита зависит от типа используемого связующего и его содержания в формовочной смеси. Данный дополнительный компонент подходит к органическим связующим - синтетическим смолам (фенолоформальдегидным, мочевино-формальдегидно-фурановые, мочевино-формальдегидные, мочевино-фенолоформальдегидно-фурановые, феноло-мочевино-формальдегидные, фурило-фенолоформальдегидные). Способ введения зависит от степени набухания олеофильного бентонита в связующем, поэтому в ряде случаев требуется предварительное замачивание (набухание) олеофильного бентонита в связующем. В остальных случаях он может применяться в виде сухого порошка.
В случае песчано-глинистых смесей применение олеофильного бентонита избирательно и зависит от наличия в них других гидрофобных компонентов.
Физико-химическая природа противопригарных добавок в изобретении обеспечивает повышение теплопроводности и термостойкости формовочных смесей, химически ингибирует магний во избежание его окисления, что обеспечивает отсутствие поверхностных окисных дефектов на отливках и способно будет обеспечить подавление горения в случае возгорания магния, а также способна обеспечить высокую чистоту поверхности отливки.
Все компоненты предлагаемых противопригарных добавок доступны и недороги, что дает значительное преимущество по сравнению с аналогами. Использование противопригарных добавок в формовочные смеси по изобретению существенно улучшает экологические показатели производств, связанных с литьем магниевых сплавов и обеспечивает высокий уровень пожаро- и взрывобезопасности.
Примеры применения противопригарных добавок в составы формовочных смесей литейных форм и стержней для литья магниевых сплавов приведены в таблицах №1 и №2.
Литература
[1] Дуюнова В.А. Методы защиты магниевых сплавов в отечественном литейном производстве с 1930-х гг. до настоящего времени //Литейщик России. 2010. №10. С. 35-37.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632753C1 |
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов | 2018 |
|
RU2697680C1 |
| ПРОТИВОПРИГАРНАЯ ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 2002 |
|
RU2221668C1 |
| Смесь для изготовления литейных форм | 1989 |
|
SU1717270A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2372163C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ОТЛИВОК ИЗ СТАЛЬНОГО И ЧУГУННОГО ЛИТЬЯ | 2010 |
|
RU2440866C1 |
| Способ получения высококачественных отливок из серого чугуна | 2019 |
|
RU2742544C1 |
| ЛИТЕЙНАЯ ФОРМА, СТЕРЖЕНЬ И СПОСОБ ЛИТЬЯ | 1995 |
|
RU2139771C1 |
| Противопригарная краска для литейных форм и стержней | 2019 |
|
RU2722845C1 |
Изобретение относится к литейному производству и предназначено для песчано-смоляных и песчано-глинистых форм, используемых при литье магниевых сплавов. Формовочная смесь содержит кварцевый песок, связующее и противопригарную добавку в виде карбида кремния в количестве от 4% до 36 мас.% по отношению к общей массе формовочной смеси. Карбид кремния представляет собой порошок или микропорошок со средним размером частиц менее среднего размера частиц песка, используемого в формовочной смеси. Формовочная смесь дополнительно может содержать олеофильный бентонит в виде сухого порошка или в набухшем состоянии в количестве от 0,5% до 12 мас.% по отношению к общей массе формовочной смеси. Обеспечивается повышение надежности защиты магниевых сплавов от окисления, чистоты поверхности отливок. 2 з.п. ф-лы, 2 табл.
1. Формовочная смесь для изготовления литейных форм при литье магниевых сплавов, содержащая кварцевый песок, связующее и противопригарную добавку, отличающаяся тем, что в качестве противопригарной добавки она содержит карбид кремния в количестве от 4 до 36 мас. % по отношению к общей массе формовочной смеси.
2. Формовочная смесь по п. 1, отличающаяся тем, что карбид кремния представляет собой порошок или микропорошок со средним размером частиц не менее среднего размера частиц песка.
3. Формовочная смесь по п. 1 или 2, отличающаяся тем, что она дополнительно содержит олеофильный бентонит в виде сухого порошка или в набухшем состоянии в количестве от 0,5 до 12 мас. % по отношению к общей массе формовочной смеси.
| ПРОТИВОПРИГАРНАЯ ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 2002 |
|
RU2221668C1 |
| CN104325065A, 04.02.2015 | |||
| СОСТАВ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2170155C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

