Изобретение относится к литейному производству, а именно к составам противопригарных присадок для формовочных смесей, используемых при литье магниевых сплавов.
Известна присадка для формовочных смесей для литья магниевых сплавов (а. с. СССР 330898).
Присадка имеет следующий химический состав, мас.%:
Сернокислый аммоний - 26-30
Сульфат мочевины - 50-52
Борнокислый аммоний - Остальное
Недостатком известной присадки является то, что при использовании формовочных смесей с присадкой для магниевого литья происходит ухудшение санитарно-гигиенических условий труда.
Известна также присадка для формовочных смесей для литья магниевых сплавов, включающая мочевину, борную и серную кислоты в соотношении соответственно 2:1:2 (а.с. СССР 330899).
Недостатком присадки является то, что при введении присадки в формовочные смеси происходит большое выделение тепла и увеличение объема присадки. При этом возрастает трудоемкость процесса.
Известна присадка для формовочных смесей, содержащая серный колчедан и борную кислоту в соотношении, мас. %: (2,0-9,0): (0,5-3,0) (а.с. СССР 1828418).
Недостатком данной присадки является то, что при добавке ее в формовочные смеси происходит ухудшение физико-химических свойств смесей.
Наиболее близким аналогом, взятым за прототип, является противопригарная присадка для формовочной смеси, применяющаяся при литье магниевых сплавов следующего химического состава, мас.%:
Борная кислота - 13-17
Кристаллогидрат сернокислого алюминия - 15-19
Мочевина - Остальное
(Магниевые сплавы. Справочник. Технология производства и свойства отливок и деформированных полуфабрикатов. - М.: Металлургия, с.109, 1978).
Недостатком присадки-прототипа являются недостаточно высокие защитные и противопригарные свойства.
Технической задачей изобретения является создание противопригарной присадки с повышенными защитными и противопригарными свойствами.
Техническая задача достигается тем, что предложена противопригарная присадка для формовочных смесей, включающая борную кислоту, мочевину, которая дополнительно содержит кристаллогидрат сернокислого магния, при следующем соотношении компонентов, мас.%:
Борная кислота - 13-17
Кристаллогидрат сернокислого магния - 14-25
Мочевина - Остальное
Противопригарная присадка может дополнительно содержать кристаллогидрат сернокислого алюминия, при следующем соотношении компонентов, мас.%:
Борная кислота - 13-17
Кристаллогидрат сернокислого магния - 14-25
Кристаллогидрат сернокислого алюминия - 4-8
Мочевина - Остальное
Противопригарная присадка может дополнительно содержать одно вещество из группы сернокислый аммоний, тетраборат калия или тетрафторборат калия при следующем соотношении компонентов, мас.%:
Борная кислота - 13-17
Кристаллогидрат сернокислого магния - 14-25
Одно вещество из группы сернокислый аммоний, тетраборат калия или тетрафторборат калия - 1-6
Мочевина - Остальное
Противопригарная присадка может дополнительно содержать одно вещество из группы сернокислый аммоний, тетраборат калия или тетрафторборат калия при следующем соотношении компонентов, мас.%:
Борная кислота - 13-17
Кристаллогидрат сернокислого магния - 14 -25
Кристаллогидрат сернокислого алюминия - 4-8
Одно вещество из группы сернокислый аммоний, тетраборат калия или тетрафторборат калия - 1-6
Мочевина - Остальное
Примеры осуществления.
Предлагаемая присадка и формовочная смесь, включающая ее, опробована в лабораторных и заводских условиях. Для этой цели была приготовлена стандартная формовочная смесь для заливки литейных форм магниевым сплавом МЛ5. Формовочные смеси, применяемые при литье магниевых сплавов, представляют собой многокомпонентную смесь, в состав которой входят пески различных марок, глинистая составляющая (бентонит), противопригарная присадка, вода. В бегунах была приготовлена в количестве 10-400 кг формовочная смесь, состоящая из 70% песка марки ПО16, 20% песка марки КО1, бентонита - 0,5%, воды - 4-5,4% с добавлением противопригарной присадки в количестве 5-6% от общего веса смеси. Всего было приготовлено 13 типов смеси, отличающихся составом вводимой в смесь противопригарной присадки. Химические составы противопригарной присадки и прототипа приведены в таблице 1.
Преимущества предлагаемых составов противопригарной присадки по сравнению с прототипом получены авторами при заливке стандартных образцов ⊘ 50 мм, высотой 600 мм, весом 200 г, а также отливок весом - 10-90 кг.
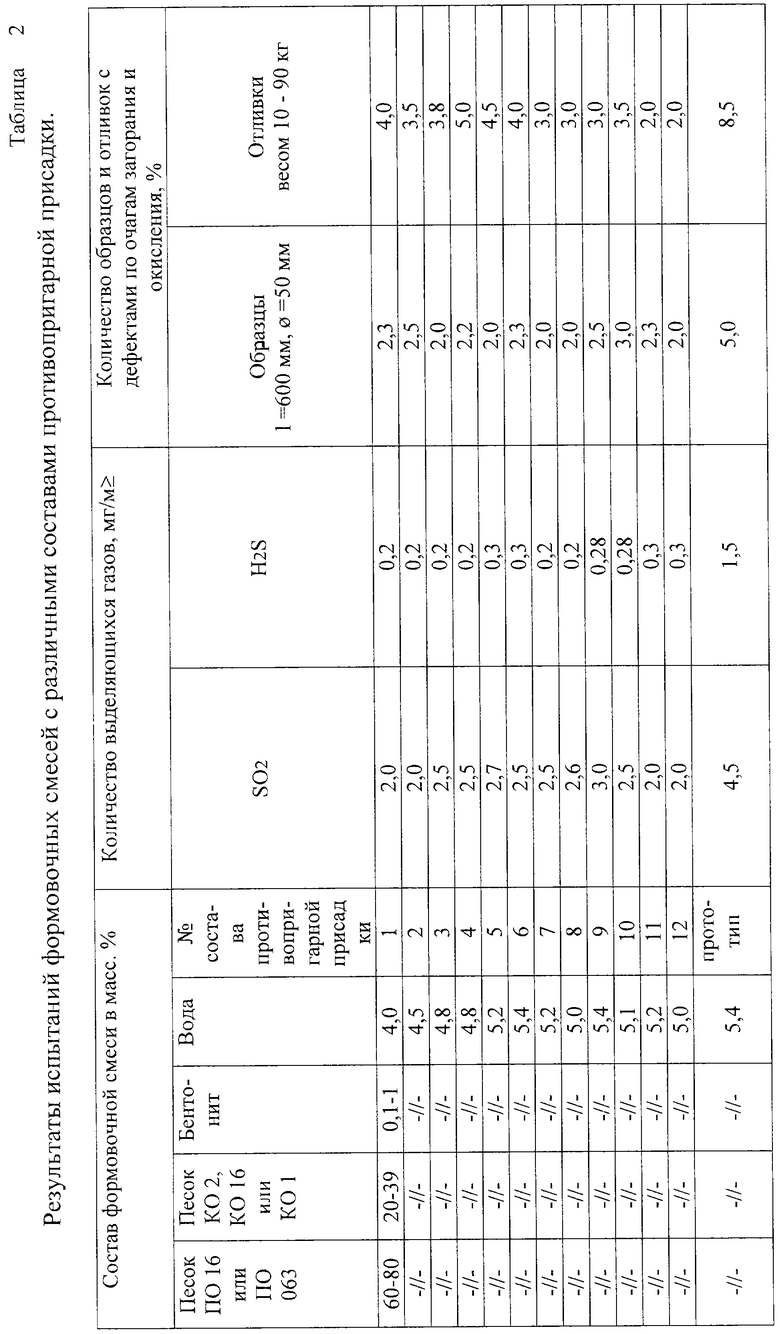
В таблице 2 приведены результаты испытания формовочных смесей с различными составами противопригарной присадки, количество выделяющихся вредных газов в рабочей зоне и количество образцов и отливок с дефектами по очагам загорания и окисления.
Как показали результаты испытаний, количество выделяющихся газов при использовании предлагаемой присадки формовочной смеси при литье магниевых сплавов уменьшается для H2S в 5-6 раз, для SО2 в 2 раза. Количество дефектных образцов уменьшается в 1,5-2,5 раза, а количество дефектных отливок - в 2-4 раза, что подтверждает повышение защитных и противопригарных свойств присадки.
Использование предлагаемой противопригарной присадки для формовочных смесей улучшает экологические показатели, снижает металлоемкость и энергоемкость процесса литья магниевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадка для формовочных смесей | 2019 |
|
RU2696803C1 |
| ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 2003 |
|
RU2238168C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЛИТЬЕ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632754C1 |
| Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов | 2018 |
|
RU2697680C1 |
| Состав для получения упрочняющего покрытия | 1989 |
|
SU1668011A1 |
| Раствор для пропитки форм, получаемыхпО ВыплАВляЕМыМ МОдЕляМ | 1970 |
|
SU801959A1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632753C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНОЙ СМЕСИ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2264884C1 |
| Раствор для пропитки оболочковых литейных форм | 1981 |
|
SU984625A1 |
| Формовочная смесь для литья магниевых сплавов | 1990 |
|
SU1828418A3 |

Изобретение относится к литейному производству, в частности к литью магниевых сплавов. Противопригарная присадка для формовочных смесей включает борную кислоту - 13-17 мас.%, кристаллогидрат сернокислого магния 14-25 мас. % и остальное - мочевину. Присадка может дополнительно содержать кристаллогидрат сернокислого алюминия в количестве 4-8 мас.% или одно вещество из группы, включающей сернокислый аммоний, тетраборат калия, тетрафторборат калия, в количестве 1-6 мас.%. Присадка также может дополнительно содержать кристаллогидрат сернокислого алюминия в количестве 4-8 мас.% и одно вещество из группы, включающей сернокислый аммоний, тетраборат калия, тетрафторборат калия, в количестве 1-6 мас.%. Присадка обладает повышенными противопригарными и защитными свойствами. 3 з.п.ф-лы, 2 табл.
Борная кислота 13-17
Кристаллогидрат сернокислого магния 14-25
Мочевина Остальное
Борная кислота 13-17
Кристаллогидрат сернокислого магния 14-25
Кристаллогидрат сернокислого алюминия 4-8
Мочевина Остальное
Борная кислота 13-17
Кристаллогидрат сернокислого магния 14-25
Одно вещество из группы, включающей сернокислый аммоний, тетраборат калия, тетрафторборат калия 1-6
Мочевина Остальное
Борная кислота 13-17
Кристаллогидрат сернокислого магния 14-25
Кристаллогидрат сернокислого алюминия 4-8
Одно вещество из группы, включающей сернокислый аммоний, тетраборат калия, тетрафторборат калия 1-6
Мочевина Остальное
| Магниевые сплавы | |||
| Справочник | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология производства и свойства отливок и деформированных полуфабрикатов | |||
| - М.: Металлургия, 1978, с.109 | |||
| Колобнев И.Ф | |||
| и др | |||
| Справочник литейщика | |||
| Цветное литье из легких сплавов | |||
| - М.: Машиностроение, 1974, с.250-251 | |||
| ПРИСАДКА ДЛЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ | 0 |
|
SU330898A1 |
| 0 |
|
SU330899A1 | |
| Формовочная смесь для литья магниевых сплавов | 1990 |
|
SU1828418A3 |

