Изобретение относится к области порошковой металлургии, в частности к алюминиевым сплавам, и может быть использовано при получении полуфабрикатов из свариваемых алюминиевых сплавов системы Al-Zn-Mg.
Известен способ получения деформированных полуфабрикатов из газораспыленных порошков алюминиевых сплавов, полученных при средней скорости охлаждения расплава 103 К/с. Полученный порошок с частицами округлой формы помещают в металлические капсулы. Затем его подвергают дегазации с последующим горячим прессованием. Полуфабрикаты получают путем экструзии заготовки при температурах от 300 до 550°С (патент США №6056802).
Указанная скорость охлаждения расплава при получении порошков, присущая способу изготовления полуфабрикатов, использованному в патенте, существенно превышает скорость охлаждения при получении слитков. Однако она оказывается недостаточной и ограничивает возможности увеличения содержания легирующих элементов, уменьшения размера зерна сплава и, следовательно, дальнейшего повышения уровня прочности полуфабрикатов и сварных соединений сплава системы Al-Zn-Mg. Наряду с этим, округлая форма беспористых частиц по сравнению с пористыми частицами неправильной формы со сложным рельефом поверхности затрудняет консолидацию порошка. Округлая форма частиц также снижает возможности тонкого измельчения окисной пленки и соответственно участия последней в качестве тугоплавкой упрочняющей фазы в сплаве.
Известны попытки консолидации ленточек быстрозакристаллизованных алюминиевых сплавов, получаемых спиннингованием расплава (патент США №6331218). Расплав, приготовленный в высокочастотной индукционной печи, сливают в кварцевый металлоприемник с маленьким отверстием (диаметром от 0,2 до 0,5 мм) в днище, установленный над медным роликом. Под избыточным давлением аргона в металлоприемнике (0,07 МПа) происходит истечение расплава из отверстия в днище. Струю расплава разбрызгивает ролик, вращающийся со скоростью 4000 об/мин, с образованием 1 мм ленточек быстрозакристаллизованного сплава толщиной 20 мкм. Ленточки измельчают, дегазируют и подвергают горячей деформации. Однако чешуйчатая форма частиц ухудшает их консолидацию. Процесс трудоемкий, малопроизводительный, нетехнологичный и поэтому не получил промышленного применения.
Наиболее близким техническим решением является способ получения полуфабрикатов из гранул алюминиевых сплавов (патент России №2025216). Этот способ заключается в приготовлении расплава, его перегреве на 150-200°С, разбрызгивании расплава на гранулы со скоростью 0,5÷3,0 м/с, ступенчатой дегазации гранул и их последующей горячей деформации. При принятой скорости разбрызгивания расплава получают гранулы с соотношением площади поверхности к объему в пределах 0,75-2,0, закристаллизованные со скоростью от 0,5×103 до 2×103 К/с. Механические свойства сплава 01949 системы Al-Zn-Mg, полученного данным способом, следующие. Для основного материала предел прочности составляет σв=620 МПа, предел текучести - σ02=550 МПа, остаточное удлинение - δ=9,5%. Для сварного соединения прочность составляет σв=530 МПа.
Скорость охлаждения расплава от 0,5×103 до 2×103 К/с, присущая данному способу получения полуфабрикатов, ограничивает возможности повышения достигнутого в настоящее время уровня прочности полуфабрикатов и сварных соединений сплава системы Al-Zn-Mg при его использовании.
Задачей заявляемого изобретения является создание способа получения полуфабрикатов из свариваемых сплавов системы (базового состава) Al-Zn-Mg с обеспечением уровня механических свойств, превосходящих уровень, достигнутый для сплавов данной системы и их сварных соединений, расширения технологических возможностей применения этих сплавов, повышения экономичности производства.
Решение поставленной задачи достигается тем, что по способу изготовления полуфабрикатов из свариваемого сплава на основе алюминия, который включает приготовление алюминиевого расплава, его перегрев на 150÷200°С, диспергирование расплава, дегазацию полученного закристаллизованного диспергированного сплава с последующей его горячей деформацией, гравитационную струю расплава диспергируют высоконапорными струями водного раствора ингибиторов из группы слабых электролитов, в частности используют водный раствор метановой кислоты с концентрацией от 5×10-6 до 3×10-4 моль/л. При этом уровень водородного показателя водного раствора ингибиторов регулируют в пределах от 3,0 до 5,0, образующуюся пульпу получают с температурой в пределах от 15 до 25°С, содержащийся в ней порошок гидроклассифицируют с отделением заданных по крупности фракций частиц, которые затем подвергают дегидратации. Получают порошки быстрозакристаллизованных сплавов, охлажденные со скоростью около 106 К/с. Порошки имеют неправильную форму со сложным рельефом поверхности с неравномерной толщиной окисной пленки, с частицами, 30-60% поверхности которых покрыто трехмерными островками окисной пленки толщиной 40÷50 монослоев, а остальная поверхность покрыта окисной пленкой толщиной до 4÷5 монослоев.
Порошки предназначены для получения полуфабрикатов алюминиевых сплавов, используемых в качестве сварных конструкций.
Сравнение заявляемого решения с известными техническими решениями по способам получения полуфабрикатов свариваемых алюминиевых сплавов показывает, что известные технические решения не содержат указанные отличительные признаки заявляемого способа.Диспергирование гравитационной струи расплава струями водного раствора ингибитора обеспечивает охлаждение расплава со скоростью, превышающей предельную скорость для наиболее близкого известного технического решения 2×103 К/с на 1÷2 порядка величин. В известном техническом решении возрастание скорости разбрызгивания расплава на гранулы позволяет уменьшить их размер и, соответственно, скорость охлаждения расплава. Однако одновременно при температуре сплава, близкой к температуре его плавления, происходит увеличение реакционной поверхности гранул, находящейся в квадратичной зависимости от их диаметра. Это приводит к превышению нормируемой в изобретении предельной величины показателя отношения площади поверхности гранул к их объему, равной 2, что сопровождается недопустимым повышением концентрации оксида алюминия в полуфабрикатах.
Процесс диспергирования расплава в заявленном способе отличается от известного, наиболее близкого к нему технического решения тем, что охлаждение расплава происходит в момент его диспергирования в результате встречи гравитационной струи расплава со струей воды, в то время как в известном решении первоначально происходит разбрызгивание расплава под действием центробежной силы, после чего разлетающиеся частицы встречаются с поверхностью охлаждающей среды. Расчеты показывают, что этого промежутка времени в известном варианте оказывается достаточно для образования окисной пленки на поверхности частиц. Так, по конструктивным возможностям расстояние от места образования капель расплава до их встречи с поверхностью охлаждающей среды при разбрызгивании в воду не может быть меньше 50 мм (Б.И.Бондарев и Ю.В.Шмаков. Технология получения быстро закристаллизованных алюминиевых сплавов, М.: ВИЛС, 1997). Тогда время движения капель до встречи с водой с предельно нормируемой в известном решении скоростью 3 м/с составит 1,7×10-2 с. Время, необходимое для образования окисной пленки толщиной 1 мкм в температурном интервале 720-920°С, определяется по эмпирической формуле (статья W.Hehn und E.Fromm. "Aluminium", 1988, Bd. 64, №2, S. 180-185):
τ=2×10-3pa/p,
где τ - время образования окисной пленки в секундах,
р, ра - давление воздушной среды в грануляторе и атмосферное давление соответственно.
При наличии атмосферного давления в грануляторе время образования окисной пленки t=2×10-3c. Таким образом, образование окисной пленки толщиной 1 мкм (4000 монослоев) на поверхности гранул происходит на один порядок величин быстрее, чем гранулы достигают охлаждающей поверхности.
Высокие скорости охлаждения расплава и, соответственно, кристаллизации, достигаемые в заявляемом способе изготовления полуфабрикатов, обеспечивают возможность получения материалов с высокодисперсной микроструктурой, с выделениями упрочняющих фаз метастабильных интерметаллидных соединений с размерами вторичных дисперсоидов от 1 нм до 4÷5 им и таким путем позволяют повысить прочностные характеристики полуфабрикатов и сварных соединений.
Одновременно высокие скорости охлаждения расплава обеспечивают снижение окисления алюминия в процессе диспергирования расплава. Диспергирование расплава струями водного раствора ингибиторов из группы слабых электролитов, регулирование уровня водородного показателя воды в пределах от 3,5 до 5,0 и температуры образующейся пульпы в пределах от 15 до 25°С предотвращают окисление порошков во влажном состоянии при последующих технологических операциях по их получению. При этом также обеспечивается взрывобезопасность процесса благодаря переводу сплава в пассивное состояние, что исключает реакционное взаимодействие алюминиевых порошков с водой с образованием водорода.
Осуществление гидроклассификации пульпы с выделением фракций частиц заданной крупности позволяет избежать трудоемкий сопровождающийся пылевыделениями процесс классификации всей массы высушенного порошка и в результате обеспечить снижение трудоемкости и соответственно повышение экономичности.
Особенности морфологии поверхности частиц и окисной пленки благоприятствуют консолидации порошков и более тонкому измельчению окисной пленки при деформации частиц, образующей упрочняющие тугоплавкие фазы в матрице сплава. Такие фазы не коагулируют при нагревах, обеспечивая повышение стабильности свойств при технологических нагревах.
Изобретение иллюстрируется чертежами, которые объясняют, но не ограничивают объем притязаний.
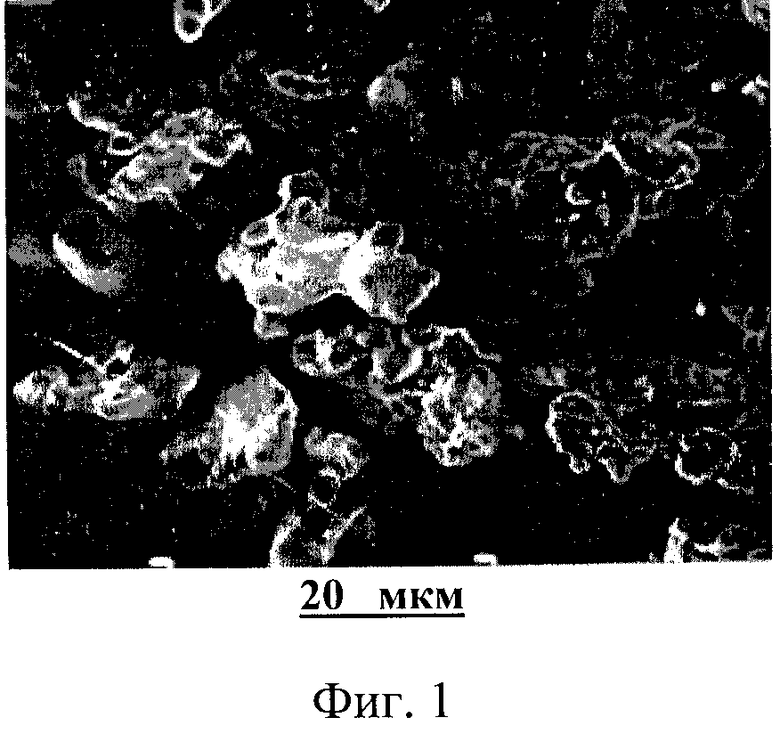
Фиг.1 - морфология поверхности частиц мельче 63 мкм водораспыленного порошка, микрофотография в сканирующем электронном микроскопе (СЭМ);
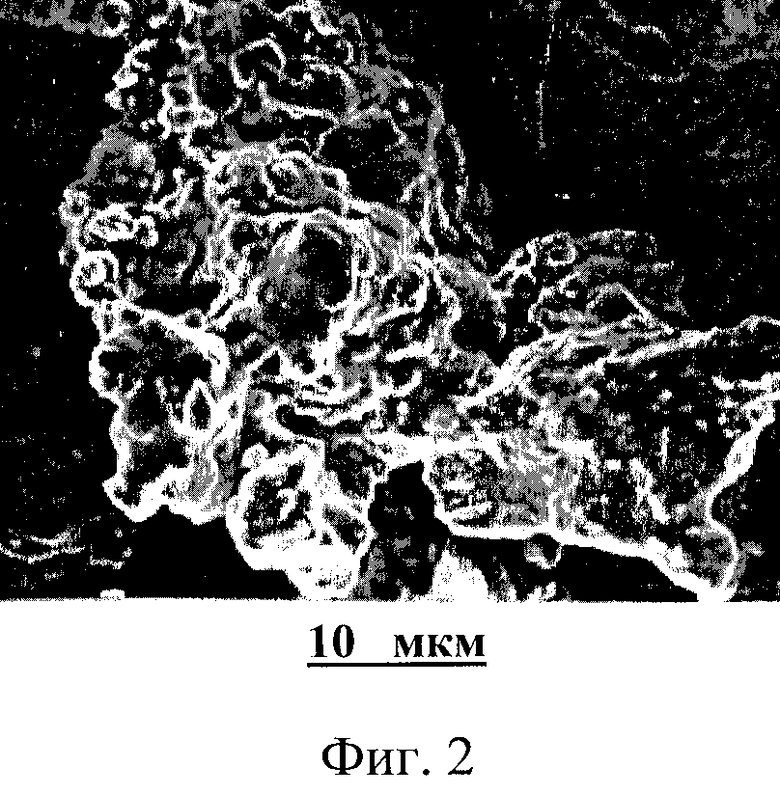
фиг.2 - морфология поверхности отдельной частицы, микрофотография в СЭМ;
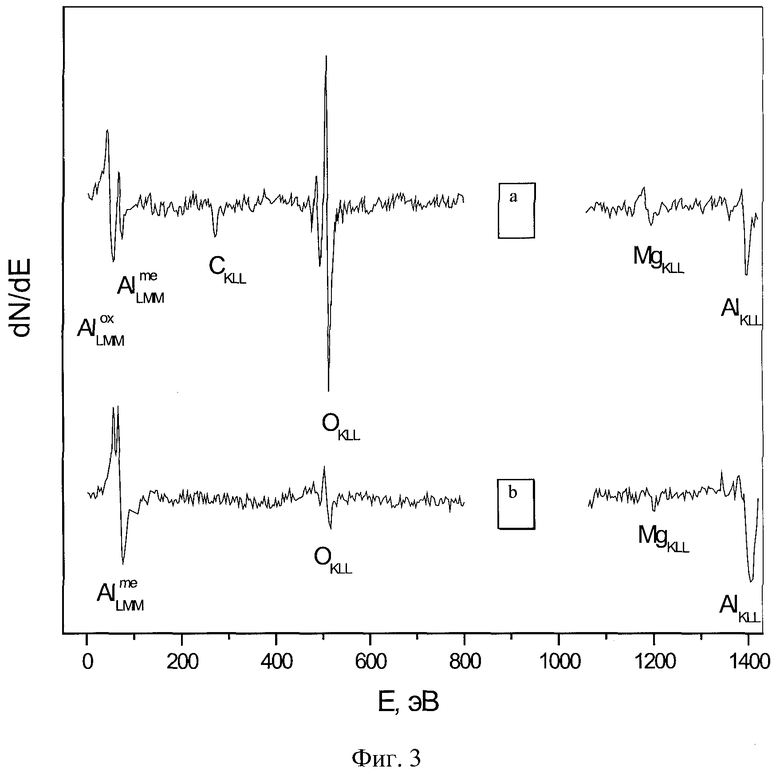
фиг.3 - характерные оже-спектры, отснятые с поверхности частицы водораспыленного порошка до (а) и после (b) удаления поверхностного окисла с помощью ионного травления;
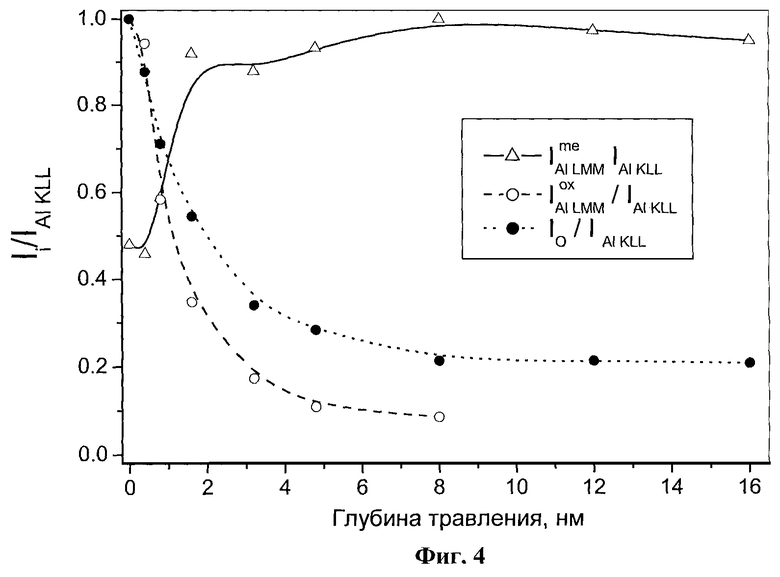
фиг.4 - относительная интенсивность окисленной и металлической компонент оже-пика алюминия серии LMM и пика кислорода серии KLL, нормированные на интенсивность пика алюминия серии KLL, в функции глубины ионного травления;
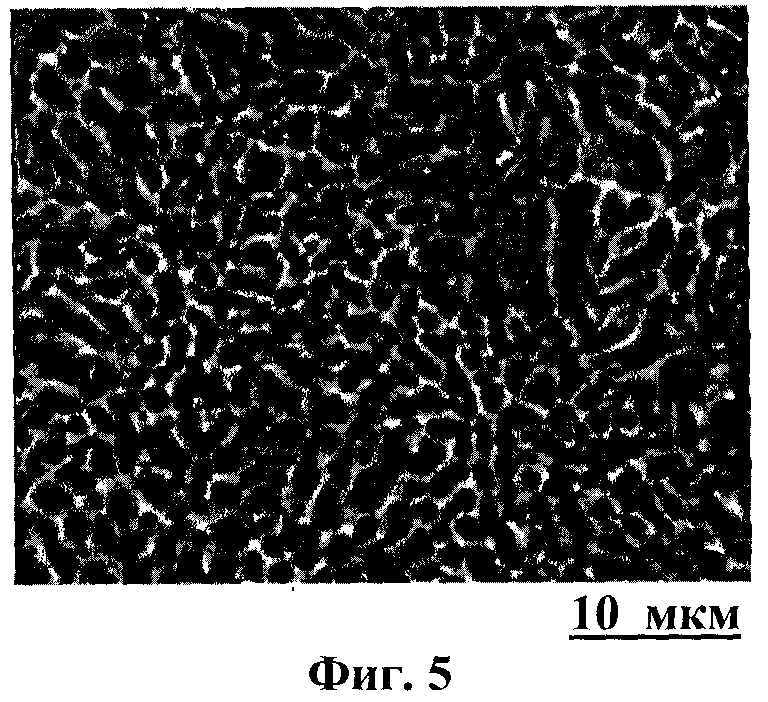
фиг.5 - микроструктура отдельной частицы водораспыленного порошка в сечении холодноспрессованного брикета, микрофотография в СЭМ;
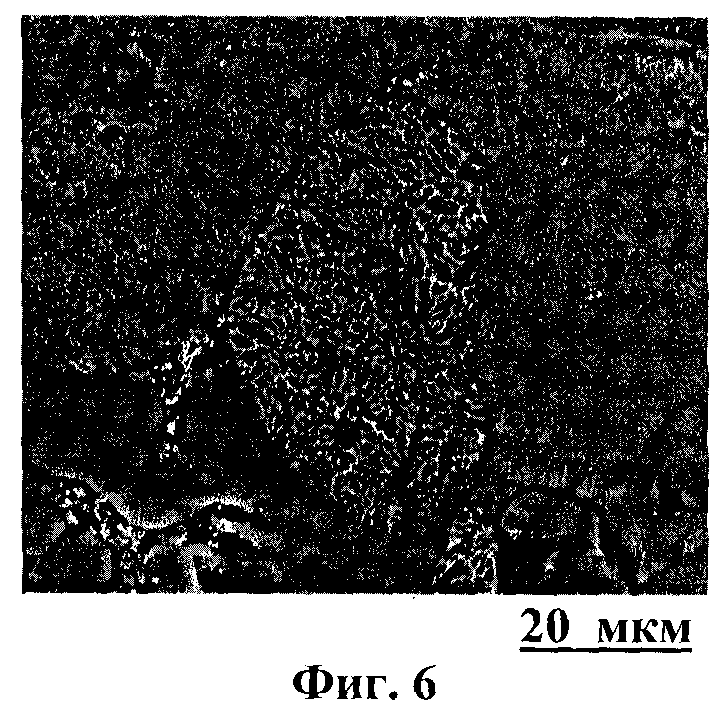
фиг.6 - микроструктура частиц водораспыленного порошка в сечении холодноспрессованного брикета, СЭМ;
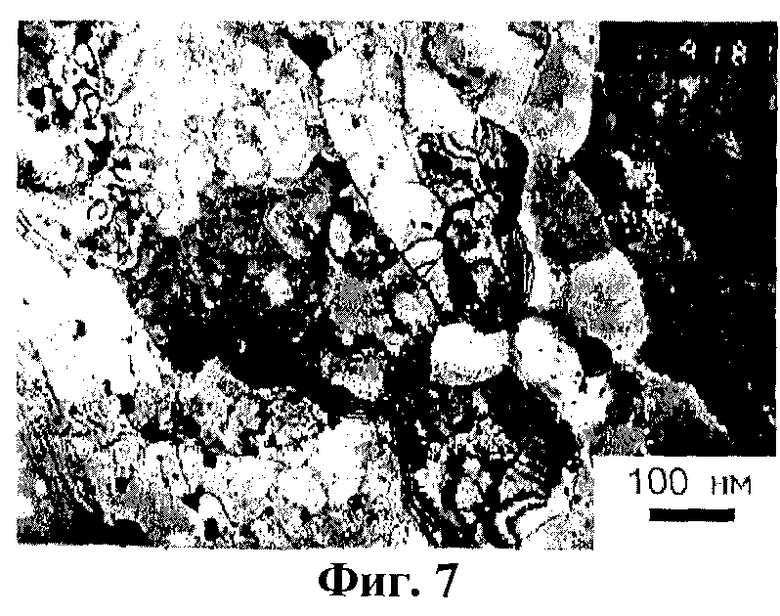
фиг.7 - микроструктура экструдированной полосы в продольном сечении, микрофотография в просвечивающем электронном микроскопе (ПЭМ);
фиг.8 - микроструктура экструдированного прутка в продольном сечении, микрофотография в СЭМ.
Примеры осуществления способа
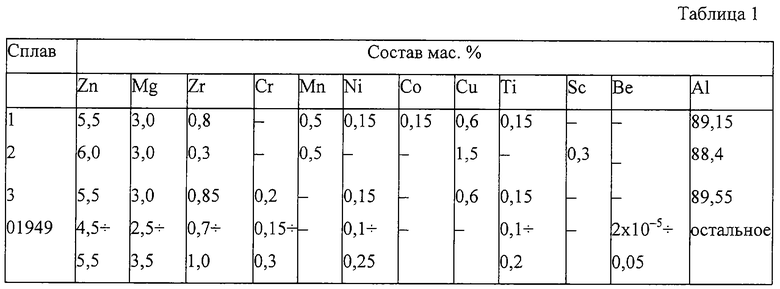
Заявляемый способ осуществили на сплавах, составы которых приведены в табл. 1. Примеры 1, 2 и 3 соответствуют заявляемому способу изготовления полуфабрикатов. При этом пример 3 получен при запредельных параметрах водного раствора ингибитора. Пример с составом 01949 - наиболее близкий по техническому решению и достигаемому эффекту к заявляемому решению.
Сплав каждого состава приготавливали из шихты, составленной из алюминия и лигатур на основе алюминия с легирующими элементами, в индукционной печи. Расплав перегревали на 150-200°С выше температуры ликвидуса каждого сплава и сливали в металлоприемник. Гравитационную струю расплава, истекающую из металлоприемника, диспергировали под напором 10 МПа струями водного раствора ингибитора из группы слабых электролитов - метановой кислоты с концентрацией от 5×10-7 до 4,5×10-3 моль/л. Удельный расход водного раствора ингибитора с температурой 7÷8°С, подаваемого под давлением 10 МПа на диспергирование расплава, составлял 20÷25 кг на 1 кг расплава. Уровень водородного показателя рН регулировали в пределах от 3,0 до 5,0.
Интенсивность газовыделения служила показателем, характеризующим процесс окисления порошков в воде и оценивающим также взрывоопасность процесса. Уровень водородного показателя рН и температуру образующейся пульпы выбирали на основании данных, характеризующих процесс окисления порошков при длительном взаимодействии с водой и приведенных в табл. 2.
Реакция порошков с водой протекает пассивно в интервале значений рН от 3,5 до 5,0 при температурах от 15 до 25°С (опыты 2/1-7/1 и 11/3-15/3). В течение первого часа реакционного времени при всех режимах газ не выделяется. При рН 3,5÷4,0 и температурах 25°С и ниже газ не выделяется первые 72 часов, а затем выделения газа очень низкие (опыты 3/1, 11/3, 12/3). Повышение рН до 6,0 приводит к бурному протеканию реакции (8/1 и 16/3), усиливающемуся с повышеним температуры до 30°С (опыт 17/3). Полученные данные о макроскопической кинетике газовыделений дают основания для выбора оптимальных значений пределов рН и температур, соответственно рН от 3,5 до 5,0 и температур от 15 до 25°С. Излишне понижать граничные значения контролируемых параметров, т.к. это привело бы к неоправданному увеличению затрат на охлаждение воды и на ингибиторы.
Уровень рН и температуру пульпы контролировали путем регулирования концентрации ингибитора в водном растворе, температуры водного раствора и его удельного расхода на диспергирование расплава.
Содержащийся в пульпе порошок гидроклассифицировали с выделением частиц мельче 63 мкм. Выделенную фракцию порошка подвергали дегидратации и сушке под вакуумом. Дегазацию высушенного порошка, предварительно скомпактированного в сырые прессовки с пористостью 30÷40%, осуществляли в горячем состоянии под вакуумом 10-3 мм рт.ст. последовательно при трех температурах: 110, 250 и 450°С. Общее время выдержки 120 мин. По окончании дегазации прессовки компактировали с нагревом до температуры 450°С до плотности 99,0÷99,6%. Затем консолидированные заготовки подвергали горячей экструзии и получали полуфабрикаты в виде прутка и полосы. Полосы сваривали аргонодуговой сваркой. Прутки закаливали после 1 ч выдержки при температуре 465°С и подвергали старению в режиме 120°С 24 ч (состояние Т1). Полосы закаливали после 1 ч выдержки при температуре 470°С и старили в течение 20 ч при температуре 120°С.
Получили водораспыленные порошки с характерной неправильной формой частиц (фиг.1) и сложным рельефом поверхности частиц (фиг.2).
Толщина окисной пленки на поверхности частиц порошков, полученных заявленным способом, изучена методом оже-электронной спектроскопии. О наличии на поверхности пленки окиси алюминия свидетельствует наблюдаемый в спектре сигнал от окисленной компоненты пика алюминия (оже-пик  присутствует на фиг.3). Толщина пленки окиси алюминия на части поверхности частиц порошка не превышает 1,6 нм (4÷5 монослоев), что доказывается наличием в оже-спектре сигнала от металлической компоненты пика алюминия (оже-пик
присутствует на фиг.3). Толщина пленки окиси алюминия на части поверхности частиц порошка не превышает 1,6 нм (4÷5 монослоев), что доказывается наличием в оже-спектре сигнала от металлической компоненты пика алюминия (оже-пик  присутствует на фиг.3). На оставшейся части поверхности формируются трехмерные оксидные островки, что следует из характера кривых ионного травления на фиг.4, а именно интенсивности пиков кислорода и окисленной компоненты пика алюминия резко снижаются, а интенсивность металлической компоненты пика алюминия возрастает с началом ионного травления. Однако при дальнейшем травлении полностью удалить окисленный компонент пика алюминия и пик кислорода не удается, что указывает на наличие на части поверхности частиц трехмерных оксидных островков (фиг.4). Интенсивность остаточных пиков алюминия и кислорода зависит от степени покрытия поверхности частиц оксидными островками, которые занимают от 30 до 60% поверхности частиц.
присутствует на фиг.3). На оставшейся части поверхности формируются трехмерные оксидные островки, что следует из характера кривых ионного травления на фиг.4, а именно интенсивности пиков кислорода и окисленной компоненты пика алюминия резко снижаются, а интенсивность металлической компоненты пика алюминия возрастает с началом ионного травления. Однако при дальнейшем травлении полностью удалить окисленный компонент пика алюминия и пик кислорода не удается, что указывает на наличие на части поверхности частиц трехмерных оксидных островков (фиг.4). Интенсивность остаточных пиков алюминия и кислорода зависит от степени покрытия поверхности частиц оксидными островками, которые занимают от 30 до 60% поверхности частиц.
Особенности морфологии поверхности частиц и окисной пленки благоприятствуют консолидации порошков и более тонкому измельчению окисной пленки при деформации частиц, образующей упрочняющие тугоплавкие фазы в матрице сплава.
Микроструктура частиц полученного порошка показана на микрофотографиях на фиг.5 и фиг.6. Размеры зерен субдендритной (фиг.5) и недендритной (фиг.6) структур находятся приблизительно в пределах от 2,0 до 0,4 мкм.
Экструдированные полуфабрикаты в виде полосы 10×40 мм2 (фиг.7) и 6-мм прутка (фиг.8) после термообработки в состоянии Т1 имеют ячеистую дислокационную структуру с размерами ячеек около 100 нм. Высокая разориентировка ячеек также способствует повышению прочности полуфабрикатов.
Скорость охлаждения расплава определяли по величине дендритного параметра, который соответствует среднему размеру дендритного зерна (В.И.Добаткин, В.И.Елагин, В.М.Федоров. Быстрозакристаллизованные алюминиевые сплавы, М.: ВИЛС, 1995) и определяется по следующей формуле:

где α - постоянная, принимаемая для высокопрочных алюминиевых сплавов α=100;
n=0.37 - средняя величина постоянной n согласно Рис.2.1 (статья Г.И. Эскина в журнале Технология легких сплавов, 2000, №2, с.17-25);
d - дендритный параметр, мкм.
Скорость охлаждения расплава для частиц с размерами зерен 0,4 и 2,0 мкм составляет соответственно 3,2×106 и 105 К/с и превышает предельную скорость для наиболее близкого известного технического решения, равную 2×103 К/с, на 2 порядка величин. Это создает основу для получения полуфабрикатов с более высоким уровнем прочностных характеристик.
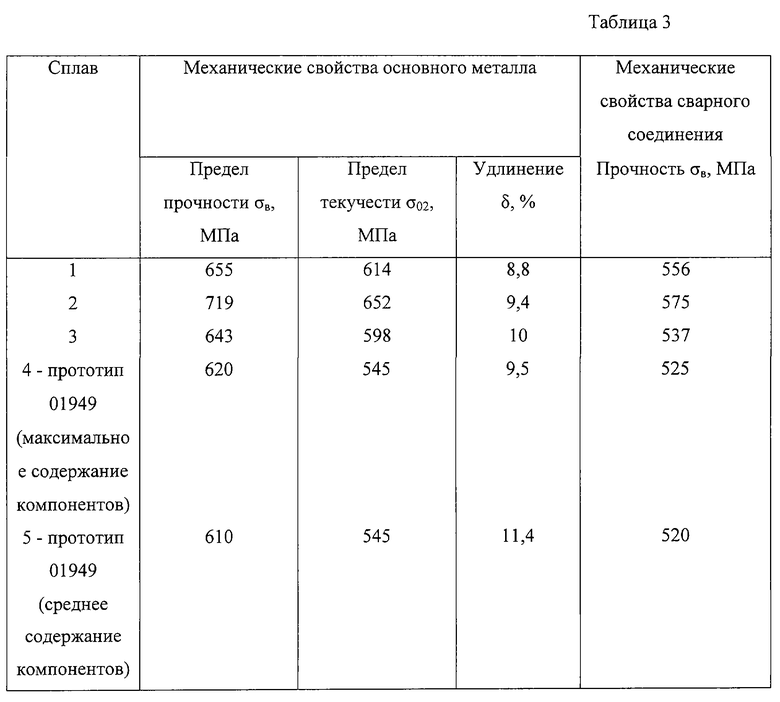
В табл. 3 приведены прочностные свойства полуфабрикатов и сварных соединений, изготовленных в соответствии с заявляемым способом, и полуфабрикатов близкого состава, полученных с использованием наиболее близкого по техническому решению и достигаемому эффекту способа.
Полуфабрикаты 1 и 2 получены из водораспыленных порошков с медианным диаметром частиц 40÷50 мкм, изготовленных в соответствии с предлагаемыми условиями их приготовления. Образец 3 получен при запредельных параметрах водного раствора ингибитора: рН 6,0 и при температуре образующейся суспензии 28°С. Данные о полуфабрикатах 4 и 5 по прототипу представлены соответственно с максимальным и средним содержанием компонентов.
Прочность полуфабриката 3 ниже, чем прочность полуфабрикатов 1 и 2, так как он получен из порошков, изготовленных при запредельных значениях параметров водного раствора ингибитора.
Результаты испытаний, представленных в табл. 3, показывают, что по прочности сварного соединения полуфабрикаты, изготовленные по заявляемому способу, превосходят известные на 50÷55 МПа, по пределу прочности основного материала на 100-109 и пределу текучести на 107 МПа.
Таким образом, введение новых технологических операций, раскрытие и использование новых неочевидных их свойств в условиях предложенного способа обеспечивают решение поставленной задачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| АЛЮМИНИЕВЫЙ СПЛАВ | 2003 |
|
RU2251585C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ, ГРАНУЛ И БРИКЕТОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ЕГО ОСУЩЕСТВЛЕНИЮ | 1997 |
|
RU2122926C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2078427C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2084313C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК (ПОЛУФАБРИКАТОВ) ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2604284C1 |
| Дезинтеграторная установка | 1981 |
|
SU1044328A1 |
| Роторный таблеточный пресс | 1980 |
|
SU897586A1 |
| Смеситель | 1980 |
|
SU886957A1 |
| Способ получения железного порошка | 1975 |
|
SU511143A1 |
| Загрузочное устройство (его варианты) | 1980 |
|
SU965925A1 |

Изобретение относится к области порошковой металлургии, в частности к способу изготовления полуфабрикатов из алюминиевых сплавов системы Al-Zn-Mg, предназначенных преимущественно для сварных конструкций. В предложенном способе, включающем приготовление алюминиевого расплава, его перегрев на 150-200°С, диспергирование расплава, дегазацию полученного закристаллизованного диспергированного сплава с последующей его горячей деформацией, согласно изобретению расплав диспергируют струями водного раствора ингибиторов из группы слабых электролитов с получением закристаллизованного диспергированного сплава в виде порошка, при этом регулируют уровень водородного показателя рН водного раствора ингибиторов в пределах от 3,5 до 5,0, а температуру образующейся пульпы в пределах от 15 до 25°С. Полуфабрикаты, изготовленные по заявляемому способу, по прочности сварного соединения превосходят известные на 50-55 МПа, по пределу прочности основного материала на 110-109 и пределу текучести на 107 МПа. 7 з.п. ф-лы, 8 ил., 3 табл.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2025216C1 |
| и др | |||
| Спеченные материалы из алюминиевых порошков | |||
| - М.: Металлургия, 1993, с.40-42. | |||

