Изобретение касается устройства для скручивания стеклянного жгута, образованного, в частности, волокнами из стекла, поступающими непосредственно из фильеры. Эта фильера может быть каким угодно образом запитана либо стеклянными шариками или кусочками стекла других форм (способ формирования волокон путем переплавки), либо расплавленным стеклом, поступающим непосредственно из печи (способ формирования волокон при помощи непосредственной варки стекла). В данном случае используемое стекло может представлять собой стекло типа Е, стекло типа С или стекло любого другого химического состава, пригодное для изготовления из него волокон.
Известное устройство типа того, которое частично описано в патентном документе ЕР 0928840, имеет в своем составе цилиндр вытягивания, который располагается, по существу, вертикально под фильерой и вокруг которого наматываются в форме слоя волокна стекла, опускающиеся из упомянутой фильеры, систему прядения, преобразующую слой волокон в жгут, и мотальную машину, предназначенную для наматывания жгута.
Упомянутая система прядения содержит поворотную раклю или инструмент, предназначенный для скобления, которая имеет возможность входить в упорный контакт с поверхностью упомянутого цилиндра для того, чтобы отсоединить упомянутые волокна от этого цилиндра после его поворота примерно на 270°, и вытянутый элемент конической формы, параллельный оси вращения упомянутого цилиндра, располагающийся выше этого цилиндра и содержащий продольное отверстие, которое располагается в непосредственном продолжении ракли и при помощи которого направляются волокна после их отделения от цилиндра, причем сквозь упомянутый вытянутый элемент от одного его конца до другого центральным образом проходит нить сердечника, вокруг которой наматываются в форме жгута волокна, снимаемые с упомянутого цилиндра. Этот жгут выходит из открытого конического конца упомянутого вытянутого элемента для того, чтобы затем быть намотанным на мотальную машину, располагающуюся сбоку от этого вытянутого элемента. В этом патентном документе центральная нить или нить сердечника изготовлена из пластического материала и используется для того, чтобы придать создаваемому композитному жгуту более высокую прочность на растяжение, чем прочность жгута, образованного одними только стеклянными волокнами.
Об этом не сказано в упомянутом выше патентном документе, но тем не менее известным образом предпочтительно предусмотреть в таком устройстве из существующего уровня техники использование устройства предварительного прядения, которое располагается перед основной системой прядения, по существу, под углом 180° по отношению к направлению подачи волокон на цилиндр вытягивания. Таким образом, размещение упомянутой системы предварительного прядения предполагается позади упомянутого цилиндра, причем его передняя часть определяется местом наложения волокон на этот цилиндр. В приведенном ниже описании термины "спереди" и "сзади" определяются по отношению к направлению вытягивания волокон из упомянутой фильеры на упомянутый цилиндр.
Упомянутая выше система предварительного прядения приводится в действие, по существу, в момент начала вытягивания волокон в процессе увеличения скорости вращения цилиндра. Подача волокон до системы прядения замкнута накоротко, исключая таким образом намотку, которая будет представлять в своей начальной части жгут с текстильным номером, не соответствующим номеру, предусмотренному нормами.
Система предварительного прядения снабжена поворотной раклей, которая имеет возможность входить в упор в цилиндр вытягивания, и барабаном, снабженным внутренним стержнем для наматывания волокон. Когда эта система предварительного прядения находится в действии, упомянутая ракля предварительного прядения отделяет слой волокон перед его подачей на раклю прядения, причем волокна будут наматываться вокруг стержня барабана предварительного прядения. Ракля предварительного прядения отводится от цилиндра вытягивания после того как скорость вращения цилиндра достигнет режима, устанавливающего требуемый диаметр волокон.
Для того чтобы устранить слишком большое накапливание волокон вокруг стержня барабана предварительного прядения, оператор должен осуществлять извлечение этих волокон позади цилиндра; однако одновременно оператор должен будет иметь возможность следить спереди от этого цилиндра за каждым случайным обрывом волокон, поступающих из фильеры, чтобы устранить его немедленным вмешательством. Таким образом, при запуске устройства наматывания или в процессе повторного запуска наматывания после обрыва волокон, по существу, необходимо присутствие двух операторов, а именно одного оператора, который должен находиться позади цилиндра вытягивания для того, чтобы вручную помогать извлечению барабана предварительного прядения, тогда как другой оператор находится спереди от цилиндра для того, чтобы следить за вытягиванием волокон.
В то же время существующее устройство оказывается слишком громоздким для того, чтобы обеспечить возможность интеграции нескольких таких устройств, располагающихся рядом друг с другом, в установку прямого плавления или варки стекла.
Техническая задача данного изобретения состоит в том, чтобы устранить эти недостатки и предложить устройство намотки стеклянной нити, функционирование которого обеспечивает снижение доли ручного труда и повышение производительности.
Другая техническая задача предлагаемого изобретения состоит в том, чтобы уменьшить габаритные размеры устройства прядения и обеспечить возможность вставления одного или нескольких таких устройств в установку формирования волокон путем непосредственного плавления, размеры которой задаются различными техническими и экономическими условиями.
Поставленная задача в устройстве для получения намотки, по меньшей мере, одного жгута стеклянных волокон на основе множества волокон на мотальную машину, содержащем цилиндр вытягивания, вокруг которого волокна наматываются в форме слоя;
систему прядения, которая содержит, с одной стороны, убираемую раклю прядения, которая имеет возможность входить в упор в поверхность цилиндра таким образом, чтобы отделять от нее волокна, и снабжена поверхностью скольжения, а с другой стороны, элемент приема волокон, отделенных при помощи этой ракли;
средства направления волокон в упомянутый элемент приема и вплоть до мотальной машины уже в форме жгута;
систему предварительного прядения для волокон, предназначенных для отбраковки, причем эта система предварительного прядения снабжена барабаном предварительного прядения и раклей предварительного прядения, способной приподнять волокна от цилиндра вытягивания для того, чтобы они были наброшены на упомянутый барабан, согласно изобретению решается тем, что упомянутая система предварительного прядения располагается позади упомянутой системы прядения и в непосредственной близости от места подачи волокон на упомянутый цилиндр.
Таким образом, эта система предварительного прядения располагается перед цилиндром, причем одного оператора достаточно для управления и контроля функционирования данного устройства. Такое расположение перед цилиндром вытягивания обладает также тем преимуществом, что необходимо размещать и управлять только одним колодцем для отходов стекла, который принимает одновременно оборванные волокна, поступающие из фильеры, и волоконную путанку, которая образуется вокруг стержня барабана предварительного прядения.
В соответствии с одной из характеристик предлагаемого изобретения приемный элемент системы прядения содержит донную часть, присоединенную встык к поверхности скольжения ракли, заднюю стенку, обладающую цилиндрической вогнутостью с продольной осью, параллельной оси вращения цилиндра, и продольное отверстие на лицевой стороне. Предпочтительным образом упомянутый приемный элемент жестко связан с раклей прядения и устроен таким образом, чтобы его донная часть и поверхность скольжения ракли были компланарными, причем перемещение этой ракли против поверхности цилиндра реализуется путем поворота системы прядения.
Предпочтительным образом донная часть упомянутого приемного элемента и поверхность скольжения ракли выполнены гофрированными для того, чтобы способствовать скольжению волокон.
В соответствии с другой характеристикой предлагаемого изобретения в приемном элементе системы прядения предусмотрены направляющие средства, предназначенные для пересечения этого элемента от одной его стороны до другой вдоль диагональной линии, проходящей от нижнего переднего конца продольного отверстия до верхней боковой точки данного приемного элемента. Эти направляющие средства чаще всего представляют собой тянущую нить, которая может быть изготовлена, например, из стекла или из термопластического материала. Эта тянущая нить может быть либо обрезана после повторного запуска, либо сохранена внутри жгута, образуя в этом последнем случае нить сердечника для формируемого жгута, которая увеличивает его прочность на растяжение.
Предпочтительным образом трубка Вентури, способная всасывать тянущую нить, располагается таким образом, чтобы выбрасывать нить в приемный элемент системы прядения. Предпочтительным образом гильотинные ножницы связаны с выходом этой трубки Вентури для того, чтобы обрезать упомянутую тянущую нить после начала наматывания данного жгута.
В соответствии с еще одной характеристикой предлагаемого изобретения вращающееся кольцевое устройство предусмотрено на выходе из приемного элемента системы прядения в направлении мотальной машины для того, чтобы отклонять данный жгут. Точно позади этого кольцевого устройства размещено сопло вдувания воздуха, перед которым проходит данный жгут для того, чтобы завершить его заглаживание.
Специально предусмотренные средства промасливания располагаются соответственно перед местом укладки волокон на цилиндр и перед системой прядения для того, чтобы смазать соответственно поверхность цилиндра перед укладкой на нее волокон и сами эти волокна перед их отделением от цилиндра, что позволяет обеспечить промасливание этих волокон по всей их наружной периферийной поверхности.
И наконец, может оказаться предпочтительным, чтобы данное устройство имело в своем составе, по меньшей мере, две системы прядения, располагающиеся перед устройством предварительного прядения и способные функционировать вместе или раздельно. Каждая система прядения в этом случае содержит раклю прядения, ширина лезвия которой частично соответствует ширине цилиндра и дополняет ширину лезвия другой ракли таким образом, чтобы отделять и разделять слой волокон на две части.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания примеров его реализации, где даются ссылки на приведенные в приложении чертежи, среди которых:
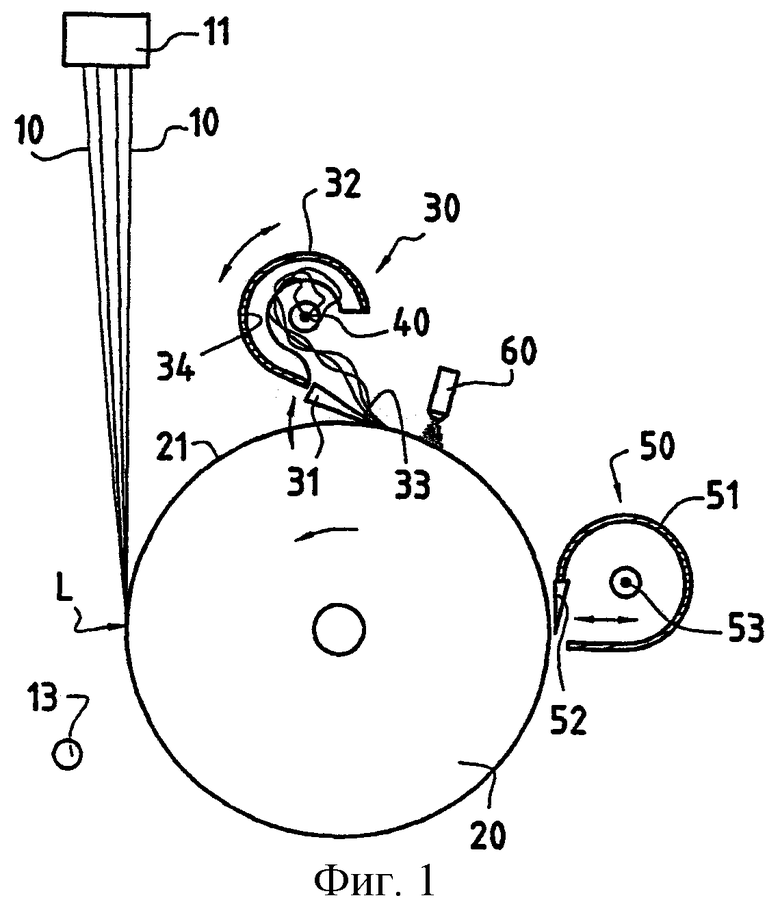
- фиг.1 представляет собой схематический вид в разрезе и сбоку, иллюстрирующий устройство в соответствии с уровнем техники;
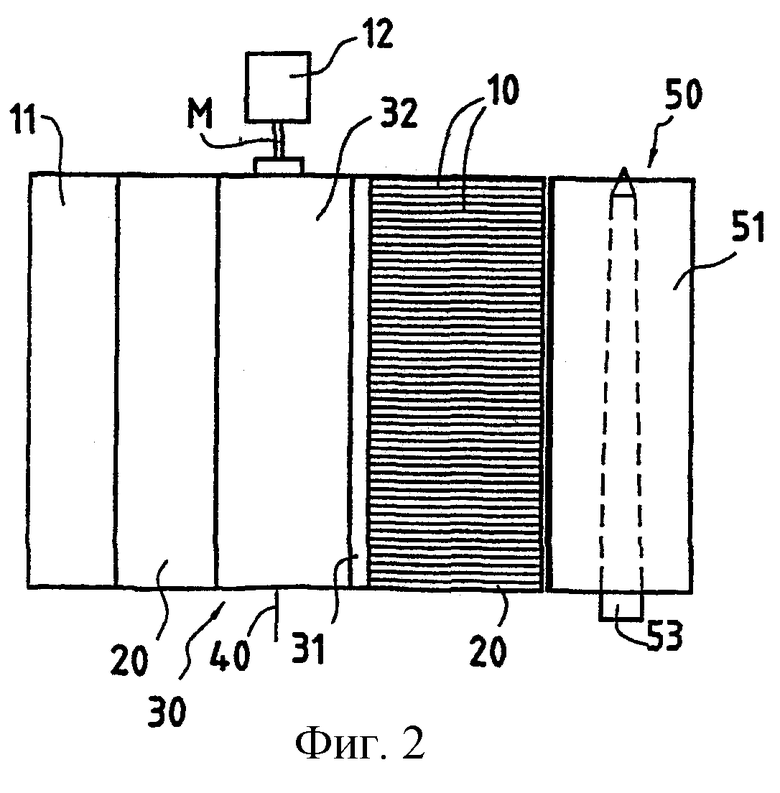
- фиг.2 представляет собой схематический вид сверху устройства по фиг.1;
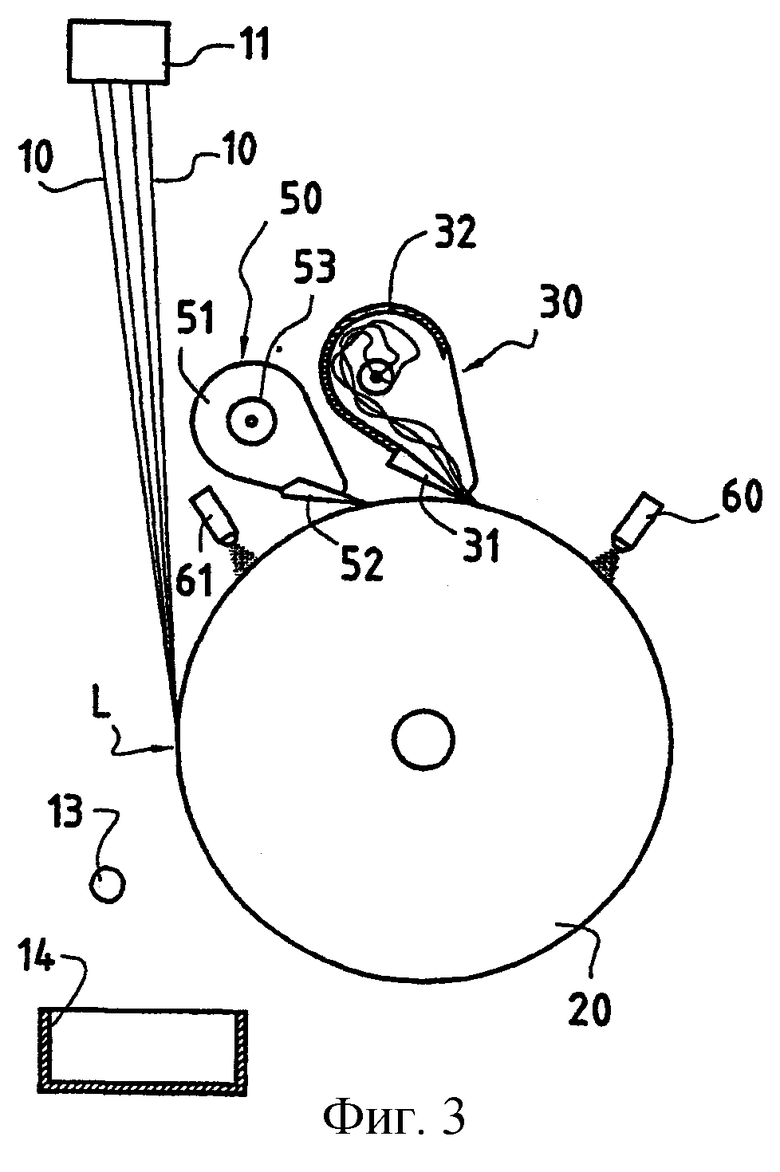
- фиг.3 представляет собой схематический вид в разрезе и сбоку, иллюстрирующий устройство согласно изобретению;
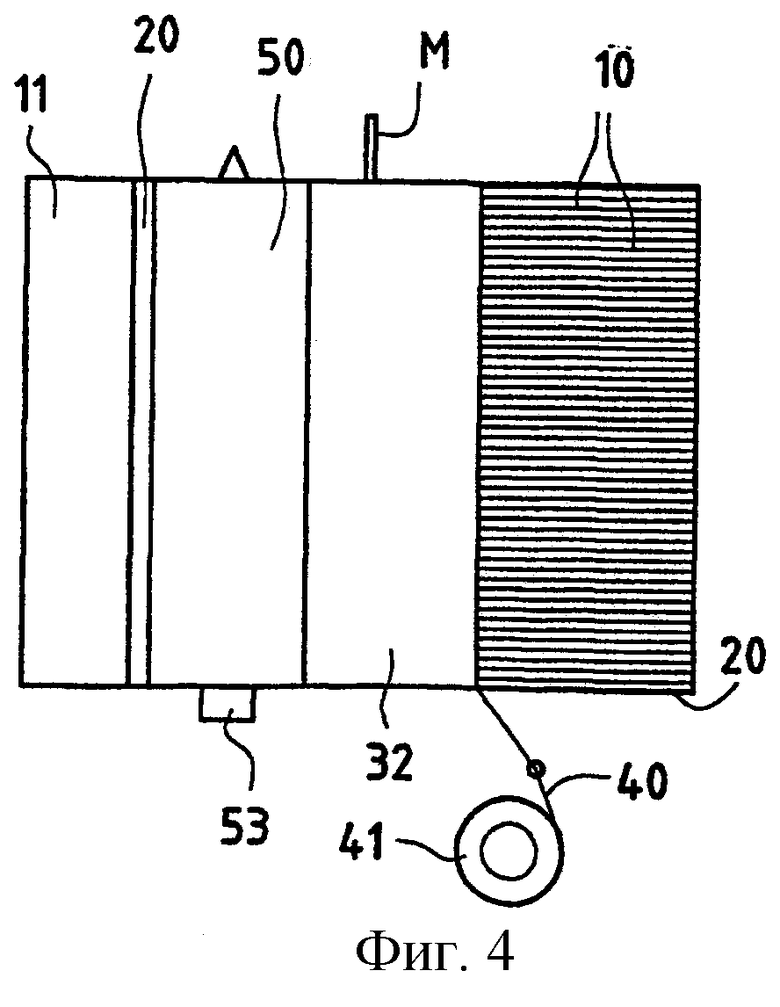
- фиг.4 представляет собой схематический вид сверху устройства по фиг.3;
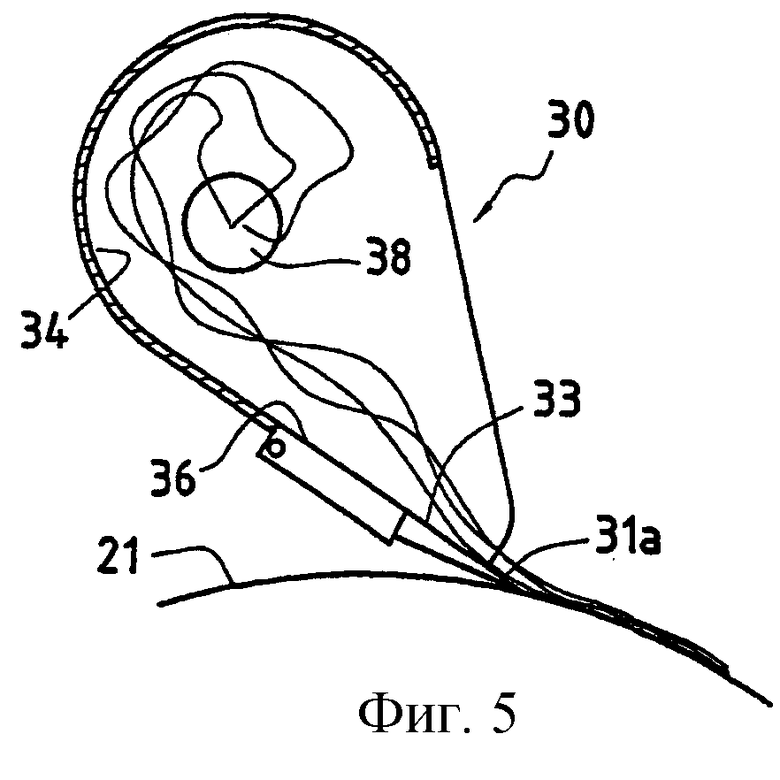
- фиг.5 представляет собой увеличенный схематический вид системы прядения по фиг.3;
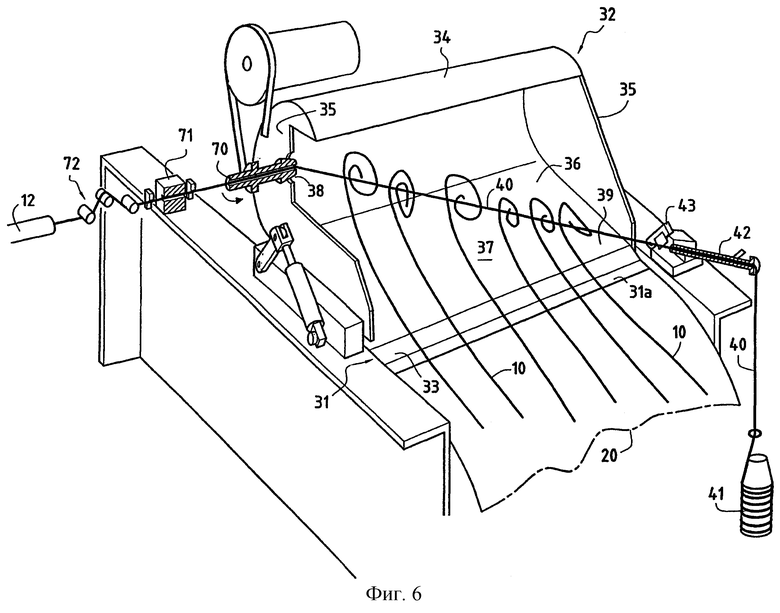
- фиг.6 представляет собой схематический перспективный вид системы прядения данного устройства;
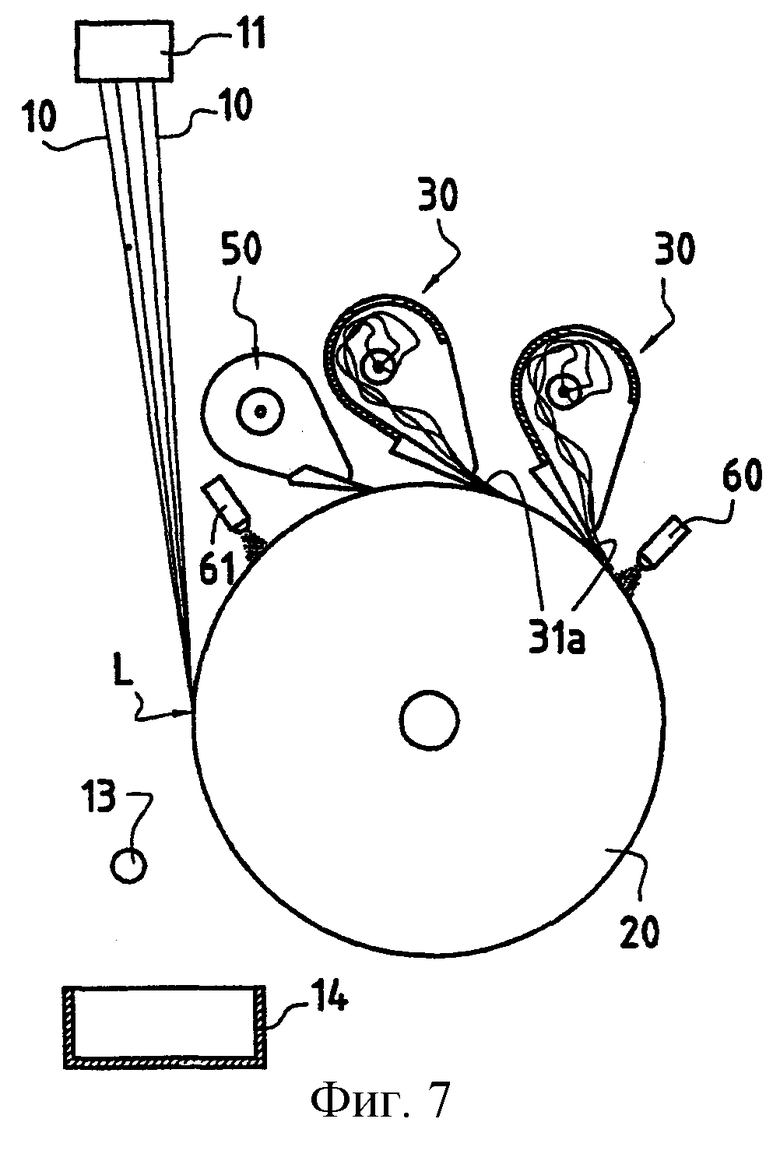
- фиг.7 представляет собой схематический вид в разрезе и сбоку, иллюстрирующий вариант реализации устройства согласно изобретению;
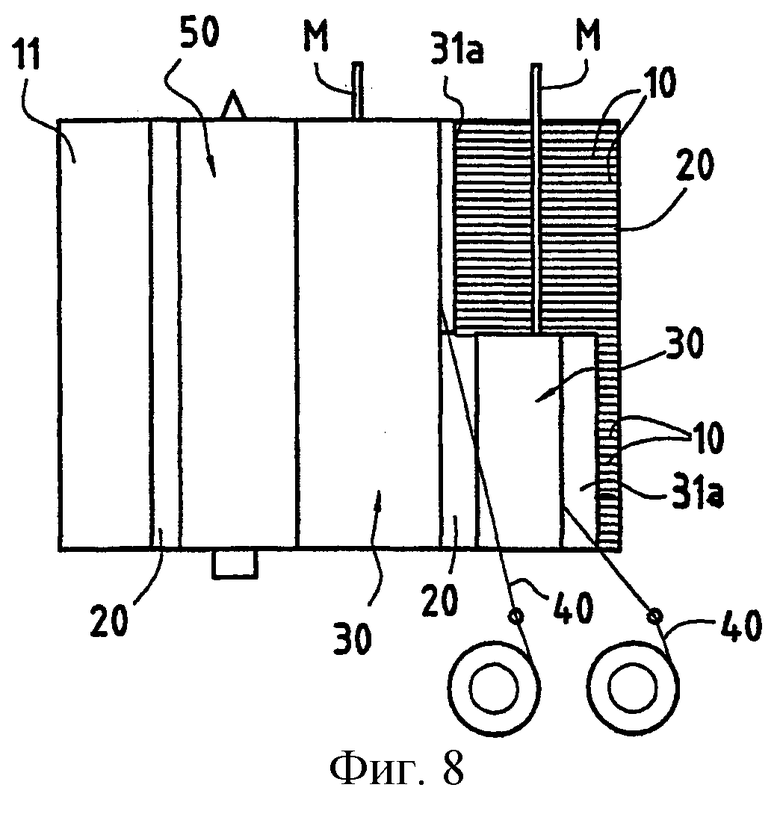
- фиг.8 представляет собой схематический вид сверху устройства по фиг.7.
На фиг.1 и 2 схематически проиллюстрировано устройство согласно уровню техники, причем это устройство позволяет обеспечить вытягивание стеклянных волокон 10, поступающих из фильеры 11, и их наматывание на мотальную машину 12.
Это устройство имеет в своем составе устройство протягивания нити 13, которое позволяет обеспечить предварительное прядение волокон в том случае, когда они опускаются из фильеры 11, вращающийся цилиндр вытягивания 20, вокруг которого наматываются в форме слоя волокна 10, подводимые от упомянутого устройства протягивания и укладываемые на поверхность 21 цилиндра, по существу, по всей его ширине и вдоль линии L укладки, систему 30 прядения, содержащую, с одной стороны, убираемую раклю 31 прядения, располагающуюся, по существу, под углом 270° к направлению упомянутой линии L укладки волокон и служащую для отделения волокон в том случае, когда эта ракля упирается в поверхность 21 цилиндра, а с другой стороны, приемный элемент 32, предназначенный для приема отделенных волокон, который имеет коническую форму, а также нить сердечника 40, проходящую через упомянутый приемный элемент 32, вокруг которой наматываются волокна 10, причем эта нить сердечника, окруженная волокнами, наматывается на веретено мотальной машины 12.
Это устройство в соответствии с существующим уровнем техники содержит также систему 50 предварительного прядения, имеющую в своем составе вращающийся барабан 51 предварительного прядения и раклю 52 предварительного прядения, которая может быть смещена поступательным образом или повернута в пространстве между положением покоя и положением функционирования, в котором упомянутая ракля прижимается к поверхности 21 цилиндра в начальной фазе вытягивания волокон или в процессе повторного запуска процесса вытягивания волокон после обрыва этих волокон. Упомянутый вращающийся барабан 51 содержит внутренний стержень 53, вокруг которого наматываются волокна, выбрасываемые внутрь этого барабана посредством ракли 52.
Система 60 промасливания волокон, выполненная, например, в форме распылителя, предусмотрена позади системы 50 предварительного прядения и перед системой 30 прядения, причем эта система промасливания обеспечивает возвратно-поступательное движение в направлении, параллельном оси вращения цилиндра 20, таким образом, чтобы опрыскивать совокупность волокон слоя, вращающегося на упомянутом цилиндре.
Устройство согласно уровню техники функционирует следующим образом. Нить сердечника 40, поступающая с катушки, не показанной на приведенных в приложении фиг.1 и 2, вытягивается вплоть до мотальной машины 12, проходя через приемный элемент 32 системы прядения от одного ее конца до другого параллельно оси вращения и по центру этой системы, тогда как волокна 10, опускающиеся из фильеры 11, вручную подводятся к поверхности 21 цилиндра для того, чтобы быть прижатыми к этой поверхности. Эти волокна обматываются вокруг цилиндра 20 в процессе его вращения, и система 50 предварительного прядения становится действующей при запуске процесса вытягивания волокон, то есть в начале приведения упомянутого цилиндра во вращательное движение. Слой волокон отсоединяется посредством ракли 52, причем эти волокна отбрасываются в барабан 51 под действием центробежных сил, которые были сообщены этим волокнам в процессе их вращения вместе с цилиндром 20. При этом упомянутые волокна принимаются вокруг внутреннего стержня 53 в барабане 51 и быстро образуют крученую путанку, которая извлекается вручную оператором при помощи, например, вытягивателя нитей, для того чтобы исключить слишком большое их накопление в барабане 51.
В том случае, когда считается, что вытягивание волокон осуществляется надлежащим образом, то есть в том случае, когда скорость вращения упомянутого цилиндра достигает заданной величины таким образом, что диаметр волокон представляет требуемую величину, ракля 52 системы 50 предварительного прядения поднимается в свое положение покоя так, чтобы слой волокон продолжал свое вращательное движение вплоть до ракли 31 прядения. Эта поворотная ракля 31 прядения была переведена в свое нижнее положение таким образом, чтобы ее острая кромка уперлась в поверхность 21 упомянутого цилиндра с тем, чтобы волокна отделялись от этой поверхности 21 и поступали на поверхность 33 скольжения этой ракли, причем эта поверхность скольжения наклонена в направлении приемного элемента 32, в сторону которого направляются упомянутые волокна, причем отбрасыванию этих волокон способствуют центробежные силы, которые передаются им в процессе их вращения вместе с упомянутым цилиндром. Упомянутый приемный элемент 32 представляет направляющую стенку 34, которая способна направить волокна на нить сердечника 40, проходящую в продольном направлении от одной до другой стороны этого приемного элемента. Волокна, наматывающиеся вокруг нити сердечника, образуют при этом жгут М, который вытягивается вплоть до мотальной машины 12, обеспечивающей его наматывание на катушку.
На фиг.3-6 представлены виды, схематически иллюстрирующие реализацию устройства согласно изобретению, причем на этих чертежах элементы, общие с устройством, выполненным согласно уровню техники, обозначены идентичными позициями.
Устройство согласно изобретению, снабженное своим цилиндром 20 вытягивания, также имеет в своем составе систему 30 прядения и систему 50 предварительного прядения, а также средства 40, направляющие слой системы прядения вплоть до мотальной машины, причем эти направляющие средства образованы тянущей нитью. Однако в данном случае отличие заключается в том, что система 50 предварительного прядения располагается позади системы 30 прядения и, предпочтительно, под углом более 270° по отношению к линии L укладки волокон так, чтобы волокна, запускающие таким образом опускание поверхности цилиндра, более легко были захвачены раклей 52 предварительного прядения.
Это новое расположение, свойственное для предлагаемого изобретения, позволяет задействовать в технологическом процессе только одного оператора, поскольку в данном случае этот оператор может постоянно находится спереди от цилиндра 20 таким образом, чтобы вытягивать волоконную путанку, намотанную вокруг стержня 53 системы 50 предварительного прядения в процессе запуска данного устройства, наблюдая при этом за вытягиванием волокон из фильеры 11, с тем, чтобы иметь возможность немедленно вмешаться в случае обрыва этих волокон. При этом волоконная путанка также легче наматывается, поскольку волокна приводятся в движение в нисходящем направлении данного цилиндра. При этом одного колодца 14 для общих отходов достаточно для того, чтобы собрать эту волоконную путанку и стеклянное волокно в случае его обрыва.
Кроме того, местоположение системы предварительного прядения в соответствии с существующим уровнем техники спереди от системы прядения представляет в качестве недостатка то обстоятельство, что в момент поднятия ракли предварительного прядения для того, чтобы дать возможность упомянутому слою дойти до ракли прядения, существует опасность того, что лезвие этой ракли предварительного прядения зацепит несколько существующих волокон, повреждая тем самым слой волокон, подаваемый в направлении системы прядения.
В то же время система 30 прядения, имеющая в своем составе раклю 31 и приемный элемент 32, отличается от системы прядения согласно уровню техники тем, что в данном случае приемный элемент 32 не имеет конической формы. Эта коническая форма согласно уровню техники, ориентированная в сторону выхода нити сердечника в направлении мотальной машины, позволяет направлять циркуляцию воздуха таким образом, чтобы облегчить наматывание волокон вокруг нити сердечника, и способствует направлению нити, охваченной волокнами. В предлагаемом изобретении эта цель достигается другим способом.
Система прядения, схематический вид которой представлен на фиг.5 и 6, содержит донную часть 36, ширина которой эквивалентна ширине цилиндра 20, боковые стенки 35 и заднюю продольную стенку 34 цилиндрической формы, которая ограничивает продольное фасадное отверстие 37, причем упомянутая задняя стенка 34 выполняет функцию, идентичную функции стенки возврата из уровня техники.
Упомянутая донная часть 36 наклонена в соответствии с углом наклона поверхности 33 скольжения ракли прядения. Предпочтительным образом эта ракля 31 жестко связана с упомянутой донной частью 36 для того, чтобы обеспечить полную непрерывность поверхности скольжения для волокон; в то же время такое жесткое соединение обеспечивает преимущество, которое заключается в необходимости поворачивать только одну-единственную деталь. Кроме того, для оптимизации процесса скольжения волокон донная часть 36, как и поверхность 33 ракли, предпочтительным образом выполнены гофрированными.
Цилиндрическая форма задней стенки 34 порождает вогнутость, которая образует поверхность возврата для циркулирующего воздуха, обеспечивая тем самым облегчение наматывания выбрасываемых волокон вокруг тянущей нити 40.
Боковая стенка 35, располагающаяся со стороны мотальной машины 12, содержит отверстие 38, обеспечивающее выход тянущей нити, окруженной волокнами, в направлении мотальной машины, причем сама эта тянущая нить 40 сматывается с катушки 41 и проходит через приемный элемент 32 вдоль диагонального направления, которое начинается на нижнем боковом конце 39 отверстия 37, располагающемся против боковой стенки 35, снабженной отверстием 38, и которое завершается на уровне этого отверстия 38. Предпочтительным образом эта тянущая нить 40 может быть подведена на уровень конца 39 при помощи трубки Вентури 42, обеспечивающей всасывание и выбрасывание этой нити для того, чтобы она могла быть вручную подобрана на уровне отверстия 38 при помощи ершика, не показанного на приведенных чертежах.
Диагональный путь, который проходит тянущая нить, требует, чтобы расстояние между слоем волокон и тянущей нитью, проходящей на уровне конца 39, было минимизировано таким образом, чтобы начиная с подачи слоя волокон на поверхность 33 скольжения ракли после его отделения при помощи лезвия 31а этой ракли первые волокна могли начать наматываться с тем, чтобы привести в соответствующее движение следующие волокна слоя наподобие эффекта снежного кома, что гарантирует наилучшее наматывание волокон в отличие от уровня техники, демонстрирующего нить сердечника, располагающуюся по центру в вытянутом элементе, принимающем волокна стекла.
Тянущая нить согласно изобретению не должна быть обязательно изготовлена из пластического материала, как в существующем уровне техники, но может представлять собой просто стеклянную нить. Первостепенной задачей тянущей нити не является гарантия получения более прочного жгута, но эта нить служит прежде всего направляющей и запускающей нитью. Действительно, эта тянущая нить необходима для образования жгута, который затем будет вытянут вплоть до мотальной машины и смотан на катушку с ее помощью.
После того как началось наматывание жгута при помощи мотальной машины, необходимость в присутствии этой тянущей или направляющей нити отпадает, поскольку волокна жгута, вытягиваемые при помощи скручивания этого жгута, автоматически приводят в движение волокна, отделяемые от цилиндра. Для этого на выходе из трубки Вентури 42 предусмотрены гильотинные ножницы 43, которые используются для обрезания тянущей нити после начала процесса скручивания волоконного жгута.
Разумеется, в случае обрыва жгута тянущая нить, которую в этом случае называют нитью повторного запуска, снова становится необходимой для того, чтобы повторно запустить процесс наматывания волокон вокруг нее после отделения этих волокон от поверхности цилиндра.
Тянущая нить 40 представляет также преимущество, которое заключается в том, что она позволяет размещать мотальную машину 12 в любом месте по отношению к системе прядения, как на одном уровне с этой системой, так и на другом уровне, делающем траекторию движения жгута не прямолинейной на выходе из системы прядения, причем эта тянущая нить образует в данном случае направляющую и общую опорную нить для жгута, которая облегчает его проведение вдоль более извилистой траектории и снижает опасность разрыва жгута. Эта нить 40 образует прежде всего тянущую нить согласно изобретению и не обязательно представляет собой нить сердечника, поскольку она обычно разрезается в момент начала наматывания жгута.
И наконец, путем использования двух или нескольких тянущих нитей один-единственный оператор имеет возможность снова запустить формирование двух или нескольких жгутов за одну операцию, что позволяет существенно повысить производительность данной технологической установки.
Другие особенности дополняют устройство согласно изобретению. На выходе из отверстия 38 располагается устройство 70 или так называемое устройство "ложного скручивания", представляющее собой кольцевой орган, вращающийся с большой скоростью, сквозь который проходит данный жгут для того, чтобы это устройство обкатывалось по жгуту и обеспечивало придание ему округлой формы. Однако необходимо еще на выходе из этого устройства 70 откорректировать объем жгута таким образом, чтобы он не был взлохмаченным, что делает его непригодным для использования, но чтобы волокна оставались располагающимися вдоль жгута. Сопло 71 вдувания воздуха, располагающееся непосредственно позади упомянутого устройства 70, предусмотрено, таким образом, для того, чтобы лучше спутать волокна и разгладить наружную поверхность данного жгута.
Система 72 натяжения, хорошо известная из уровня техники и образованная стержнями, располагающимися в шахматном порядке таким образом, чтобы жгут проходил, опираясь на каждый из этих стержней, размещается после сопла вдувания воздуха 71 для того, чтобы придать этому жгуту необходимое натяжение для правильного формирования бобины, которая должна достигать плотности порядка 400 кг/м3.
Предпочтительным образом предусмотрена вторая спрей-система или система 61 разбрызгивания (см. фиг.3), располагающаяся позади системы 50 предварительного прядения и перед линией L укладки волокон для того, чтобы промазать поверхность 21 цилиндра 20 с тем, чтобы гарантировать удовлетворительное промасливание внутренней поверхности слоя волокон, которые приклеиваются к той же поверхности 21 упомянутого цилиндра.
Кроме того, если согласно уровню техники подведение волокон от устройства протягивания нити 13 до цилиндра 20 осуществляется вручную, то согласно изобретению, напротив, шарнирный рычаг, не показанный на приведенных чертежах, предусмотрен для механического позиционирования волокон на поверхности цилиндра.
И наконец, может быть рассмотрен вариант реализации предлагаемого устройства, проиллюстрированный на фиг.7 и 8, где сформирована одна система 50 предварительного прядения и две системы 30 прядения, причем каждая из этих систем прядения содержит раклю, лезвие 31а которой имеет длину, соответствующую желаемому количеству волокон, которые должны быть отделены от поверхности цилиндра, для разделения слоя волокон на две части с тем, чтобы намотать соответственно при помощи двух различных тянущих нитей два жгута на две индивидуальные бобины.
Расположение системы 50 предварительного прядения позади двух систем прядения позволяет, в частности, приводить в действие только одну систему прядения для того, чтобы наматывать на бобину только одну часть слоя волокон, если это необходимо, например, для испытаний, причем другая часть этого слоя собирается при помощи системы предварительного прядения для того, чтобы быть непосредственно выброшенной в колодец 14 отходов.
Подобный вариант реализации, а именно расположение двух систем прядения одна за другой и возможность приведения в действие только одной из этих систем, не может быть осуществлен при помощи устройства согласно уровню техники, поскольку система предварительного прядения, располагающаяся перед двумя системами прядения, будет отделять от поверхности цилиндра целиком весь слой волокон, а не какую-либо часть этого слоя, для того, чтобы сохранить другую часть этого слоя для намотки на бобину.
Аналогичным образом могут быть рассмотрены любые варианты реализации, образованные системой предварительного прядения и более чем двумя системами прядения, для одновременного изготовления соответствующего количества жгутов на соответствующем количестве индивидуальных бобин при помощи соответствующего количества тянущих нитей.
Устройство, имеющее в своем составе цилиндр (20) вытягивания, вокруг которого в форме слоя наматываются волокна (10), поступающие из фильеры, систему (50) предварительного прядения, захватывающую волокна, предназначенные для отбраковки, систему (30) прядения, которая позволяет отделить волокна от поверхности цилиндра и обеспечить их прием, средства (40) направления упомянутых волокон в упомянутую систему (30) прядения, и далее, вплоть до мотальной машины уже в форме жгута, характеризуется тем, что упомянутая система (50) предварительного прядения располагается позади упомянутой системы (30) прядения. Технический результат-уменьшение габаритов устройства прядения с обеспечением возможности размещения одного или нескольких заявленных устройств в установку формирования волокон.15 з.п. ф-лы, 8 ил.
| EP 0928840 A2, 23.12.1998 | |||
| US 1821937 A, 08.09.1931 | |||
| Применение нитрила (5Z)-2-амино-5-бром-5-(1-бром-2-оксо-2-фенилэтилиден)-4-оксо-1H-4,5-дигидрофуран-3-карбоновой кислоты в качестве средства, проявляющего противогрибковую активность | 2021 |
|
RU2815046C2 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ ИЗ ШТАПЕЛЬНОГО МИНЕРАЛЬНОГО ВОЛОКНА | 0 |
|
SU360325A1 |
| US 6440558 B2, 27.08.2002. | |||

