Изобретение относится к деревообработке, в частности к получению заменителя древесины твердых лиственных пород из мягколиственной древесины.
Известна установка для получения заготовок из модифицированной древесины, содержащая герметизированную камеру, снаружи которой имеется рама с гидроцилиндром, а внутри располагается тележка с контейнерами, в которых размещены пресс-формы с заготовками древесины (см. пат. РФ №2039645, МКИ В 27 К 1/02, 20.07.95, Бюл.№20). Недостатками установки является длительность технологического цикла сушки и прессования (72 ч) и, как следствие, периодичность работы. Кроме того, установка не включает в себя пропитку сырых заготовок раствором пластификатора (карбамида), которая тоже длится 3 суток.
Известен способ и устройство для получения модифицированной древесины, включающее в себя вакуумную камеру сушки-прессования, пресс-формы-прокладки, соединенные с генератором ТВЧ, и раму с гидроцилиндрами (см. авт. свид. СССР №1144883, В 27 К 5/06, В 27 М 1/02, 15.03.85, Бюл №10). Недостатком устройства является его сложность и необходимость ручного регулирования параметров генератора ТВЧ, что исключает автоматизацию процесса. В устройстве также не предусмотрена пропитка древесины раствором мочевины.
Известна линия для изготовления изделий из модифицированной древесины, включающая в себя пресс, сушильную камеру, набор пресс-форм, шаговые транспортеры, устройство для выпрессовки заготовок и манипуляторы (см. пат. РФ №2078385 С1, МКИ В 27 М 1/02, 15.03.89, Бюл. №10). Недостатком линии является то, что она не включает в себя устройства для пропитки древесины и предварительной сушки древесины до влажности 15-20%. Кроме того, размеры заготовок, получаемых в линии, не могут превышать 1200 мм.
Наиболее близкой из известных является линия для изготовления втулок из модифицированной древесины, включающая ванну поверхностной пропитки древесины раствором мочевины (карбамида), пресс-формы, устройства для загрузки заготовок древесины в пресс-форму, пресс, сушильную и сушильно-пропиточную камеры, шаговые транспортеры, устройство для выпрессовки заготовок из пресс-форм (см. авт. свид. СССР №1542809, МКИ В 27 М 1/02, 15.02.90, Бюл. №6). Недостатком линии является то, что на ней можно получать только заготовки малой длины (до 20 см) и невозможно получение брусков и досок (длиной 2,3 м и более). Производительность такой линии не превышает 100 м3 модифицированной древесины в год.
Цель изобретения - повышение производительности.
Поставленная задача достигается тем, что в линии для изготовления брусков из модифицированной древесины, включающей в себя связанные последовательно между собой кинематически и транспортными средствами сушильно-пропиточную ванну, сушильно-прессовую камеру, пресс-формы, устройство для фиксации пресс-форм, механизм транспортировки пресс-форм, выпрессовочное устройство и шаговый транспортер, согласно изобретению сушильно-пропиточная ванна снабжена саморегулирующимся насосом для создания давления жидкости, равного давлению в заготовке древесины, пресс-формы облицованы транспортерной сеткой, механизм транспортировки пресс-форм выполнен в виде тяги с подпружиненными упорами и подпружиненного шарикового пола, а устройство для выпрессовки выполнено в виде опорного валика, установленного на шаговом транспортере и механизма изгиба пресс-формы.
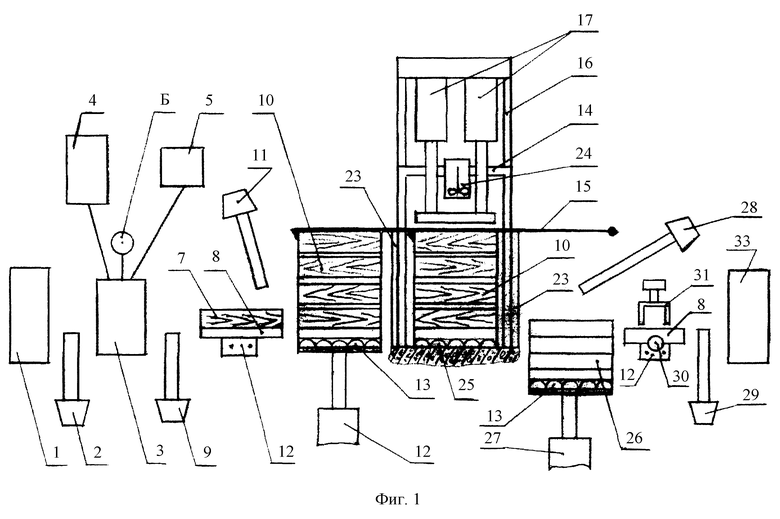
На фиг.1 изображена принципиальная схема линии; на фиг.2 - сушильно-пропиточная ванна; на фиг.3 - сушильно-прессовая камера с шаговым транспортером, вид сверху; на фиг.4 - пресс-форма и устройство для выпрессовки; на фиг.5 - тяга.
Линия содержит контейнер-накопитель 1 оцилиндрованных заготовок из древесины мягких лиственных пород, манипулятор 2, сушильно-пропиточную ванну 3, снабженную емкостью 4 с пропиточным раствором, компрессором 5 и насосом 6. Перемещение пропиточных заготовок 7 в пресс-форму 8 осуществляет манипулятор 9, а укладку пресс-форм 8 в штабель 10 манипулятор 11. Пресс-формы 8 фиксирование устанавливаются на шаговый транспортер 12. Вертикальное перемещение штабеля 10 осуществляет стол-подъемник 12 с шариковым полом 13. Горизонтальное перемещение штабеля 10 в сушильно-прессовую камеру 14 осуществляется с помощью тяги 15. Сушильно-прессовая камера 14 оборудована рамой 16, гидроцилиндрами 17, ресивером 18, теплообменником 19, емкостью сбора воды 20, вакуум-насосом 21, гидростанцией 22 и двумя герметизированными дверьми 23. Для быстрого прогрева штабеля 10 в камере размещен электрокалорифер 24. Перемещение штабеля 10 внутри камеры 14 происходит по подпружиненному шариковому полу 25. Перемещение спрессованных и высушенных заготовок в штабеле 26 осуществляется тягой 15 на стол-подъемник 27, а разгрузка штабеля 26 манипулятором 28. Для разгрузки пресс-форм 8 предусмотрен манипулятор 29, опорный валик 30, механизм 31 изгиба пресс-формы 8. Готовые заготовки 32 складируются на сортировочной площадке 33.
Сушильно-пропиточная ванна 3 дополнительно снабжена рамой 34 с двумя гидроцилиндрами 35, штоки которых соединены с пропиточными головками 36, емкостью 37 для сбора воды, емкостью 38 для сбора отработанного раствора и саморегулирующимся насосом 39 для поддержания давления воды в ванне 3 и герметизированной крышке 40.
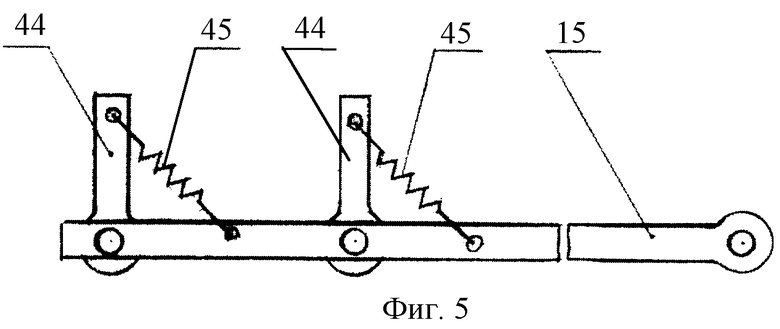
Пресс-форма 8 облицована транспортерной сеткой 41, а стенки 42 пресс-формы 8 выполнены с каналами 43 для прохода горячего воздуха. Тяга 15 имеет два шарнирных упора 44, соединенных с тягой пружинами 45. Перемещение тяги производится лебедкой (на чертеже не показано).
Линия работает следующим образом. Из контейнера-накопителя 1 манипулятором 2 сырые цилиндрические заготовки из натуральной древесины влажностью 80-100%, диаметром 120-250 мм, длиной 2,3-3 м поступают поштучно в сушильно-пропиточную ванну 3. Крышка 40 при этом открыта. Затем движением цилиндров 35 конусообразные пропиточные головки 36 сдвигаются и торцы заготовок входят в головки. Далее крышка 40 закрывается, насос 6 закачивает из емкости 4 в одну из пропиточных головок пропиточный раствор карбамида, а в ванну 3 - воду и создает давление 0,4-0,6 МПа, необходимое для пропитки. Одновременно включается насос 39, обеспечивающий равенство давлений воды в емкости 3 и жидкости в заготовке на всем протяжении процесса пропитки. Скорость движения раствора в древесине 0,5-1 м/сек. Выделяющаяся из древесины вода поступает в емкость 37. После выдержки пропиточной жидкости в древесине в течение 2-3 минут для равномерного распределения раствора в заготовке включается компрессор 5 и избыток раствора выдавливается в емкость 38 для регенерации. Влажность в древесине снижается до 45-50%. После завершения процесса пропитки и частичного обезвоживания вода из ванны 3 откачивается насосом 6, крышка 40 открывается, гидроцилиндры 35 возвращаются в исходное положение, пропиточные головки 36 отходят от торцов заготовки и манипулятор 9 укладывает пропитанную заготовку 7 в пресс-форму 8, установленную на шаговом транспортере 12. Количество укладываемых заготовок 7 в пресс-форму 8 8-16 штук в зависимости от диаметра заготовки.
После заполнения пресс-формы 8 заготовками 7 манипулятор 10 укладывает пресс-формы 8 в штабель 10 на шариковый пол 13 стола-подъемника 12. По мере увеличения высоты штабеля 10 стол-подъемник 12 плавно опускается. Высота штабеля 16-22 пресс-формы. Собранный штабель 10 через открытые двери 23 по подпружиненному шариковому полу 25 тягой 15 с подпружиненными упорами 44 затягивается в сушильно-прессовую камеру 14. Двери 23 камеры закрываются, в ресивере 18 вакуум-насосом 21 создается разрежение 11 кПа, электрокалорифером 24 температуру в камере поднимают до 95°С, а температуру в теплообменнике до 120°С. Циркуляция горячего воздуха в штабеле 10 обеспечивается тем, что пресс-форма 8 облицована транспортерной сеткой 41, а стенки 42 пресс-формы 8 имеют сквозные каналы 43. После этого производят импульс вакуума, соединяя камеру 14 с ресивером 18. Испаряющаяся влага из камеры 14 попадает в ресивер 18, конденсируется и стекает в емкость 20. После этого из ресивера 18 воздух перекачивают вакуум-насосом 21 в теплообменник 19, где подогревают до температуры 120°С, после этого проводят импульс нагрева. Для этого отсоединяют камеру 14 от ресивера 18 и соединяют камеру 14 с теплообменником 19, в результате чего происходит вскипание и испарение воды из древесины. Длительность импульса вакуума-нагрева 20 мин. После первого импульса вакуума-нагрева гидроцилиндрами 17 создают на штабеле 10 механическое давление 0,5-0,8 МПа, которое поддерживают на всем протяжении процесса сушки и прессования 5-10 ч. После завершения процесса камеру 14 компрессором 5 продувают холодным воздухом для остывания прессованной древесины до температуры 40°С, двери 23 камеры 14 открываются и штабель 26 тягой 15 вытягивается по шариковому полу 13 на стол-приемник 27. Одновременно следующий штабель 10 затягивается в камеру 14.
Стол-подъемник 27 опускается и манипулятор 28 переносит пресс-форму 8 на шаговый транспортер 12. Механизм 31 изгибает пресс-форму 8 и манипулятор 29 вынимает заготовку из модифицированной древесины 32 и укладывает на сортировочную площадку 33.
Пустые пресс-формы 8 шаговым транспортером 12 возвращаются к манипулятору 9. Линия работает круглосуточно. Контроль за работой линии осуществляет оператор.
При объеме загрузки сушильно-прессовой камеры 6 м3 пропитанных заготовок ее производительность составляет 1300 м3/год заготовок из модифицированной древесины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения композита на основе термодревесины | 2021 |
|
RU2776641C1 |
| Способ локальной модификации древесины в строительных конструкциях | 2018 |
|
RU2713115C1 |
| СУШИЛЬНО-ПРОПИТОЧНЫЙ КОМПЛЕКС | 2006 |
|
RU2307026C1 |
| СУШИЛЬНАЯ КАМЕРА | 2007 |
|
RU2341744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ПАРКЕТА | 1995 |
|
RU2078685C1 |
| Способ получения деревянных опор ЛЭП | 2021 |
|
RU2777903C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 1996 |
|
RU2128113C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2400684C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516259C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПРОПИТАННОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2515008C1 |



Изобретение относится к деревообработке, в частности к получению заменителя древесины твердых лиственных пород из мягколиственной древесины. Линия включает сушильно-пропиточную ванну с саморегулирующимся насосом, пресс-формы, облицованные транспортерной сеткой, тягу для транспортировки пресс-форм, сушильно-прессовую камеру, подпружиненный шариковый пол, механизм разгрузки пресс-форм и манипуляторы. Транспортировка пресс-форм и осуществляется шаговым транспортером, загрузки-выгрузки пресс-форм столами-подъемниками. Цель изобретения - повышение производительности линии. 5 ил.
Линия для изготовления брусков из модифицированной древесины, включающая связанные последовательно между собой кинематическими и транспортными средствами сушильно-пропиточную ванну, сушильно-прессовую камеру, пресс-формы, устройство для фиксации пресс-форм, механизм транспортировки пресс-форм, выпрессовочное устройство и шаговый транспортер, отличающаяся тем, что сушильно-пропиточная ванна снабжена саморегулирующимся насосом для создания давления жидкости, равного давлению в заготовке древесины, пресс-формы облицованы транспортерной сеткой, механизм транспортировки пресс-форм выполнен в виде тяги с подпружиненными упорами и подпружиненного шарикового пола, а устройство для выпрессовки выполнено в виде опорного валика, установленного на шаговом транспортере, и механизма изгиба пресс-формы.
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1991 |
|
RU2039645C1 |
| Способ получения модифицированной древесины | 1983 |
|
SU1144883A1 |
| СПОСОБ ЗАМЕНЫ ОБОЙМЫ ВЕРХНЕГО ТРАКТА НА УРАН-ГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРАХ | 1995 |
|
RU2078385C1 |
| SU 1542809 А, 15.02.1990. | |||

