Изобретение относится к технологическим смазкам для обработки металлов и может быть использовано в металлургическом и металлообрабатываюшем производстве, в частности при обработке металлов давлением (волочение, прокатка, штамповка и др.), а также при механической обработке металлов (резание, сверление, фрезерование и др.).
В настоящее время не решена в полной мере проблема создания смазок, для приготовления водных эмульсий, хорошо работающих при различных видах обработки черных, цветных металлов и сплавов.
Ближайшим техническим решением, принятым за прототип, является смазка (Патент РФ №2205208) [1]), имеющая следующий компонентный состав, мас.%:
Масло растительное 60-70
КОН 1-3
Триэтаноламин 20-23
ОП-10 или ОП-7 3-5
Горчичный порошок 3-5
Вода остальное
Несмотря на хорошие эксплуатационные свойства, эта смазка имеет недостатки: повышенную щелочность эмульсии, недостаточные моющие и противоизносные свойства, технологические трудности при введении горчичного порошка, который не в полной мере устраняет возможность микробиологического поражения эмульсии.
В основу изобретения положена задача получения смазки, имеющей высокие антифрикционные и моющие свойства как в процессах обработки металлов давлением, так и при механической обработке, а также упрощение технологии изготовления смазки.
Для решения этой задачи в смазку дополнительно включены:
- универсальное моющее средство на основе лаурилсульфата натрия этоксилированного (ТУ 2383-004-56669436-01);
- жидкость полиметилсилоксановая ПМС-200 (ГОСТ 13032-77);
- тамин АБ (алкилдиметилбензиламмоний хлорид) (ТУ 9392-003-48482528-99);
- олеиновая кислота (ГОСТ 7580-91) при следующем соотношении загружаемых компонентов, мас.%:
Масло растительное 60-70
Гидроокись калия (КОН) 1-3
Триэтаноламин 18-22
ОП-10 или ОП-7 3-5
Средство моющее универсальное 2-4
Жидкость полиметилсилоксановая ПМС-200 0,1-1
Катамин АБ 0,1-1
Кислота олеиновая 1-3
Вода остальное
Применение жидкого универсального моющего средства в комплексе с неионогенным (ОП-7 или ОП-10) и катионным (катамин АБ) поверхностно-активными веществами способствует улучшению моющих и бактерицидных свойств технологической смазки при различных процессах металлообработки,
Концентрация катамина АБ в смазке: 0,1-1%. Концентрация ниже 0,1% не оказывает заметного положительного действия, а концентрация выше 1% ведет к неоправданным расходам.
Состав смазки включает универсальное моющее средство в количестве 2-4%. Уменьшение концентрации универсального моющего средства ниже 2% заметно снижает моющие свойства, а повышение более 4% увеличивает пенообразующую способность, что ухудшает эксплуатационные свойства смазки.
Применение горчичного порошка в качестве компонента, улучшающего моющие и бактерицидные свойства смазки, имеет существенный недостаток - трудность введения его в состав смазки. Включенный в состав смазки комплекс анионогенного, неионогенного и катионного поверхностно-активных веществ позволяет существенно упростить процесс введения в смазку необходимых компонентов и придает смазке хорошие моющие и бактерицидные свойства. Водные эмульсии хорошо смывают механические загрязнения с поверхности обрабатываемого металла, устраняют вероятность биопоражения.
Включение в состав технологической смазки олеиновой кислоты повысило противоизносные свойства, стабилизировало рН эмульсии. Введение олеиновой кислоты в количестве менее 2% не обеспечивает в полной мере улучшения противоизносных свойств смазки, в то же время смазка, содержащая более 4% олеиновой кислоты, образует закисленные эмульсии, обладающие повышенными коррозионными свойствами, что неблагоприятно отражается на процессах металлообработки.
Введение в состав смазки полиметилсилоксановой жидкости снижает ее пенообразующую способность, что положительно влияет на работу технологического оборудования и улучшает санитарно-гигиенические условия труда, при этом концентрация ПМС-200 менее 0,1% не дает положительного эффекта, а концентрация более 1% ведет к неоправданному расходу добавки.
Предлагаемая смазка готовится следующим образом:
В варочный бак, снабженный перемешивающим устройством и обогреваемый паровой (масляной) рубашкой, загружают расчетное количество масла и подогревают при перемешивании до температуры 70-80°С, затем при работающей мешалке медленно загружают 40% водный раствор КОН и триэтаноламин. Повышают температуру до 130-140°С. Полученную реакционную смесь продолжают перемешивать при этой температуре в течении 3-4 ч, затем дают остыть до 70-80°С и в определенной последовательности загружают остальные компоненты.
Готовый продукт представляет собой композицию аминовых солей в виде однородной жидкотекучей массы от светло- до темно-коричневого цвета со следующими физико-химическими показателями:
Вязкость при 50°С, мм2/с (сСт) (ГОСТ 33) 70-96
Число омыления, мг КОН/г (ГОСТ 21749) 90-130
Массовая доля воды, % (ГОСТ 2477) Не более 10
Плотность при 20°С, кг/м3 (ГОСТ 3900) 950-1000
Испытания свойств новой смазки проводились в сравнении со смазкой [1]. Для испытаний взяты составы смазок, приведенные в таблице 1.
В таблице 1: состав [1] - смазка по патенту РФ №2205208; составы 1,2,3.4,5 - заявляемая смазка с различным содержанием дополнительно вводимых компонентов.
Испытания полученных составов проводились по известным методикам ГОСТ 6243. Определялась сила волочения, т.е. сила, необходимая для уменьшения площади сечения заготовки на заданную величину и наиболее полно характеризующая процесс волочения. Волочение проволоки из стали марки 70 с диаметра 1,8 мм на диаметр 0,65 мм осуществляли за одну протяжку с относительным обжатием ε=13% и скоростью 1,7 м/мин.
Перед волочением образцы проволоки обезжиривали, а смазку в очаг деформации подавали капельницей. Силу волочения определяли визуально по шкале прибора. За результат принимали среднеарифметическое значение трех замеров силы волочения. Эффективность применения технологической смазки в процессе волочения определяется изменением силы волочения, т.е. чем меньше сила волочения, тем эффективнее работает технологическая смазка.
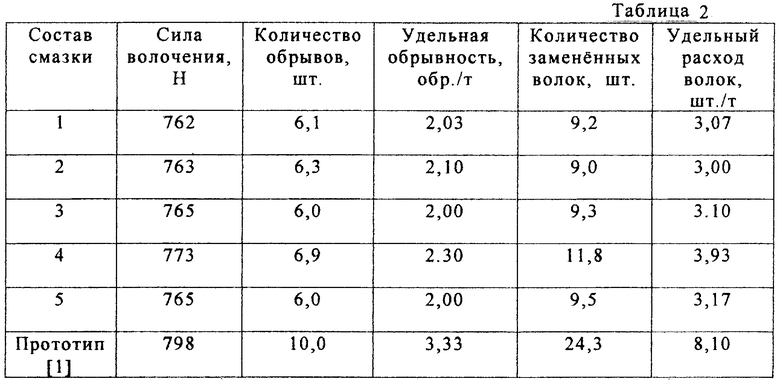
Дальнейшие испытания смазки осуществлялись в опытно-промышленных условиях на стане типа 15/200 в процессе мокрого волочения проволоки из стали марки 70 с диаметра 1,8 мм на диаметр 0,65 мм.
В процессе волочения фиксировали удельную обрывность, удельный расход волок, выработку.
Удельную обрывность определяли как частное от деления общего количества обрывов проволоки на массу протянутой проволоки (3 т).
Удельный расход волок - количество замененных волок, деленное на массу протянутой проволоки.
Полученные данные представлены в таблице 2.
Из представленных данных видно, что предложенная смазка для обработки металлов обеспечивает снижение силы волочения, удельной обрывности, уменьшает расход волок. Кроме того, процесс приготовления смазки не вызывает затруднений, смазка не обладает резким запахом, образует мало пены. Применение смазки улучшает санитарно-гигиенические условия труда. Смазка может с успехом использоваться при различных видах обработки черных, цветных металлов и сплавов.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2205208C1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
| Смазка для механического обору-дОВАНия | 1979 |
|
SU810782A1 |
| Смазка для холодного волочения проволоки | 1982 |
|
SU1097654A1 |
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2030236C1 |
| СМАЗОЧНОЕ МАСЛО ДЛЯ ПРОКАТНЫХ СТАНОВ | 1987 |
|
RU1419145C |
| СМАЗКА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ АЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1999 |
|
RU2151171C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1995 |
|
RU2091447C1 |
Использование: в области обработки чёрных, цветных металлов и сплавов в металлургическом и металлообрабатывающем производстве, в частности при обработке металлов давлением (волочение, прокатка, штамповка и т.д.), а также при механической обработке металлов (резание, сверление, фрезерование и т.д.). Смазка содержит, мас.%:масло растительное 60-70, гидроокись калия (КОН) 1-3, триэтаноламин 18-22, ОП-10 или ОП-7 3-5, средство моющее универсальное 2-4, жидкость полиметилсилоксановая 0,1-1, катамин АБ 0,1-1, кислота олеиновая 1-3, вода - остальное. Технический результат - повышение антифрикционных, противоизносных и моющих свойств смазки. 2 табл.
Смазка технологическая многофункциональная для обработки металлов и сплавов, изготовленная из растительного масла, гидроокиси калия, триэтаноламина, ОП-7 или ОП-10, отличающаяся тем, что она дополнительно содержит средство моющее универсальное, жидкость полиметилсилоксановую ПМС-200, катамин АБ и кислоту олеиновую при следующем соотношении компонентов, мас.%:
Масло растительное 60-70
Гидроокись калия (КОН) 1-3
Триэтаноламин 18-22
ОП-10 или ОП-7 3-5
Средство моющее универсальное 2-4
Жидкость полиметилсилоксановая ПМС-200 0,1-1
Катамин АБ 0,1-1
Кислота олеиновая 1-3
Вода Остальное
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2205208C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| КОНЦЕНТРАТ ВОДНОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115699C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1991 |
|
RU1822197C |

