Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Задачей настоящего изобретения является улучшение качества непрерывно-литых заготовок и повышение стабильности технологического процесса разливки.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство (авторское свидетельство СССР №619283, кл. В 22 D 11/04, 1978) для возбуждения вибрации кристаллизатора и его гильзы машины непрерывного литья заготовок, в котором кристаллизатор в направлении его продольной оси подвергается симметричной вибрации, создаваемой ударниками, установленными по торцам несущей рамы.
Недостатком такого устройства является незначительное снижение сопротивлений прохождению непрерывно-литой заготовки за счет действия вибрации только в продольном направлении без воздействия на структуру отливки и повышения ее качества. Кроме того, устройство достаточно сложно конструктивно.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ перемещения кристаллизатора при непрерывной разливке металла (авторское свидетельство №1731412, В 22 D 11/04, 1992), выбранный за прототип, заключающийся в том, что с целью улучшения структуры металла путем создания тягового усилия в кристаллизаторе и устранения растягивающих напряжений в слитке, продольные и поперечные колебания кристаллизатору сообщают с равной частотой и сдвигом по фазе между составляющими колебаний, равным 90-270 градусов.
Недостатком такого способа обработки вибрацией непрерывно-литых заготовок является сообщение колебаний всему кристаллизатору, имеющему достаточно большую массу, что ведет к необходимости применения весьма мощных и громоздких вибровозбудителей. Размещение таких вибровозбудителей в стесненных условиях УНРС весьма проблематично. Кроме того, остается нерешенной проблема стыковки колеблющегося кристаллизатора с блоком неподвижных направляющих роликов.
Техническим результатом настоящей группы изобретений является устранение указанных недостатков и достижение новых положительных результатов, а именно: управления тепломассообменными процессами в расплаве и улучшение теплового режима кристаллизации металла, снижение путем обработки вибрацией сопротивлений прохождению непрерывно-литой заготовки через кристаллизатор, улучшение кристаллической структуры заготовки, повышение качества ее поверхности и предотвращение смещений непрерывно-литой заготовки относительно направляющих роликов.
Это достигается тем, что в известном способе сообщения колебаний гильзе кристаллизатора для обработки вибрацией непрерывно-литых заготовок, включающем введение расплава металла в гильзу, установленную в корпусе кристаллизатора, и сообщение ей колебаний, по изобретению, гильзе кристаллизатора придают высокочастотные процессии относительно ее продольной оси путем сообщения верхнему концу гильзу кристаллизатора перпендикулярно ее оси двухкомпонентных колебаний за счет его поступательного перемещения по эллиптическим или многолепестковым траекториям, при этом нижний конец гильзы устанавливают в корпусе кристаллизатора с возможностью поворота без поступательных перемещений.
Также это достигается тем, что в известном кристаллизаторе для непрерывного литья заготовок, содержащем корпус с установленной в нем на упругих уплотнительных элементах с возможностью совершения колебаний гильзой и инерционные пневматические вибровозбудители, по изобретению, верхний конец гильзы выпущен из корпуса и на нем жестко закреплены инерционные пневматические вибровозбудители, выполненные с возможностью сообщения верхнему концу гильзы перпендикулярно ее оси двухкомпонентных колебаний, а нижний конец гильзы установлен в корпусе кристаллизатора с возможностью поворота без поступательных перемещений.
Кроме того, на нижнем конце гильзы закреплена имеющая внешнюю сферическую поверхность втулка, установленная с возможностью поворота в имеющей внутреннюю сферическую поверхность обойме, жестко закрепленной в корпусе кристаллизатора.
В обойме с внутренней сферической поверхностью, жестко закрепленной в корпусе кристаллизатора, установлено эластичное уплотнение.
Верхний конец гильзы закреплен в корпусе кристаллизатора посредством упругого уплотнительного мембранного элемента, герметично соединенного с гильзой и корпусом кристаллизатора.
Между гильзой и инерционными пневматическими вибровозбудителями установлены теплоизоляционные прокладки.
Инерционные пневматические вибровозбудители снабжены регулируемыми выхлопными патрубками - глушителями.
Инерционные пневматические вибровозбудители закреплены на верхнем конце гильзы с помощью выполненных на их корпусах клиновых пазов и клиновых кронштейнов, жестко соединенных с гильзой.
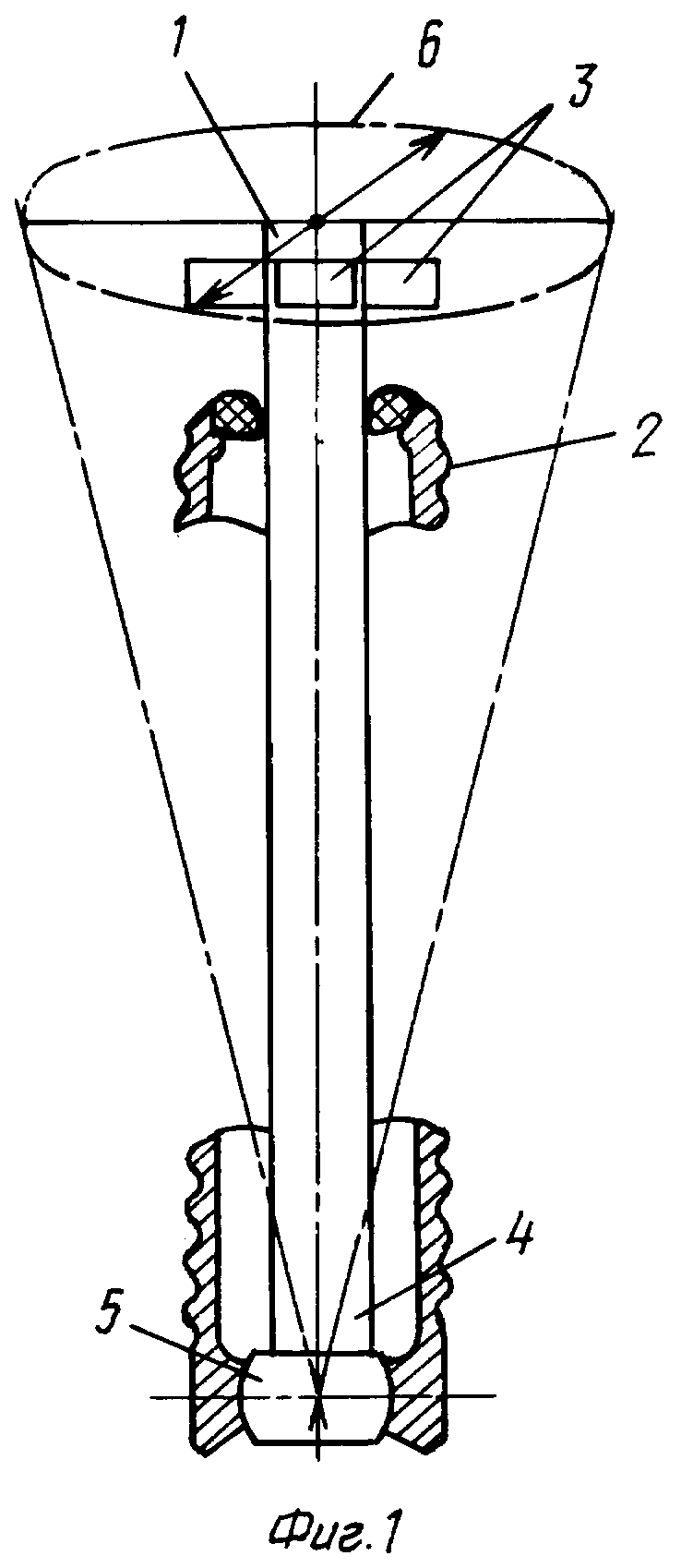
На фиг.1 представлена схема реализации способа сообщения колебаний гильзе кристаллизатора.
На фиг.2 показан продольный разрез кристаллизатора.
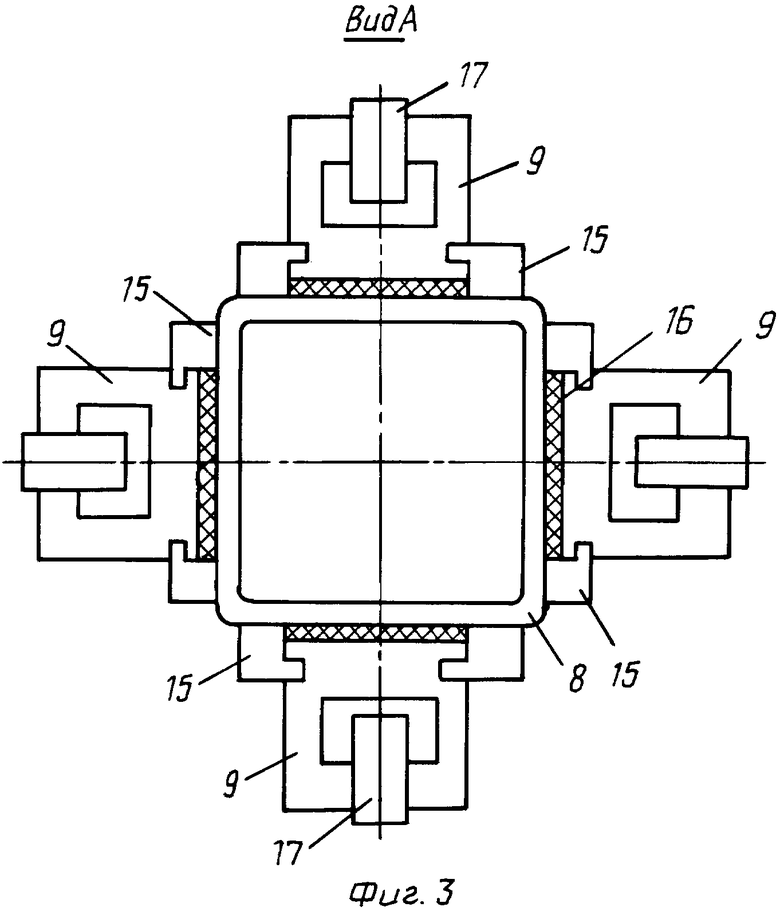
На фиг.3 показан вид сверху по стрелке А фиг.2
Сущность способа сообщения колебаний гильзе кристаллизатора для обработки вибрацией непрерывно-литых заготовок иллюстрирует фиг.1. Верхнему концу 1 гильзы, выступающему из корпуса 2 кристаллизатора, придают жестко закрепленными на нем инерционными пневматическими вибровозбудителями 3 высокочастотные прецессии относительно ее продольной оси, сообщая ему двухкомпонентные колебания, перпендикулярные к продольной оси гильзы. При этом нижний конец 4 гильзы, установленный с помощью сферической втулки 5 в корпусе кристаллизатора, не перемещается и допускает только повороты оси гильзы, а верхний конец гильзы совершает поступательные перемещения, в зависимости от настройки вибровозбудителей, по эллиптическим 6 или более сложным многолепестковым траекториям. Вследствие этого гильза кристаллизатора совершает двухкомпонентные поперечные колебания с переменными по ее высоте амплитудами, максимальными на верхнем конце гильзы и нулевой на нижнем конце. При этом находящийся в гильзе расплав подвергается наиболее интенсивным вибрационным воздействиям в самом начале процесса кристаллизации, что способствует массовому зарождению центров кристаллизации и равномерному распределению их циркуляционными потоками, инициируемыми вибрационными воздействиями, по всему расплаву.
Уменьшению интенсивности вибрационных воздействий на расплав по мере его перемещения к выходному концу гильзы и наращиванию толщины корочки непрерывно-литой заготовки снижает опасность ее повреждений и разрывов. Отсутствие поперечных смещений выходного конца гильзы решает сложную проблему взаимодействия вибрирующего кристаллизатора с неподвижными направляющими роликами и затвердевшей непрерывно-литой заготовкой. Разные по высоте режимы колебаний гильзы кристаллизатора благоприятно влияют также на формирование силы трения проходящей через нее непрерывнолитой заготовки. Более значительное снижение сил трения в верхней части гильзы эффективно формирует сжимающие напряжения в непрерывно-литой заготовке.
Предлагаемый способ обработки вибрацией непрерывно-литых заготовок может быть реализован на кристаллизаторах традиционной конструкции при незначительном их дооборудовании инерционными пневматическими вибровозбудителями и модификации крепления гильзы в корпусе кристаллизатора. Сообщение поперечных колебаний только гильзе, а не всему кристаллизатору позволяет передавать непрерывно-литой заготовке интенсивные колебания при ограниченной мощности инерционных пневматических вибровозбудителей. В то же время несущие конструкции кристаллизатора разгружаются от чрезмерных динамических нагрузок. Все изложенное делает реальным внедрение предлагаемого способа обработки вибрацией непрерывно-литых заготовок в производство при минимальных капитальных затратах.
Как показывают экспериментальные исследования, проведенные на металлургическом заводе “Серп и Молот” на модельных средах и непосредственно при отливке стальных заготовок, поперечные высокочастотные колебания гильзы способствуют улучшению структуры отливки. Кроме того, такие колебания снижают сопротивления движению непрерывно-литой заготовки через кристаллизатор.
Предлагаемый способ обработки вибрацией непрерывно-литых заготовок открывает широкие возможности управления тепло-массообменными процессами в расплаве и улучшения теплового режима кристаллизации металла, снижения сопротивлений прохождению их через кристаллизатор, улучшения структуры, повышения качества поверхности и предотвращения смещений непрерывно-литой заготовки относительно направляющих роликов.
На фиг.2 изображен кристаллизатор для непрерывного литья заготовок. Кристаллизатор состоит из корпуса 7, внутри которого установлена медная гильза 8. Верхний конец гильзы 8 выпущен из корпуса 7 кристаллизатора и на нем жестко закреплены инерционные пневматические вибровозбудители 9. В нижней части корпуса 7 кристаллизатора имеется обойма а, закрываемая съемной крышкой 10 с внутренней сферической поверхностью б. В кольцевых каналах обоймы а установлено кольцевое эластичное уплотнение 11. На нижнем выходном конце гильзы 8 имеется втулка 12 с внешней сферической поверхностью, которая установлена с возможностью поворотов в обойме а и уплотнена для предотвращения утечек охлаждающей жидкости кольцевым уплотнением 11. В верхней части корпуса 7 гильза 8 для предотвращения утечек охлаждающей жидкости уплотнена эластичной прокладкой 13. С целью компенсации динамических нагрузок верхний конец гильзы 8 может быть закреплен в корпусе 7 упругим уплотнительным мембранным элементом 14. Инерционные пневматические вибровозбудители 9 с целью выборки люфтов закреплены на верхнем выступающем из корпуса 7 конце гильзы 8 с помощью клиновых пазов в, выполненных на их корпусах и клиновых кронштейнов 15, жестко соединенных с гильзой 8 (Фиг.2, 3). С целью управления тепловыми потоками и улучшения теплового режима кристаллизации металла в верхней части кристаллизатора между гильзой и пневматическими вибровозбудителями устанавливаются теплоизоляционные прокладки 16.
С целью создания возможности управления тепловыми процессами с помощью организации воздушных циркуляционных потоков в зоне заливочного конца кристаллизатора, выхлопные каналы пневматических вибровозбудителей оборудованы регулируемыми дефлекторами 17 (патрубками - глушителями).
Предлагаемые способ сообщение колебаний гильзы кристаллизатора для обработки вибрацией непрерывно-литых заготовок и кристаллизатор для непрерывного литья открывают широкие возможности для управления тепломасообменными процессами в расплаве и улучшения теплового режима кристаллизации металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИБРАЦИЕЙ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 2005 |
|
RU2327544C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2017 |
|
RU2661460C1 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2126309C1 |
| Устройство для возбуждения вибрации кристаллизатора машины непрерывного литья заготовок | 1981 |
|
SU1025485A1 |
| Кристаллизатор | 1977 |
|
SU733853A1 |
| Способ перемещения кристаллизатора при непрерывной разливке металла | 1990 |
|
SU1731412A1 |
| Вибратор машин непрерывного литья заготовок | 1984 |
|
SU1253717A1 |
| Кристаллизатор | 1977 |
|
SU703229A1 |
| Кристаллизатор для непрерывного горизонтального литья заготовок | 1990 |
|
SU1743677A1 |

Изобретение относится к области металлургии. Технический результат - обеспечение управления тепломассообменными процессами в расплаве и улучшение теплового режима кристаллизации металла, снижение путем обработки вибрацией сопротивлений прохождению через кристаллизатор, улучшение структуры и повышение качества поверхности непрерывно-литых заготовок. По способу гильзе кристаллизатора придают высокочастотные прецессии относительно ее продольной оси путем сообщения верхнему концу гильзы перпендикулярно ее оси двухкомпонентных колебаний, за счет его поступательного перемещения по эллиптическим или многолепестковым траекториям. Нижний конец гильзы установлен в корпусе кристаллизатора с возможностью поворота без поступательных перемещений. Кристаллизатор содержит корпус, внутри которого установлена гильза, верхний конец которой выпущен из корпуса и на нем жестко закреплены инерционные пневматические вибровозбудители. В нижней части корпуса имеется обойма с внутренней сферической поверхностью, в которой установлена с возможностью поворота без поступательных перемещений выходной конец гильзы посредством закрепленной на нем втулки, имеющей внешнюю сферическую поверхность. 2 н. и 6 з.п. ф-лы, 3 ил.
| Кристаллизатор для непрерывной отливки металлов | 1976 |
|
SU619283A1 |
| Способ перемещения кристаллизатора при непрерывной разливке металла | 1990 |
|
SU1731412A1 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 0 |
|
SU383519A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2126309C1 |
| ЕР 0233796 А, 26.08.1987 | |||
| СПОСОБ УВЕЛИЧЕНИЯ НАГРУЗОЧНОЙ СПОСОБНОСТИ ПОДЗЕМНОГО КАБЕЛЯ | 1994 |
|
RU2079200C1 |
| US 5202134 А, 13.04.1993. | |||

