Изобретение относится к металлургии.и может быть использовано при непрерывной разливке металлов и сплавов преимущественно на машинах, горизонтального и наклонного типов.
Известен способ непрерывного литья металлов, включающий непрерывную подачу жидкого метала через соединительный стакан в полость кристаллизатора и извлечение по циклическому режиму затвердевающей заготовки, при этом соединительному стакану придают возвратно-поступательное перемещение относительно кристаллизатора с частотой, равной частоте вытягивания отливки.
Однако указанный способ, кроме конструктивной сложности, связанной с необхо; димостью обеспечения раздельных возвратно-поступательных перемещений (колебаний низкой частоты 1 Гц) стакана и слитка, приводит к созданию рыхлой поверхности слитка из-за циклического сваривания жидкого металла с затвердевшим металлом на поверхности кристаллизатора и к сложности обеспечения неподтекания жидкого металла между кристаллизатором мстаканом.
Известен способ непрерывного литья, при котором колебательные движения с частотой 360 цикл/мин, равной 6 Гц, совершает блок, состоящий из промежуточного ковша (металлоприемник) и кристаллизатора, непрерывнолитой слиток вытягивается с постоянной скоростью.
Однако указанный способ ввиду продольного направления колебаний вдоль технологической линии разливки не может обеспечить беспрерывного вытягивания слитка без ущерба качеству его поверхности. Кроме того, такая низкая частота малоэффективно действует на улучшение кристаллического строения непрерывного слитка.
Цель изобретения - повышение качества заготовок и производительности процесса литья и снижение энергоемкости.
Поставленная цель достигается тем, что в способе непрерывного литья металлов, включающем подачу металла в кристаллизатор через металлоприемник, сообщение им вибрации и вытягивание слитка, воздействие вибрации осуществляют вдоль оси, скрещивающейся с осью кристаллизатора в центре стыка кристаллизатора с металло- приемником, а плоскость амортизации располагают вдоль оси кристаллизатора.
В машине непрерывного литья, обеспечивающей выполнение этого способа, содержащейметаллоприемник, кристаллизатор с огнеупорным стаканом и
вибровозбудитель, в качестве вибровозбудителя использован вибратор с электромагнитным возбуждением колебаний, линия действия которого смещена в горизонтальной плоскости относительно продольной оси кристаллизатора и находится под углом к ней, металлоприемник снабжен кронштейнами амортизаторов, опоры которых расположены в плоскости, проходящей через ось кристаллизатора.
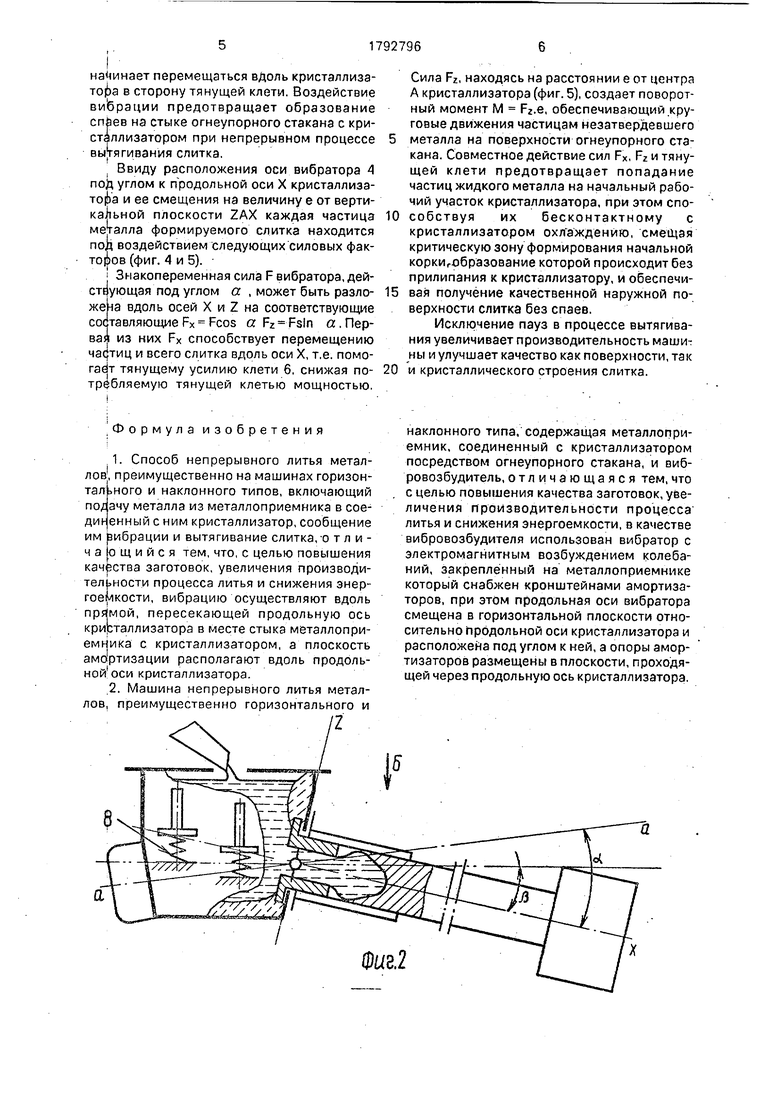
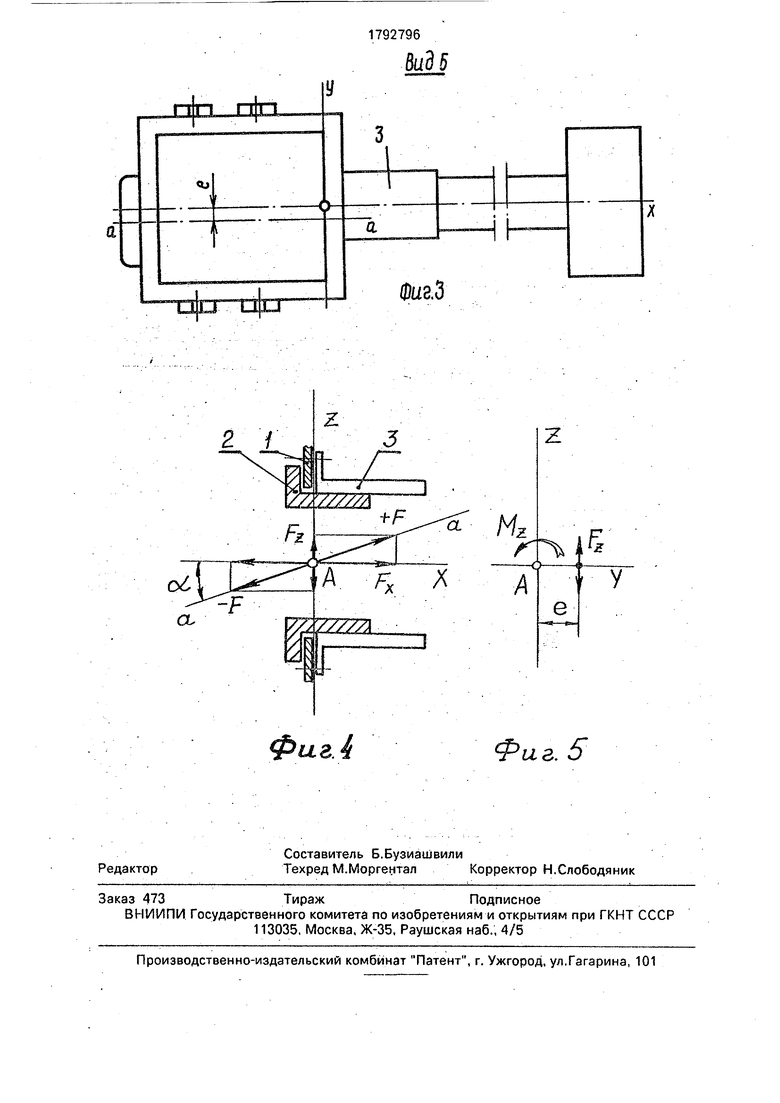
На фиг. 1 изображена машина непрерывного литья горизонтального типа; на фиг. 2 - схема машины непрерывного литья наклонного типа; на фиг, 3 - вид Б на фиг. 1
и 2; на фиг. 4 - схема действия вибрационных сил в плоскости XAZ; на фиг. 5 - схема действия сил в плоскости YAZ,
Металл из металлоприемника 1 через соединительный стакан 2 поступает в охлаждаемый кристаллизатор 3, которым сообщаются колебания вибратору 4. Вытягивание слитка 5 происходит тянущей клетью 6. Воздействие вибрации осуществляют вдоль оси а-а, скрещивающейся с продольной осью X кристаллизатора 3 в центре А стыка кристаллизатора с металлоприем- ником 1, а плоскость амортизации располагают вдоль оси X кристаллизатора.
. В машине непрерывного литья в качестве вибровозбудителя 4, закрепленного на металлоприемнике 1, использован вибратор с электромагнитным возбуждением колебаний, Линия а-а действия вибрационной силы смещена в горизонтальной плоскости
(фиг. 3) относительно продольной оси X кристаллизатора 3 на некоторую величину е, а в вертикальной плоскости находится под углом (X (фиг,1 и 2) к ней, Металлоприемник снабжен кронштейнами 7 амортизаторов 8,
опоры 9 которых расположены в плоскости, проходящей через ось X.
Машина непрерывного литья горизонтального типа, у которой кристаллизатор 3 расположен в горизонтальной плоскости,
опирается на амортизаторы 8, опоры которых расположены в горизонтальной плоскости, проходящей через ось X кристаллизатора (фиг, 1).
Машина непрерывного литья наклонного типа, у которой кристаллизатор 3 наклонен к горизонту на угол / , опирается на амортизаторы 8, опоры которых расположены в плоскости, проходящей через ось X кристаллизатора (фиг. 2).
Машина работает следующим образом. После заполнения металлоприемника металлом, включается вибратор 4 и параллельно включается тянущая клеть заготовки. Металл, затвердевший на затравке,
начинает перемещаться вдоль кристаллизатора в сторону тянущей клети. Воздействие ви брации предотвращает образование спйев на стыке огнеупорного стакана с кристаллизатором при непрерывном процессе вытягивания слитка.
t Ввиду расположения оси вибратора А под углом к продольной оси X кристаллизатора и ее смещения на величину е от верти- каЬьной плоскости ZAX каждая частица металла формируемого слитка находится под воздействием следующих силовых факторов (фиг. 4 и 5).
Знакопеременная сила F вибратора, дей- стЕующая под углом а , может быть разло- же вдоль осей X и Z на соответствующие сое тавляющие Fx Fcos a Fz Fsln a. Первая из них FX способствует перемещению частиц и всего слитка вдоль оси X, т.е. помогает тянущему усилию клети 6, снижая по- требляемую тянущей клетью мощностью.
Сила FZ, находясь на расстоянии е от центра А кристаллизатора (фиг. 5), создает поворотный момент М Fz.e, обеспечивающий круговые движения частицам незатвердевшего металла на поверхности огнеупорного стакана. Совместное действие сил Fx, F2 и тянущей клети предотвращает попадание частиц жидкого металла на начальный рабочий участок кристаллизатора, при этом способствуя их бесконтактному с кристаллизатором охл ажденйю, смещая критическую зону формирования начальной коркигОбразование которой происходит без прилипания к кристаллизатору, и обеспечивая получение качественной наружной поверхности слитка без спаев.
Исключение пауз в процессе вытягивания увеличивает производительность машит ны и улучшает качество как поверхности, так и кристаллического строения слитка.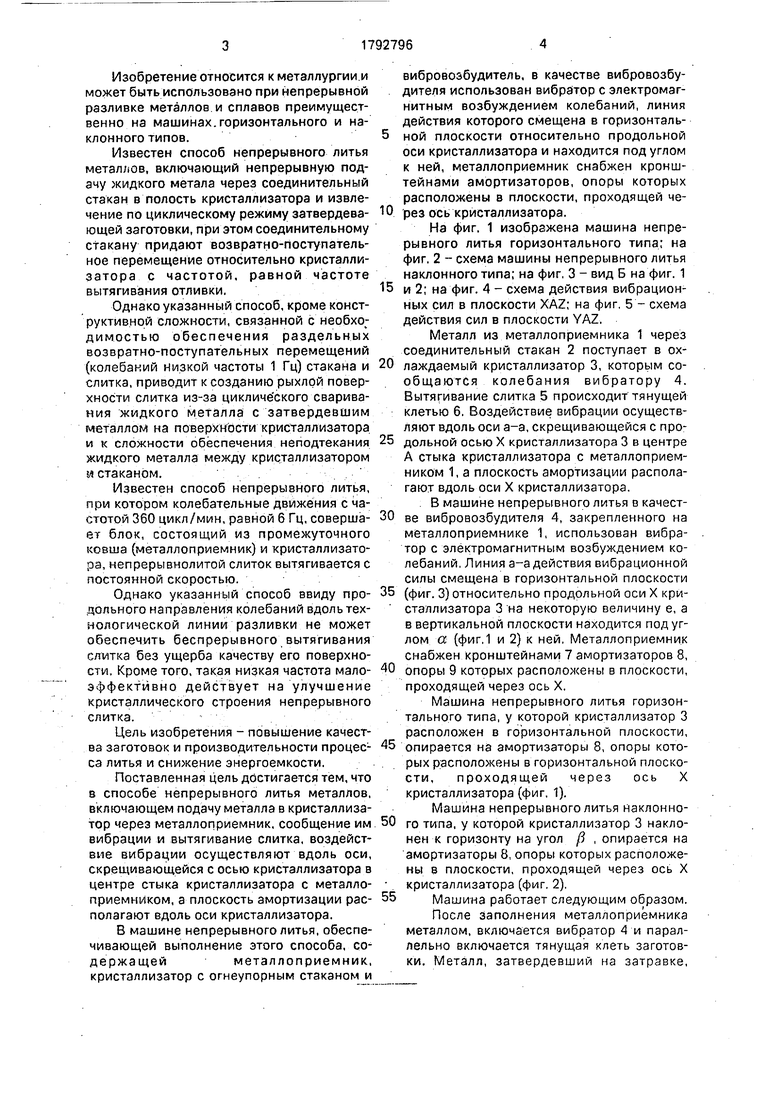
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная машина для непрерывного литья заготовок | 1984 |
|
SU1316151A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Устройство для непрерывного горизонтального литья | 1980 |
|
SU950492A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Наклонно-прямолинейная машина для непрерывного литья тонкослябовых и сортовых заготовок малого сечения | 1990 |
|
SU1799676A1 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| Машина горизонтального непрерывного литья металлов | 1982 |
|
SU1018785A1 |
| Способ управления процессом непрерывного горизонтального литья | 1981 |
|
SU988449A1 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
Использование: при непрерывном литье заготовок преимущественно на машинах горизонтального и наклонного типов. Сущность изобретения: воздействие вибрации осуществляют вдоль прямой, пересекающейся продольной осью кристаллизатора в месте стыка металлопрмемника с кристаллизатором, а плоскость амортизации располагают вдоль продольной оси кристаллизатора. При этом в качестве вибровозбудителя используют вибратор 4 с электромагнитным возбуждением колебаний, закрепленный на металлоприемнике 1. Продольная ось вибратора 4 смещена в горизонтальной пл оскости относительно продольной оси кристаллизатбра 3 и расположена под углом к ней. Металлопри- емник 1 снабжен кронштейнами 7 амортизаторов 8. опоры 9 которых размещены в плоскости, проходящей через продольную ось кристаллизатора, 2 с.п.ф-лы, 5 ил. ел С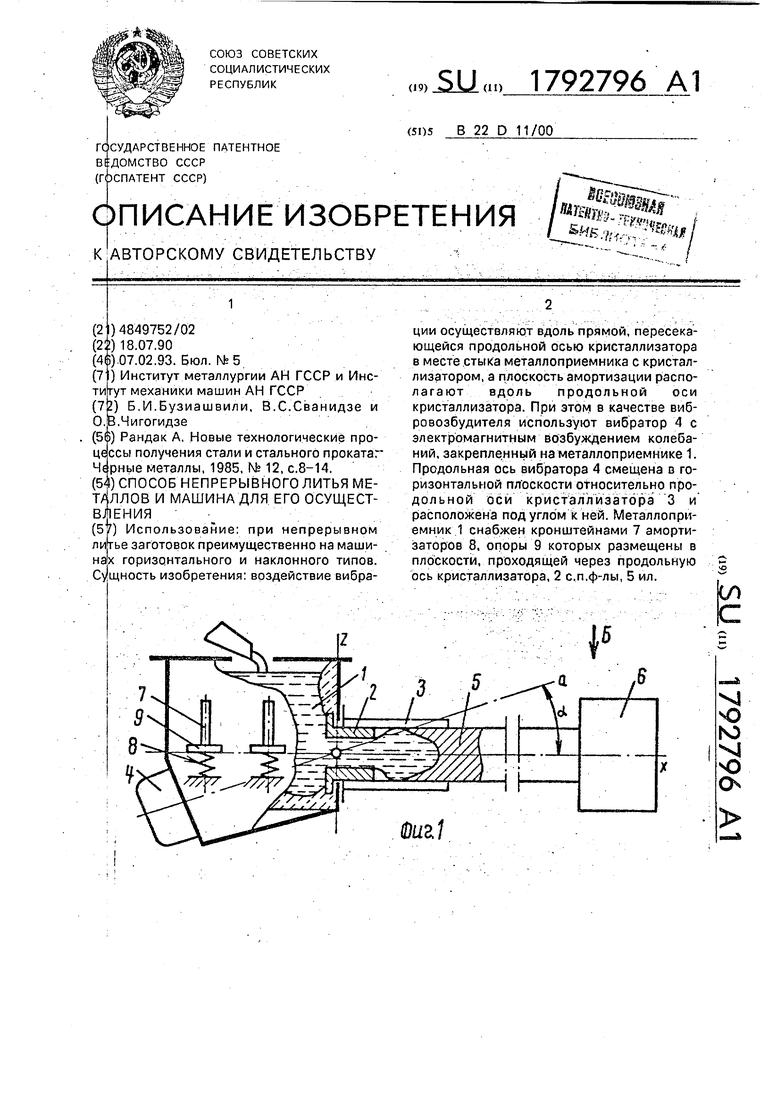
Формула изобретения
. 1. Способ непрерывного литья металлов , преимущественно на машинах горизонтального и наклонного типов, включающий покачу металла из металлоприемника в сое- дин енный с ним кристаллизатор, сообщение им зибрации и вытягивание слитка, чэ т л и - ча ощийся тем, что, с целью повышения качества заготовок, увеличения производительности процесса литья и снижения энер- гоеужости, вибрацию осуществляют вдоль пря|мой, пересекающей продольную ось кристаллизатора в месте стыка металлоприемника с кристаллизатором, а плоскость амортизации располагают вдоль продольной1 оси кристаллизатора.
наклонного типа, содержащая металлопри- емник, соединенный с кристаллизатором посредством огнеупорного стакана, и вибровозбудитель, отличающаяся тем,что с целью повышения качества заготовок, увеличения производительности процесса литья и снижения энергоемкости, в качестве вибровозбудителя использован вибратор с электромагнитным возбуждением колебаний, закреплённый на металлоприемнике который снабжен кронштейнами амортизаторов, при этом продольная оси вибратора смещена в горизонтальной плоскости относительно продольной оси кристаллизатора и расположена под углом к ней, а опоры амортизаторов размещены в плоскости, проходящей через продольную ось кристаллизатора.
