Изобретение относится к области металлургии и может быть использовано при разливке металла на машинах непрерывного литья заготовок, преимущественно горизонтального типа.
В.процессе непрерывного литья на установках горизонтального типа жид.кий металл из.металлоприемника через керамический металлопровод (огнеупорный стакан), жестко соединенный с кристаллизатором, поступает во внутреннюю полость гильзы кристаллизатора, где происходит формирование корочки не- прерывнолитого слитка.
В настоящее время в кристаллизаторах горизонтальных машин непрерывного литья заготовок (ДДНЛЗ) используются гильзы двух типов:гладкие и с буртиком. Гладкие гильзы характеризуются постоянным сечением внутренней рабочей полости.
Известно устройство для непрерывной разливки заготовок, которое состоит из огнеупорного стакана, соединенного
С кристаллизатором через промежуточное приставное огнеупорное кольцо с отверстием, диаметр которого больше диаметра разливочного отверстия огнеупорного стакана, но меньше, чем внутренний диаметр кристаллизатора i.
К недостаткам этого устройства можно отнести то, что соединение стакана с кристаллизатором через промежуточное огнеупорное кольцо не обеспечивает на10дежной герметизации места соединения в процессе разливки, что отражается на стабильности процесса разливки. Это объясняется различными коэффициентами линейного расширения.
15
Известен кристаллизатор, содержащий огнеупорный стакан, соединенный с водоохлаждаемым корпусом, который выполнен монолитно с торцовой стенкой 2.
При использовании гильзы с буртиком
20 повыша ется качество непрерывнолитой заготовки. В этом случае кристаллизация корочки слитка протекает на внутренней поверхности металлической гиль
37
зы и де({)екты, связанные с разрушением керамического мегаллопровода, отсутствуют. Однако наличие мест с повыиюн- ным теплоотводом, угловые переходы в гильзе кристаллизатора приводят к неравномерному фронту . кристаллизации, что вызывает значительный рост внутренних напряжений кристаллизующейся корочке и,как следствие этого, образование трещин на поверхности слитков. Кроме того, неравномерность фронта кристаллизации приводит к короблению заготовки и развитию у непрерывнолитых слитков круглого сечения овальности, а у прямоугольного сечения - ромбичности.
Целью предлагаемого изобретения является предотвращение образования трещин в начальный момент кристаллизации корочки и снижение ритмичности или овальности заготовок.
Это достигаетмя тем, что входная полость гильзы выполнена сферической, при этом радиус входной сферической полости составляет 0,5-2О диаметра или стороны рабочей полости кристаллизатора.
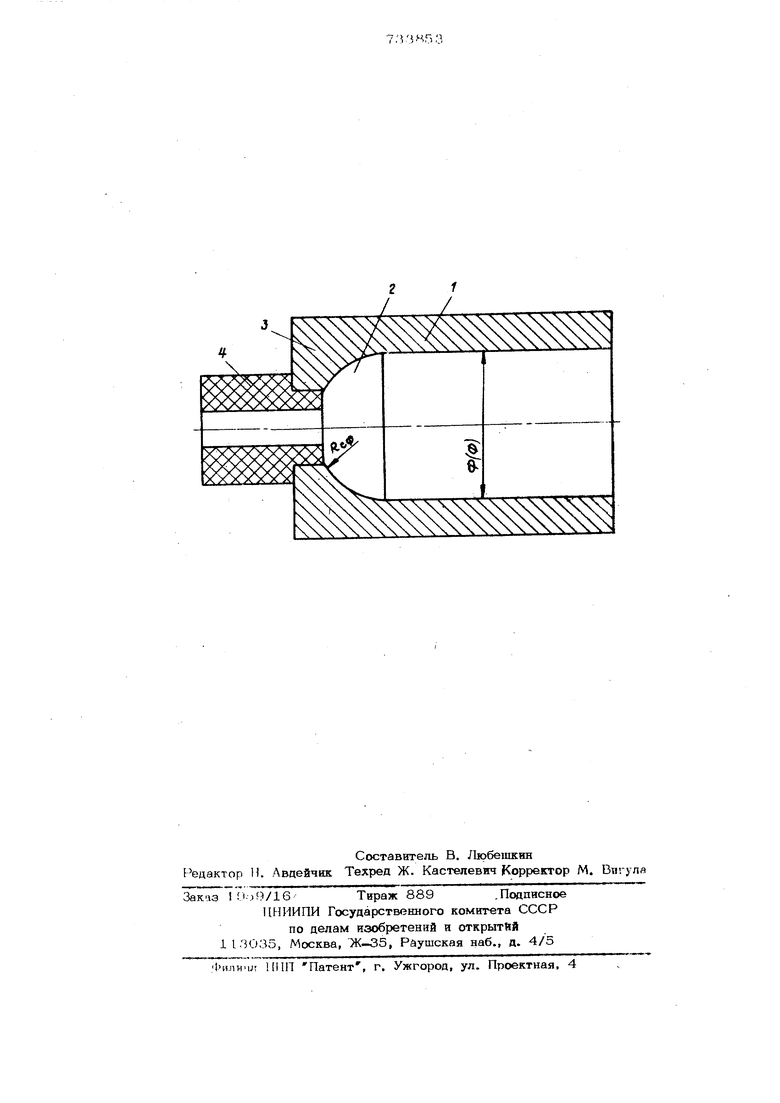
На чертеже приведен продольный разрез кристаллизатора.
Кристаллизатор мащины непрерывного литья заготовок содержит гильзу 1, имеющую входную полость 2. Корпус гильзы выполнен монолитно с торцовой стенкой 3, в которой установлен металлопровод 4 с цилиндрической посадочной поверхностью. Входная полость 2 гильзы имеет вид сферы с радиус омР.ф. Выполнение входной полости гильзы кристаллизатора сферической формы обеспечивает равномерность фронта кристаллизации за счет равномерного теплоотвода и повышенную скорость затвердевания. Наличие равно™ мерно кристаллизующегося фронта уменьшает концентрацию внутренних, напряжений-в образовавшейся корочке. Это пре- goTJBpamaeT-разрывы корочки в начальный момент формирования ненрерывнолитого слитка. Сферическая форма кристеш лизующегося тела обуславливает увеличение скорости затвердевания, что создает благоприятные условия для формирования жесткой оболочки кристаллизующегося слитка и снижает вероятность его коробления. Фактором, определяющим оптимальные условия формирования коавпз4
рочки, является пааимосвязь параметров гильзы крис;тпллнзптора: итдиуса входной сферической полости и диаметра или стороны внутренней рабочей полости. Из- 5 вестно, что максимальный размер заготовки, получаемых на машинах непрерывного литья горизонтального типа, составляет круг диаметром 300 мм в квадрат со стороной 300 мм.
10 Входная полость может быть выполнена радиусом, равным половине диаметра (вид полусферы). Минимальный шаг вытягивания заготовки равен 2 мм. Входная полость гильзы кристаллизатора мо15 жет быть выполнена в виде усечегшого шарового сегмента. Тогда радиус сферической части определяется из выражеD 24-h(u-R-W,
20 где Т - радиус сферической полости; D - диаметр или сторона рабочей
полости;
Ь - величина шага вытягивания. Используя эти данные и особенности 25 конфигурации рабочей и входной полости, можно рассчитать, что отношение радиуса сферической части и диаметра или стороны рабочей полости криста/шизатора может колебаться в пределах 0,5-20. 30.
Формула изобретения
1. Кристаллизатор машины непрерыв35 ного литья заготовок, преимущественно горизонтального типа, содержащий гильзу, корпус которой со стороны металло- провода выполнен монолитно с торцовой стенкой, имеющей отверстие, в котором
40 установлен металлопровод с цилиндрической посадочной поверхностью, отличающийся тем, что, с целью предотвращения образования трещин в начальный момент кристаллизации короч-
45 ки и снижения ритмичности или овальности заготовок, входная полость гильзы выполнена сферической с радиусом О,52О диаметра или стороны внутренней рабочей Полости кристаллизатора.
SOИсточники информации,
принятые во внимание при экспертизе
1.Патент Англии № 13L2243, кл. В 3 F, 1970.
2.Авторское свидетельство СССР
55 № 606679, кл. В 22 D 11/04, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Узел соединения металлопровода с кристаллизатором для непрерывного литья металлов | 1982 |
|
SU1538361A1 |
| Кристаллизатор | 1976 |
|
SU606679A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Способ непрерывного литья слитков | 1985 |
|
SU1301552A1 |
| Кристаллизатор машины непрерывного литья заготовок горизонтального типа | 1981 |
|
SU990410A1 |
| Устройство для подвода металла | 1983 |
|
SU1101325A1 |
| Кристаллизатор машины непрерывного литья металла | 2018 |
|
RU2709078C1 |