Изобретение относится к литейному производству, в частности к изготовлению полых отливок в металлических формах.
Известен стержень для получения полых отливок, содержащий секции, расположенные с зазором одна относительно другой и установленные с возможностью перемещения в радиальном направлении, и упругие элементы, выполненные в виде пластин, размещенные внутри стержня и связанные с секциями, при этом пластины закреплены своими концами на соседних секциях и связаны между собой (Авт. св. СССР №1353569, Кл. В 22 D 15/00, Бюл. №43, 1987).
Применение данного стержня для получения полых отливок приводит к образованию в них усадочных трещин из-за проникновения расплава в зазоры между секциями еще во время заполнения формы расплавом, так как огнеупорное покрытие стержня в зоне зазора не имеет подложки. Стержень из отливки не извлекается, сложная конструкция упругих элементов, искажение геометрии полости в отливки, ограниченное применение - только для тонкостенных, небольшой высоты отливок из легкоплавких сплавов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является стержень для получения полых отливок, содержащий секции, установленные с возможностью перемещения в радиальном направлении, разовые прокладки, размещенные между секциями, выполненные из пенополистирола толщиной 0,012-0,06 диаметра стержня и противопригарное покрытие (Авт. св. СССР №1731418, Кл. В 22 D 15.00, Бюл №17, 1992).
Применение данного стержня при изготовлении толстостенных полых отливок из высокотемпературных сплавов приводит к образованию в них усадочных трещин из-за проникновения расплава в зазоры между секциями еще во время заполнения формы расплавом, так как подложка из пенополистирола под противопригарным покрытием сгорает и расплав проникает в зазор, стержень из отливки не извлекается. Возможно, смещение секций стержня одна относительно другой при перемещении их в радиальном направлении, так как они не связаны между собой, что приведет к искажению геометрии полости в отливке, сложность конструкции, связанная с необходимостью применения специальных устройств в конструкции стержня для удержания секций в исходном положении.
Задачей изобретения является повышение надежности работы стержня, упрощение конструкции стержня за счет исключения различных устройств и приспособлений для удержания секций в исходном положении, повышение геометрической точности полости в отливках за счет исключения смещения секций одна относительно другой при перемещении их в радиальном направлении под действием усадочных деформаций в затвердевающей отливке, исключение возможности поражения отливок усадочными трещинами, многократность использования, взаимозаменяемость секций стержня, расширение области применения для получения полых отливок из высокотемпературных сплавов с различной толщиной стенки.
Техническим результатом изобретения является возможность использования металлических стержней, состоящих из отдельных секций для формирования в отливках полостей требуемой геометрической формы в поперечном сечении, без усадочных трещин из различных, в том числе и высокотемпературных, сплавов с различной толщиной стенки отливки и упрощение конструкции стержня.
Технический результат достигается тем, что в стержне для получения полых отливок, содержащем секции, расположенные с зазором одна относительно другой и установленные с возможностью перемещения в радиальном направлении, и противопригарное покрытие, секции соединены в зацепление для фиксирования по боковым поверхностям выступов и ответных пазов, расположенных на продольных осях боковых поверхностей по толщине секции и имеющих в поперечном сечении форму трапеции.
Наличие продольных выступов и ответных пазов на продольных осях боковых поверхностей по толщине секций и имеющих в поперечном сечении форму трапеции, позволяет соединить секции в фиксированное зацепление, исключающее применение различных устройств и приспособлений для удержания секций в исходном положении, что упрощает конструкцию стержня и повышает надежность работы стержня, при этом исключается возможность перемещения секций одна относительно другой и обеспечивается одновременное перемещение всех секций в радиальном направлении под действием усадочных деформаций в затвердевающем вокруг стержня слое металла, что повышает геометрическую точность полости в отливке.
Соединение секций в фиксированное зацепление формирует продольные зазоры между секциями с их внешней и внутренней сторон и между выступом и ответным пазом зацепления.
Фиксированное положение секций в исходном положении по боковым поверхностям выступов и пазов закрепляется тем, что зазоры между секциями со стороны их рабочих поверхностей заполнены податливым огнеупорным материалом, например, стержневой смесью или волокнистым графитом и другими материалами с возможностью свободного перемещения секций по их периметру в поперечном сечении под действием усадочных деформаций в затвердевшем вокруг стержня слое металла путем уплотнения податливого огнеупорного материала в зазорах между секциями.
Это позволяет получать в отливках полости требуемой геометрической формы, повышает надежность работы стержня и упрощает его конструкцию.
Суммарная ширина зазора между секциями превышает величину линейной усадки материала отливки в 1,5-2,0 раза.
Толщина секций выбирается из условий одинаковой скорости перемещения фронта кристаллизации по толщине стенки отливки со стороны металлической формы и со стороны металлического стержня.
Таким образом, уменьшение диаметра стержня под действием усадочных деформаций в затвердевающем вокруг стержня слое металла происходит путем одновременного перемещения всех секций в радиальном направлении за счет уменьшения ширины продольных зазоров путем деформации податливого огнеупорного материала, которым заполнен зазор между секциями со стороны их рабочей поверхности.
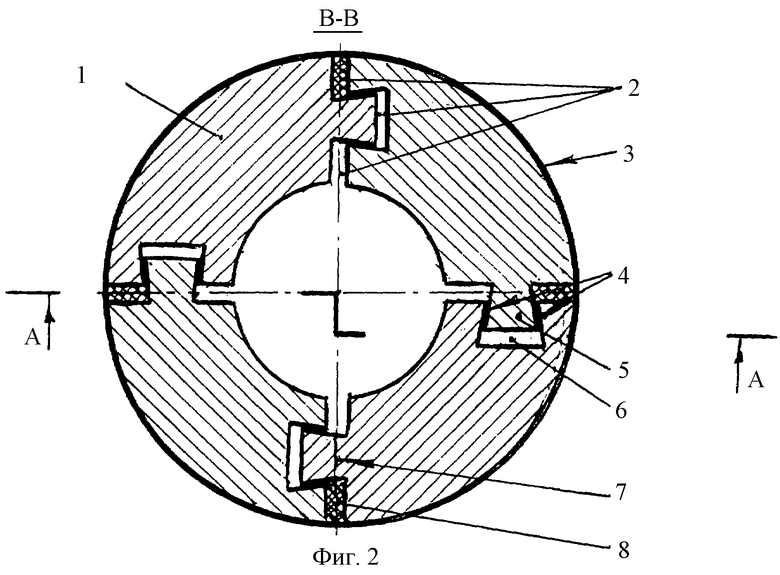
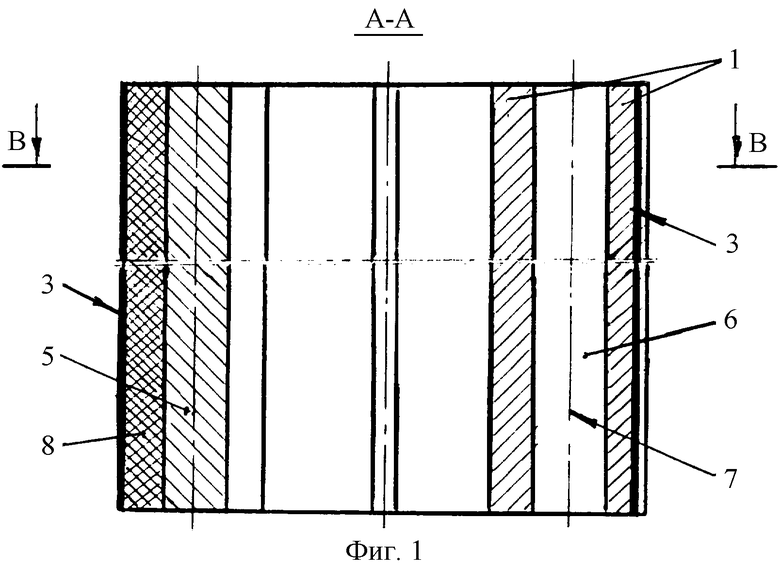
На фиг.1 изображен стержень для получения полых отливок, продольный разрез; на фиг.2 - то же, поперечный разрез.
Стержень состоит из секций 1, расположенных с зазором 2 одна относительно другой и установленных с возможностью радиального перемещения, противопригарного покрытия 3, при этом секции 1 соединены в зацепление для фиксирования по боковым поверхностям 4 выступов 5 и ответных пазов 6, имеющих в поперечном сечении форму трапеции и расположенных на продольных осях 7 боковых поверхностей по толщине секций 1. Выступами 5 перекрывается центральная часть зазора между секциями 1 с формированием зазора 2 между секциями с внешней и внутренней сторон секций и между выступом 5 и основанием ответного паза 6, суммарная ширина каждого из которых превышает величину линейной усадки материала отливки в 1,5 -2,0 раза. Выполнение суммарной ширины зазоров 2 между секциями ниже нижнего предела не исключает заклинивания секций 1 между собой, а выполнение суммарной ширины зазоров 2 выше верхнего предела нецелесообразно из конструктивных соображений изготовления секции 1 и уменьшения теплового потока от отливки к стержню в зоне соединения секций. Зазоры между секциями со стороны их рабочей поверхности заполнены податливым огнеупорным материалом 8 для исключения проникновения расплава в зазор 2 и обеспечения уменьшения его величины за счет сжатия огнеупорного материала 8 под действием усадочных деформаций в затвердевающем вокруг стержня слое металла.
Секции 1 устанавливаются в исходное положение по боковым поверхностям 4 выступов 5 и ответных пазов 6, имеющих в поперечном сечении форму трапеции, путем установки шаблона в зазор между выступом 5 и основанием ответного паза 6.
Фиксирование положения секций 1 по боковым поверхностям 4 в исходном положении производится путем заполнения зазора 2 между секциями со стороны их рабочей поверхности податливым огнеупорным материалом 8. Стержень нагревают до температуры 100-150°С и на его поверхность наносят противопригарное покрытие и извлекают шаблон из зазора 2 между выступом 5 и основанием ответного паза 6. Стержень готов к установке в форму.
Стержень работает следующим образом.
После заливки формы металлом до начала процесса затвердевания огнеупорный материал 8, которым заполнены зазоры 2 между секциями 1 со стороны рабочей поверхности стержня, препятствует перемещению секций 1 в радиальном направлении под действием металлостатического давления жидкого металла. Увеличение размеров секции 1 с повышением их температуры под воздействием температуры жидкого металла не вызывает их деформации, так как торцы секций 1 имеют свободу перемещений.
Впоследствии, при затвердевании отливки под действием усадочных деформаций в затвердевшем вокруг стержня слое металла секции 1 начинают одновременно перемещаться в радиальном направлении за счет уменьшения зазоров 2 между секциями 1, при этом зазор между секциями 1 со стороны их рабочей поверхности уменьшается за счет сжатия податливого огнеупорного материала 8, которым он заполнен, обеспечивая свободное протекание усадочных деформаций в затвердевшем вокруг стержня слое металла без образования усадочных трещин.
Использование предлагаемого стержня упрощает конструкцию стержней для получения полых отливок, повышает надежность работы стержня, позволяет получать отливки с высоким качеством литого металла из любых сплавов, в том числе и высокотемпературных, с различной толщиной стенки отливки, требуемой геометрии полости в отливке, без усадочных трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2211110C1 |
| Стержень для пустотелых отливок | 1975 |
|
SU727322A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1987 |
|
RU1563045C |
| Стержень для получения полых отливок | 1983 |
|
SU1082554A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Стержень для получения полых отливок | 1989 |
|
SU1731418A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2221671C1 |
| Металлический выплавляемый стержень | 1973 |
|
SU450637A1 |
Изобретение относится к изготовлению полых отливок в металлических формах. Стержень содержит секции, расположенные с зазором одна относительно другой. Секции соединены по боковым поверхностям посредством выступов и пазов, имеющих в поперечном сечении форму трапеции. Выступы и пазы расположены по продольным осям боковых поверхностей секций. Суммарная величина зазоров между секциями превышает величину линейной усадки материала отливки. Зазоры заполнены податливым материалом, который фиксирует положение секций в исходном положении. Стержень имеет противопригарное покрытие. Изобретение обеспечивает повышение надежности работы стержня, позволяет получать качественные отливки из любых сплавов без усадочных трещин. 2 ил.
Стержень для получения полых отливок, содержащий секции, расположенные с зазором одна относительно другой и установленные с возможностью перемещения в радиальном направлении, податливый огнеупорный материал, расположенный между секциями, и противопригарное покрытие, отличающийся тем, что секции соединены посредством выступов и ответных пазов, имеющих в поперечном сечении форму трапеции и входящих в фиксированное зацепление по своим боковым поверхностям, при этом выступы и пазы расположены по продольным осям боковых поверхностей секций.
| Стержень для получения полых отливок | 1989 |
|
SU1731418A1 |
| Стержень для получения полых цилиндрических отливок | 1986 |
|
SU1353569A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1987 |
|
RU1563045C |

