Изобретение относится к литейному производству и может быть использовано при изготовлении полых отливок с применением металлических выплавляемых стержней.
Известные металлические выплавляемые стержни, выполненные пустотелыми, ае обеспечивают таких параметров, как газопроницаемость, податливость и своевременное удаление иЗ зоны контакта отливки и стержня жидкой его фазы, образующейся при затвердевании отливки. Кроме того, расплавление стержня начинается с поверхности и из-за резкого увеличения объема металла при переходе из твердого состояния в жидкое сопровождается повышением давления в жидкой фазе.
Если своевременно не снизить давление в расплаве на границе раздела отливка-стержень, то произойдет разрыв образующейся при кристаллизации твердой корочки отливки и материал стержня прояикi нет в тело отливки Чем больше Dasница в температурах плавления материала стержня и отливки, тем больше вероятность получения этого дефекта из-за резкого повышения температуры в контактном слое стержня сразу после заливки и в процессе выделения тепла кристаллизации твердой фазы отливки. Для предотвращения образования трещин в отливке стерзень должен быть достаточно податливым в период усадочных процессов при ее затвердевании и охлаждении. Это особенно важно для таких вариантов отли ки-стержень, как белый чугуналюминий, сталь-алюминий, при которых разница температур плавления материалов и стержня cocтавляет 600-900°С, а усадка материала отливок в твердом состоянии 1,5 - ,
Цель изобретения - повышение газопроницаемости и податливости I и своевременное удаление из зоны
контакта отливки и стержня его жидкой фазы, образующейся при затвердевании отливки.
Для этого в оформляющей и газовой частях стержня выполнены продольные поверхностные пазы, закрытые расплавляемыми вставками.
Количество углублений,выполненных в стержне, и их размеры выбирают в зависимости от веса, материала и размеров отливки и стержня. Расплавляемые вставки, закрывающие пазы, собраны со стержнем
гак, что наружная поверхность стержня связана с пазами щелевидныыи каналами.
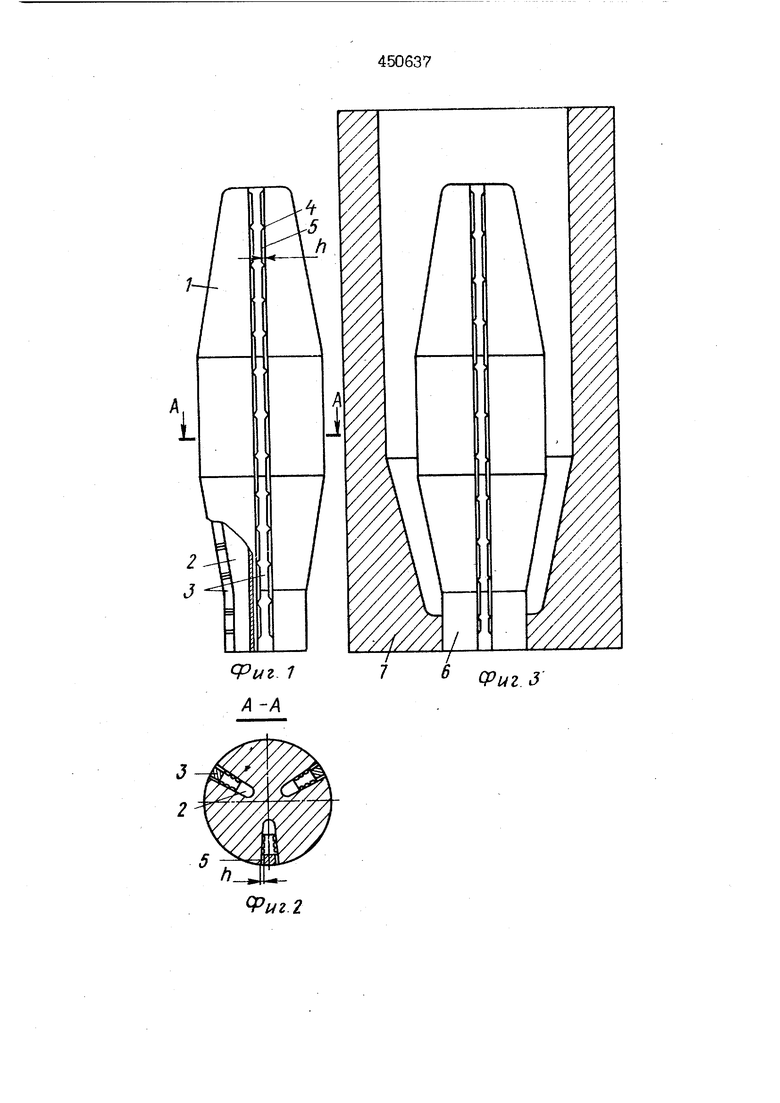
На фиг. I изображен стержень из сплава АЛ2 со вставками из этого же сплава, общий вид; на фиг.2 - то же, разрез по А-А; на фиг.З кокиль и стержень в собранном виде для получения стальной отливки.
Стержень I, изготовленный литьем в кокиль, имеет продольные пазы 2, которые закрыты сверху вставками 3, полученными литьем под давлением. Вставки выполнены с выступами 4, образующими зазоры (например fv 0|5 мм), соединяющие наружную поверхность стержня с пазами 2, Стержень имеет знак 6..
В качестве вставок может быть использована проволока, например аллюминиевая..
При заливке металла в кокиль 7 имеющийся в рабочей пoлocfи кокиля воздух выходит через зазоры 5 и пазы 2 в стержне 1. Таким же образом удаляются газы, образующиеся при взаимодействии жидкого металла с огнеупорным покрытием стержня и выделяющиеся из металла при кристаллизации. В процессе кристаллизации металла в первую очередь расплавляются вставки 3 и образующийся жидкий металл-вытекает через пазы 2 вниа из полости кокиля. При последующем сплавлении стержня жидкая фаза его удаляется также через эти пазы. Благодаря наличию в стержне 1 вставок и пазов возникает возможность удаления воздуха и газов из рабочей полости кокиля через х;тержень и строго последовательного расплавления стержня, исключаются условия повышения давления в образующейся жидкой фазе материала стержня, создаются условия незатрудненной усадки отливки.
ПРВДМЕТ ИЗОБРЕТЕНИЯ Металлический выплавляемый стержень для получения отливок с полостями, отличающийся тем, что, с целью повышения газопроницаемости и податливости стержня и своевременного удаления из зоны контакта отливки и стержня его жидкой фазы, образующейся при затвердевании и охлаждении отливки, в оформляющей и знаковой частях стержня выполнены продольные поверхностные пазы, закрытые расплавляемыми вставками.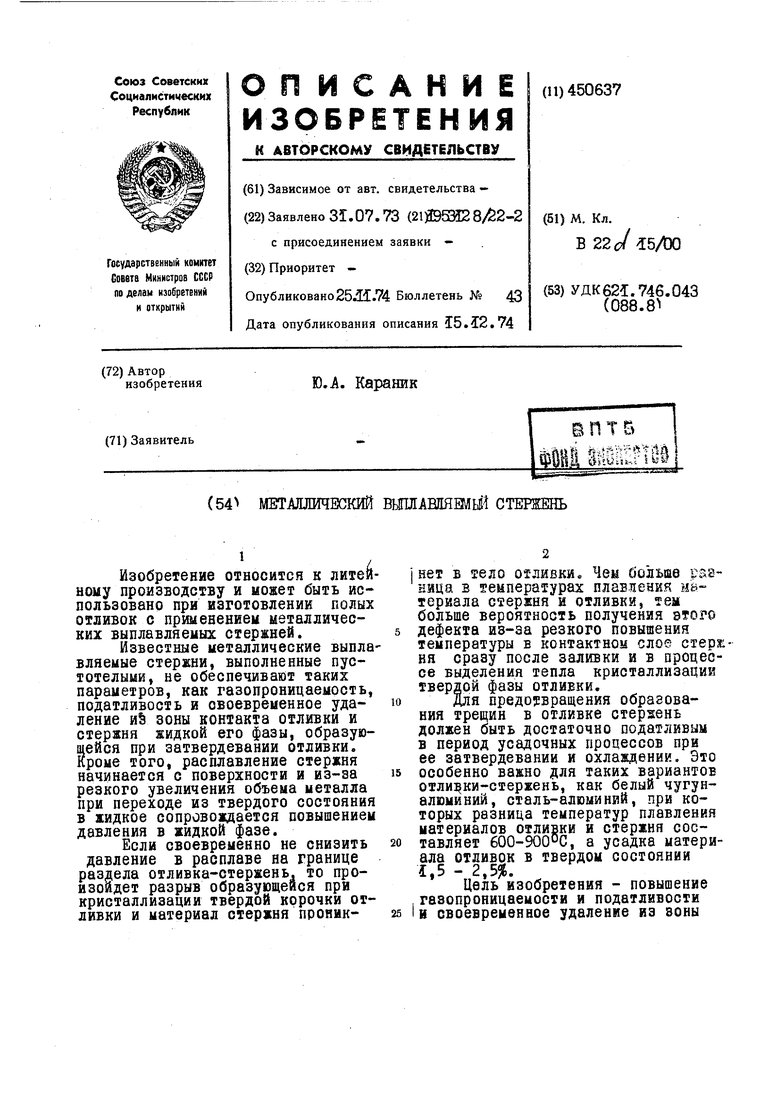
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2009016C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Кокиль с полым металлическим стержнем для получения отливок с полостями при литье металла со шлаком | 1990 |
|
SU1811975A1 |
| Литейный стержень | 1980 |
|
SU900962A1 |
| Способ изготовления пустотелых отливок | 1980 |
|
SU944780A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ получения отливок | 1984 |
|
SU1281341A1 |