Изобретение относится к вакуумной металлургии, а именно к плавильным печам, предназначенным для получения литых и фасонных отливок из тугоплавких и химически активных металлов и сплавов.
Наиболее близкими аналогом к предлагаемой установке является плавильно-заливочная вакуумная установка для плавления и получения отливок из титановых сплавов с выплавкой жидкого металла методом дуговой плавки с расходуемым электродом в гарнисажном тигле и центробежной заливкой в литейные формы ДВЛ-250 (см. Производство фасонных отливок из титановых сплавов. Братухин А.Г., Бибиков Е.Л., Глазунов С.Г. и др. - 2-е изд., перераб. и доп. - М.: ВИЛС, 1998. - Стр.45-46).
Плавильно-заливочная установка ДВЛ-250 состоит из рабочей камеры, вакуумной системы, системы водоохлаждения, графитового гарнисажного тигля, механизма подачи расходуемого электрода, двух центробежных столов и отдельного стенда приварки расходуемого электрода.
Механизм подачи электрода смонтирован на отдельной конструкции, которая для переноса электрода со стенда приварки в рабочую камеру поворачивается на 180°. Разливку металла из графитового гарнисажного тигля в контейнеры литейных форм, устанавливаемых на центробежные столы, производят на две противоположные стороны. Диаметр центробежного стола 1380 мм, скорость вращения 200-400 об/мин.
Рассмотренная плавильно-заливочная установка имеет следующие недостатки: не позволяет получать массивные титановые отливки массой более 300 кг и потребляет относительно большое количество электроэнергии, что является одной из причин высокой себестоимости титанового литья.
Задачей изобретения является создание вакуумной плавильно-заливочной установки, обеспечивающей возможность производства литых массивных отливок (до 600 кг по жидкому металлу), с одновременным повышением производительности вакуумной плавильно-заливочной установки и снижением себестоимости получаемых отливок.
Сущность изобретения заключается в том, что вакуумная дуговая плавильно-заливочная установка, содержащая вакуумную рабочую камеру с системой водоохлаждения, гарнисажный тигель, размещенный в рабочей камере, механизм подачи расходуемого электрода, установленный над гарнисажным тиглем на одной с ним вертикальной оси, два боковых центробежных стола и стенд приварки расходуемого электрода, дополнительно снабжается центральным центробежным столом, расположенным между двумя боковыми центробежными столами, вторым гарнисажным тиглем и механизмом подачи расходуемого электрода, установленным над вторым гарнисажным тиглем на одной с ним вертикальной оси, причем гарнисажные тигли и механизмы подачи расходуемого электрода установлены параллельно и симметрично относительно вертикальной оси центрального центробежного стола.
Изобретение соответствуют критериям патентоспособности; обладает новизной, что следует из сравнения с прототипом; изобретательским уровнем, так как явно не следует из существующего уровня техники; промышленно применимо.
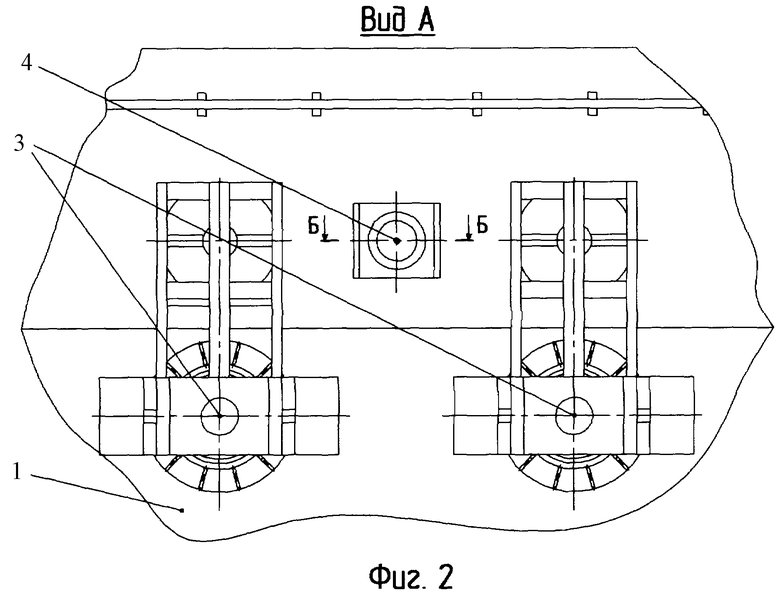
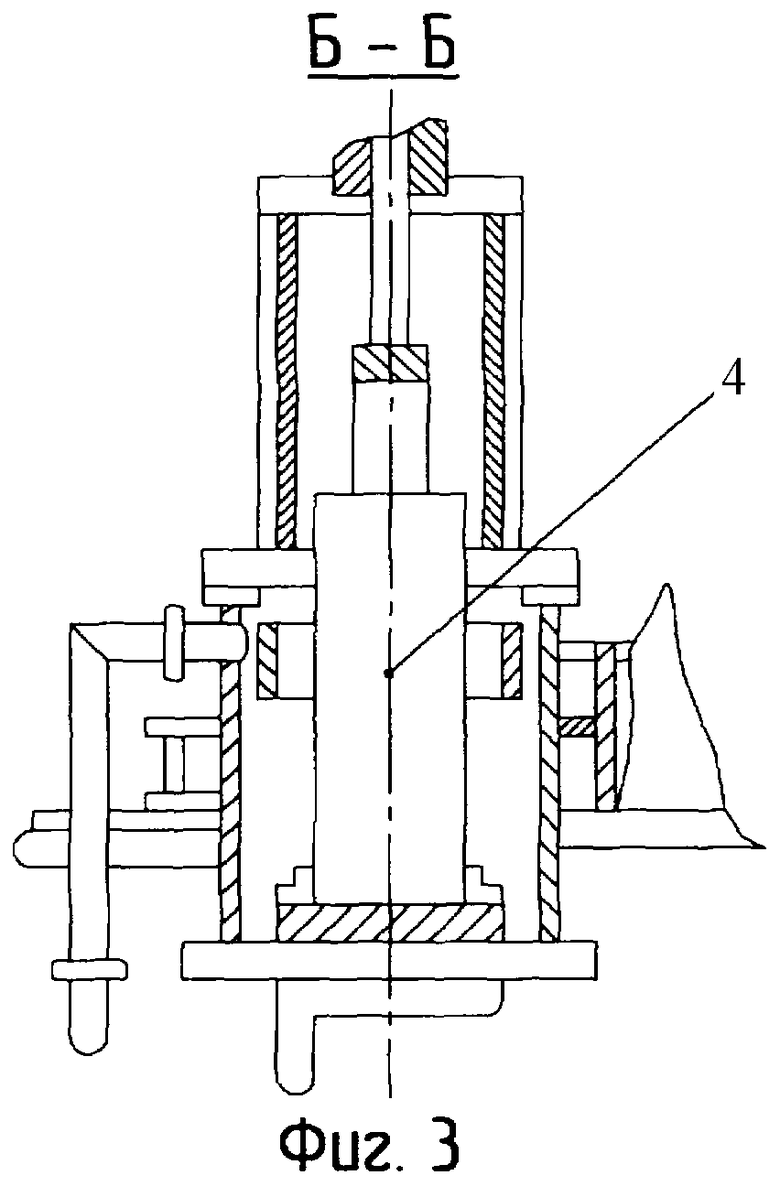
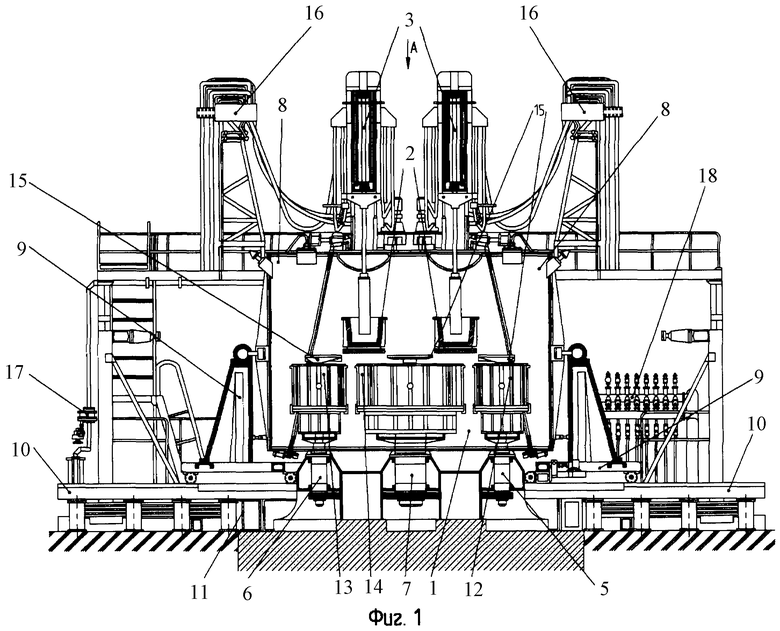
На фиг.1 представлена конструктивная схема предлагаемой вакуумной плавильно-заливочной установки, продольный разрез; на фиг.2 - механизмы подачи расходуемого электрода и стенд приварки расходуемого электрода, вид по стрелке А на фиг.1; фиг.3 - разрез стенда приварки расходуемого электрода Б-Б на фиг.2.
Вакуумная дуговая плавильно-заливочная установка состоит из вакуумной рабочей камеры 1 с системой водоохлаждения, двух гарнисажных тиглей 2, двух механизмов подачи расходуемого электрода 3, отдельного стенда приварки расходуемого электрода 4 и трех центробежных столов: правый 5, левый 6 и центральный 7.
Рабочая камера 1 представляет собой горизонтально расположенную сварную конструкцию, снабженную торцевыми крышками 8. Торцевые крышки 8 размещены на тележках 9, которые установлены на рельсы 10.
На общей с рабочей камерой 1 литой чугунной станине 11 смонтированы три центробежных стола: правый 5, левый 6 и центральный 7, приводимых во вращение индивидуальными двигателями. Двигатели постоянного тока подбираются с учетом плавной регулировки скорости вращения от 200 до 400 об/мин.
На столы центробежных машин 5, 6 и 7 устанавливаются контейнеры литейных форм соответственно 12, 13 (до 300 кг по жидкому металлу) и 14 (до 600 кг по жидкому металлу), либо другая литейная оснастка. Контейнеры литейных форм 12, 13 и 14 прижимаются к столам центробежных машин 5, 6 и 7 центробежными замками.
Над контейнерами литейных форм 12, 13 и 14 подвешиваются с помощью специального крепления заливочные устройства 15, которые представляют собой сварные конструкции из листового материала и труб.
Два гарнисажных тигля 3 в поворотных водоохлаждаемых корпусах, что обеспечивает поворот тиглей на 105° на обе стороны от вертикальной плоскости с помощью электроприводов, размещены в плавильно-заливочной камере 1 параллельно друг другу. При этом центральный центробежный стол 7 располагается между двумя гарнисажными тиглями 2, что дает возможность проводить одновременную разливку металла сразу из двух гарнисажных тиглей 2 в контейнер литейных форм 14. Два боковых центробежных стола 5 и 6, на которых устанавливаются контейнеры литейных форм 12 и 13, располагаются с внешних сторон гарнисажных тиглей 2.
Над каждым гарнисажным тиглем 2 на одной с ним вертикальной оси расположены механизмы подачи расходуемого электрода 3. Два механизма подачи электродов 3 смонтированы на отдельных конструкциях, установленных независимо от рабочей камеры 1 на основной станине 11.
Приводная станция подачи электрода обеспечивает движение электрода вверх и вниз. Токоподводы к электродам 16 выполнены из гибких медных кос.
Стенд приварки расходуемого электрода 4 расположен отдельно от рабочей камеры 1 на станине 11 между механизмами подачи расходуемого электрода 3.
Система водоохлаждения состоит из напорного 17 и сливного 18 коллекторов.
Вакуумная дуговая плавильно-заливочная установка работает следующим образом.
Вначале проводят подготовку вакуумной дуговой плавильно-заливочной установки к плавкам. Внутреннюю поверхность печи (стенки вакуумной рабочей камеры 1, водоохлаждаемые кольца тиглей 2, штоки электрододержателей на двух механизмах подачи электрода 3) тщательно очищают пылесосом. С целью обезжиривания и удаления влаги тщательно протирают внутреннюю поверхность печи гидролизным спиртом.
Устанавливают и закрепляют на столах центробежных машин 5, 6 и 7 предварительно собранные контейнеры литейных форм 12, 13 и 14, либо другую литейную оснастку. На расстоянии 30-50 мм от верхнего края центрального стояка подвешивают с помощью специального крепления промежуточную литниковую чашу 15.
В случае необходимости производят приварку нового электрода к огарку использованного на стенде приварки электрода 4. Приварка расходуемого электрода проводится поочередно для каждого из двух механизмов подачи расходуемого электрода 3. Для этого вся конструкция одного из двух механизмов подачи электрода 3 поворачивается на 90°, после чего производится приварка расходуемого электрода. После проведения приварки расходуемого электрода механизм подачи электрода 3 возвращается в рабочее положение.
Рабочую камеру 1 закрывают откатными торцевыми крышками 8 и вакуумируют. Затем подают воду на все водоохлаждаемые части установки.
Далее проводят первую плавку и заливку металла в контейнер литейных форм 14, расположенный на центральном центробежном столе 7, который находится между двумя тиглями 2. Для этого электроды механизмами подачи электрода 3 подводят до короткого замыкания с дном гарнисажных тиглей 2, включают источник электропитания и отводят электроды от дна на 20-30 мм до возникновения электрических дуг.
При центробежной заливке форм за две минуты до окончания плавки включают центробежную машину центрального стола 7 и доводят число оборотов до заданного. После наплавления нужного количества металла в двух гарнисажных тиглях 2 выключают электрические дуги, электроды механизмами подачи 3 подаются вверх и производится одновременный слив металла в контейнер литейных форм 14 через заливочный лоток 15, расположенный над этим контейнером, из гарнисажных тиглей 2.
Когда заливка контейнера литейных форм 14 заканчивается, тигли 2 и электроды возвращают в рабочее положение и проводят вторую плавку - включают источник электропитания, зажигают электрические дуги и плавят металл в гарнисажных тиглях 2. За две минуты до окончания плавки включают центробежные машины боковых столов 5 и 6. После наплавления в тиглях 2 необходимого количества металла выключают дуги, отводят электроды и производят заливку металла в контейнеры литейных форм 12 и 13 через заливочные лотки 15, расположенные над этими контейнерами.
Далее производится охлаждение контейнеров литейных форм 12, 13 и 14 в течение 1,5-2 часов в вакууме.
Затем производится отключение системы водоохлаждения, разгерметизация рабочей камеры установки 1 и открытие торцевых крышек 8, после чего вынимаются контейнеры литейных форм 12, 13 и 14.
Предлагаемая вакуумная дуговая плавильно-заливочная установка позволяет производить порционную заливку трех контейнеров литейных форм за один рабочий цикл плавильно-заливочной установки без разгерметизации печи в промежутке между двумя плавками.
Использование такой схемы проведения плавок приводит к значительному повышению производительности печи и сокращению себестоимости получения отливок за счет перекрытия этапов рабочего цикла, особенно остывания отливок (наиболее продолжительный этап рабочего процесса вакуумной дуговой плавильно-заливочной установки) и исключения операций повторных вакуумирований печи.
В данной вакуумной дуговой плавильно-заливочной установке производится одновременная заливка металла сразу из двух гарнисажных тиглей в центральный контейнер литейных форм, что обеспечивает возможность производства массивных отливок (до 600 кг по жидкому металлу).
Таким образом, данная вакуумная дуговая плавильно-заливочная установка обеспечивает получение широкой номенклатуры отливок машиностроительного назначения (от 150 кг до 600 кг по жидкому металлу) высокого качества, легка в обслуживании и экономична в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ГАРНИСАЖНАЯ УСТАНОВКА | 1991 |
|
RU2040752C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2211419C1 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕНТРОБЕЖНО-ЛИТЫХ ТИГЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2004 |
|
RU2274513C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2515411C1 |
| Способ получения расходуемых электродов для изготовления отливок из циркониевых сплавов | 2015 |
|
RU2620536C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
Изобретение относится к вакуумной металлургии, а именно к плавильным печам для получения литых и фасонных отливок из тугоплавких и химически активных металлов и сплавов. Установка содержит вакуумную рабочую камеру с системой водоохлаждения, гарнисажный тигель, размещенный в рабочей камере, механизм подачи расходуемого электрода, установленный над гарнисажным тиглем на одной с ним вертикальной оси, два боковых центробежных стола и стенд приварки расходуемого электрода. Установка дополнительно снабжена центральным центробежным столом, расположенным между двумя боковыми центробежными столами, вторым гарнисажным тиглем и механизмом подачи расходуемого электрода, установленным над вторым гарнисажным тиглем на одной с ним вертикальной оси. Причем гарнисажные тигли и механизмы подачи расходуемого электрода установлены параллельно и симметрично относительно вертикальной оси центрального центробежного стола. Изобретение обеспечивает производство литых массивных отливок до 600 кг по жидкому металлу высокого качества, при этом установка легка в обслуживании и экономична в эксплуатации. 3 ил.
Вакуумная дуговая плавильно-заливочная установка, содержащая вакуумную рабочую камеру с системой водоохлаждения, гарнисажный тигель, размещенный в рабочей камере, механизм подачи расходуемого электрода, установленный над гарнисажным тиглем на одной с ним вертикальной оси, два боковых центробежных стола и стенд приварки расходуемого электрода, отличающаяся тем, что установка дополнительно снабжена центральным центробежным столом, расположенным между двумя боковыми центробежными столами, вторым гарнисажным тиглем и механизмом подачи расходуемого электрода, установленным над вторым гарнисажным тиглем на одной с ним вертикальной оси, причем гарнисажные тигли и механизмы подачи расходуемого электрода установлены параллельно и симметрично относительно вертикальной оси центрального центробежного стола.
| БРАТУХИН А.Г | |||
| и др | |||
| Производство фасонных отливок из титановых сплавов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: ВИЛС, 1998, с.45 и 46 | |||
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ГАРНИСАЖНАЯ УСТАНОВКА | 1991 |
|
RU2040752C1 |
| КУРДЮМОВ А.В | |||
| и др | |||
| Производство отливок из сплавов цветных металлов | |||
| - М.: Металлургия, 1986, с.275-277, рис.110. | |||

