Изобретение относится к области металлургии, в частности к конструкциям вакуумных дуговых печей для выплавки слитков тугоплавких, высокореакционных металлов и сплавов, например титановых.
Известна вакуумная дуговая печь, содержащая плавильную камеру, электрододержатель, источник тока, системы вакуумирования и охлаждения (Плавка и литье титановых сплавов / Андреев А.Л., Аношкин Н.Ф., Бочвар Г.А. и др. - М.: Металлургия, 1994 г., стр.224-230). Процесс ВДП заключается в переплаве расходуемых электродов на слиток в водоохлаждаемом кристаллизаторе электрической дугой при давлении 0,06-0,6 Па. Расплав, который образуется в глухом кристаллизаторе при сплавлении расходуемого электрода, рафинируется от газовых и летучих включений за счет поддержания вакуума. Для данного способа характерно исключение возможности загрязнения металла материалом формы и электрода, а также одновременность и непрерывность процесса плавки и затвердевания слитка.
Основным недостатком при плавке расходуемого электрода в глухой кристаллизатор является возможность появления в слитках включений, образовавшихся из кусочков шихты, имеющих более высокую плотность и температуру плавления, чем основной металл. К ним относятся газонасыщенные (с высоким содержанием азота и кислорода) включения губки и отдельные обогащенные тугоплавкими элементами (вольфрам, молибден, ниобий) частицы лигатур и режущего инструмента. Несмотря на тщательную подготовку и контроль качества шихтовых материалов, при нарушении нормального технологического процесса такие кусочки могут оказаться в шихте. Попадая в зону действия электрической дуги, они частично расплавляются и растворяются в основном металле, а нерастворившаяся их часть попадает в ванну жидкого металла кристаллизующегося слитка и под воздействием разницы плотностей погружается на дно ванны, вмерзая в кристаллизующийся металл и образуя включения в слитке.
Таким образом, совмещение в кристаллизаторе зон расплавления и затвердевания металла при использовании расходуемого электрода, обеспечив простоту конструктивного оформления процесса плавки, обусловило одновременно возникновение одной из негативных сторон процесса - отсутствие гарантии получения слитков без включений. Для повышения надежности устранения дефектов такого вида слитки, предназначенные для изготовления роторных деталей, изготавливают тройным переплавом. Также существенным недостатком данной конструкции является ограниченная возможность использования оборотных титановых отходов в шихту сплавов при существующей технологической схеме.
Для устранения этих недостатков в последние годы работы проводились по нескольким направлениям. В результате этих работ были опробованы в условиях промышленного производства способы гарнисажной плавки с использованием гарнисажа в качестве расходуемого электрода (процесс ГРЭ) и плавка электронно-лучевым источником нагрева в промежуточной емкости (прототип предлагаемого изобретения). Общим для этих двух способов получения слитков титановых сплавов является разделение зоны плавления (тигель или промежуточная емкость) и зоны формирования слитка (кристаллизатор или изложница). Это позволяет перевести тугоплавкие и обладающие большой плотностью включения в гарнисаж в зоне плавления и перелива и предотвратить попадание их в слиток.
Оценка результатов, полученных при производстве промышленных партий слитков (тысячи тонн металла) указанными способами, приводит к следующим выводам о том, что в процессе плавки реализуется:
- эффективное удаление включений из расплава, включая и газонасыщенные, имеющие более высокую плотность, чем основной металл;
- ликвидация ограничений доли отходов в шихте, связанных со средствами вовлечения в плавку, причем при способе ГРЭ значительно отпадает необходимость измельчения отходов.
При этом наблюдаются следующие отличия:
- при электронно-лучевой плавке в промежуточной емкости существенные трудности представляет переплав титановой губки, поэтому способ используется в основном для переплава отходов добавлением небольшой доли (до 20%) титановой губки, очищенной от магния и хлористого магния;
- способ ГРЭ обеспечивает высокую химическую однородность металла, как существующих серийных титановых сплавов, так и сплавов с высоким содержанием тугоплавких легирующих компонентов (молибден, вольфрам, ниобий и др.). При электронно-лучевой плавке с промежуточной емкостью (плавка с "холодным подом") достигается более высокая степень очистки расплава из-за рафинирования его при переливе по желобу, но из-за низкого давления в зоне плавления происходит испарение летучих легирующих компонентов, например алюминия, поэтому требуется подшихтовка этих компонентов при плавке с помощью специальных технических средств. Замена электронно-лучевого нагрева на плазменный может устранить недостаток электронно-лучевой плавки, связанный с испарением компонентов с высокой упругостью пара, но требует использование большого количества нейтрального газа и не позволяет удалить водород.
Известна вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый гарнисаж-электрод, кристаллизатор, водоохлаждаемый тигель с закладным стержнем и закладной задней стенкой с контрольными термопарами, в которой задняя закладная стенка выполнена из того же металла, что и переплавляемый металл (патент РФ №2194780, МПК С 22 В 9/21) - прототип.
Гарнисажная печь является агрегатом периодического действия, так как она должна быть возвращена к исходным условиям до начала нового плавильного цикла. Производительность конструкции, взятой за прототип, приблизительно пропорциональна размерам выплавляемого слитка и, таким образом, размерам самой печи. Длительность цикла зависит от многих факторов, главным образом от вспомогательных операций (загрузки, вакуумирования, охлаждения и разгрузки), продолжительность которых составляет 80 и более процентов от всего цикла плавки. Например, длительность полного плавильного цикла (т.е. времени, необходимого для получения слитка) печи ДТВГ-2ПФ, с массой получаемого слитка 2 т составляет приблизительно 18,5 часа, при этом время активного плавления и слива составляет порядка 3 часов. Такое непроизводительное время функционального использования дорогостоящего плавильного оборудования является существенным недостатком конструкции печи, взятой за прототип.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности вакуумной дуговой гарнисажной печи.
Техническим результатом, достигаемым при осуществлении изобретения, является сокращение времени вспомогательных операций, производимых в зоне плавки, за счет их выполнения на специально оборудованных стендах, находящихся вне зоны действия печи.
Поставленная цель достигается тем, что вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую плавильную камеру, электрододержатель, расходуемый электрод-гарнисаж, механизм его перемещения, источник тока, системы вакуумирования и охлаждения, водоохлаждаемый кристаллизатор и тигель со съемной задней стенкой, печь состоит из стационарного модуля и поочередно стыкуемых с ним четырьмя или более взаимозаменяемыми съемными модулями, при этом каждый съемный модуль предназначен для формирования электрода-гарнисажа со слитком, содержит водоохлаждаемый кристаллизатор и тигель со съемной стенкой и дополнительно оснащен вакуум-плотной шиберной задвижкой, а стационарный модуль содержит плавильную камеру с системой вакуумирования и охлаждения, электрододержатель с вакуумным уплотнением, источник тока, расходуемый электрод-гарнисаж со слитком и механизм его перемещения.
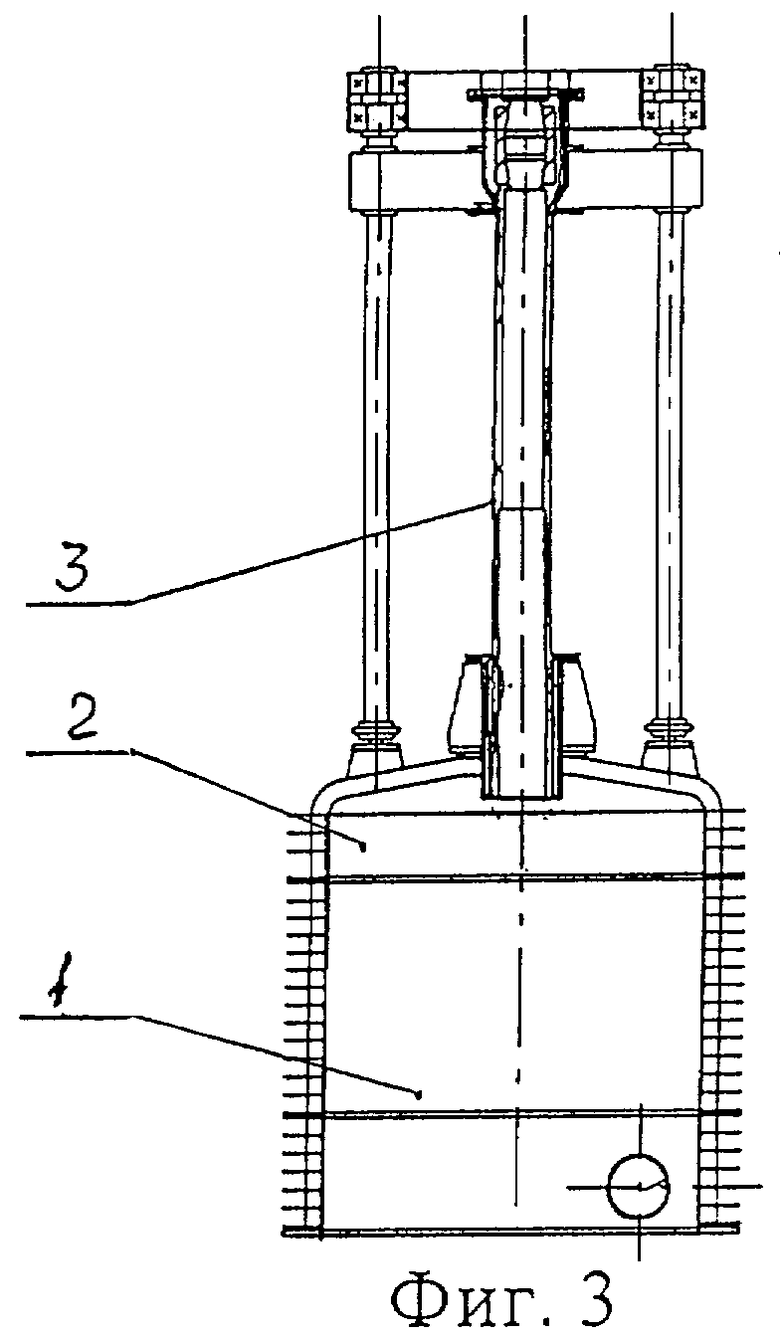
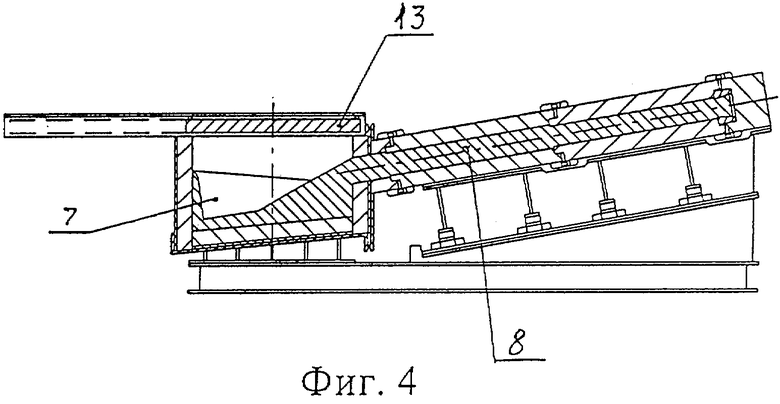
Сущность предлагаемого изобретения поясняется чертежами. На фиг.1 изображена вакуумная дуговая гарнисажная печь в разрезе вдоль оси тигля, совпадающей с направлением разливки металла. На фиг.2 - разрез печи в процессе заливки расплава в кристаллизатор и кристаллизации слитка. На фиг.3 - стационарный модуль после плавки, разгрузки и чистки. На фиг.4 - съемный модуль в разрезе с сформированными слитком и электродом-гарнисажем.
Стационарный модуль вакуумной гарнисажной печи состоит из вакуумной водоохлаждаемой камеры 1 с крышкой 2, электрододержателя 3 с вакуумным уплотнением 4, механизмом перемещения, включающим ходовые винты 5 и траверсу перемещения 6, электрода-гарнисажа 7 со слитком 8 и вакуум-провода 9. Съемный модуль в свою очередь содержит водоохлаждаемый тигель 10 со съемной стенкой 11, кристаллизатор 12 и корпус с шиберной задвижкой 13 смонтированы на раме 14.
Печь работает следующим образом. На плавку устанавливается предварительно загруженный шихтой отвакуумированный и проверенный на натекание на стенде загрузки и вакуумирования съемный модуль. В электрододержатель крепится полученный на предыдущей плавке электрод-гарнисаж 7 со слитком 8, производится вакуумирование печи, открывается шиберная задвижка 13 и производится плавка.
Электрод-гарнисаж сплавляется до слитка 8, затем производится слив металла из тигля 10 через съемную стенку 11 в кристаллизатор 12. После слива дают металлу затвердеть приблизительно в течение часа, закрывают шиберную задвижку 13 и снимают модуль со стационарного модуля и переносят на стенд охлаждения сформированного электрода-гарнисажа 7 со слитком 8. Из электрододержателя извлекается слиток 8 и передается как готовая продукция.
После чистки стационарный модуль печи готов принять на плавку предварительно отвакуумированный съемный модуль и сформированный электрод-гарнисаж 7 со слитком - держателем 8.
Таким образом, в работе задействованы четыре съемных модуля: один на плавке, второй на стенде загрузки и вакуумирования, третий на стенде охлаждения и четвертый на техническом обслуживании или в резерве.
Пример конкретного выполнения.
В таблице 1 приведены сравнительные циклограммы работы вакуумных гарнисажных печей ДТВГ-2, выполненной в едином исполнении, и ДВТГ-2М, состоящей из стационарного и четырех съемных модулей.
В таблице 2 приведена циклограмма работы съемного модуля на стенде охлаждения.
В таблице 3 приведена циклограмма работы съемного модуля на стенде загрузки и вакуумирования
Как видно из циклограмм, наиболее длительными операциями являются операции вакуумирования, плавки и охлаждения. Длительность вакуумирования зависит от состояния шихты (влажность, наличие летучих компонентов), поэтому этот процесс производится в два этапа - первом длительностью около 2,5 ч на отстыкованном съемном модуле и закрытой вакуум-плотной шиберной задвижке и втором при состыкованном съемном модуле длительностью 0,5 часа (вакуумируется вся полость печи при открытой шиберной задвижке). Такой же принцип используется при осуществлении операции при охлаждении электрода-гарнисажа и слитка. Затвердевание при состыкованных модулях (1 час), а окончательное остывание при закрытой шиберной задвижке в съемном модуле на стенде охлаждения (8 часов), который подключен к системе водоохлаждения. Разделение времени выполнения вспомогательных операций на два этапа в зоне плавки и вне ее позволяет поднять производительность вакуумной дуговой гарнисажной печи в 2,8 раза. При этом следует заметить, что стоимость реконструкции печи, включая стоимость изготовления 4 съемных модулей и 2 стендов, составила 18,3% от сметной стоимости печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ ДУГОВОЙ ГАРНИСАЖНЫЙ АГРЕГАТ | 2008 |
|
RU2394925C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2012 |
|
RU2496890C1 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЕЧИ И СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ | 2020 |
|
RU2740343C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500823C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |

Изобретение относится к области металлургии, в частности к конструкциям вакуумных дуговых печей для выплавки слитков тугоплавких, высокореакционных металлов и сплавов, например титановых. Печь состоит из стационарного модуля и поочередно стыкуемых с ним четырьмя или более взаимозаменяемыми съемными модулями, при этом каждый съемный модуль предназначен для формирования электрода-гарнисажа со слитком, содержит водоохлаждаемый кристаллизатор и тигель со съемной стенкой и дополнительно оснащен вакуум-плотной шиберной задвижкой, а стационарный модуль содержит плавильную камеру с системой вакуумирования и охлаждения, электрододержатель с вакуумным уплотнением, источник тока, расходуемый электрод-гарнисаж со слитком и механизм его перемещения. Изобретение позволяет сократить время вспомогательных операций, производимых в зоне плавки, за счет их выполнения на специально оборудованных стендах, находящихся вне зоны действия печи. 3 табл., 4 ил.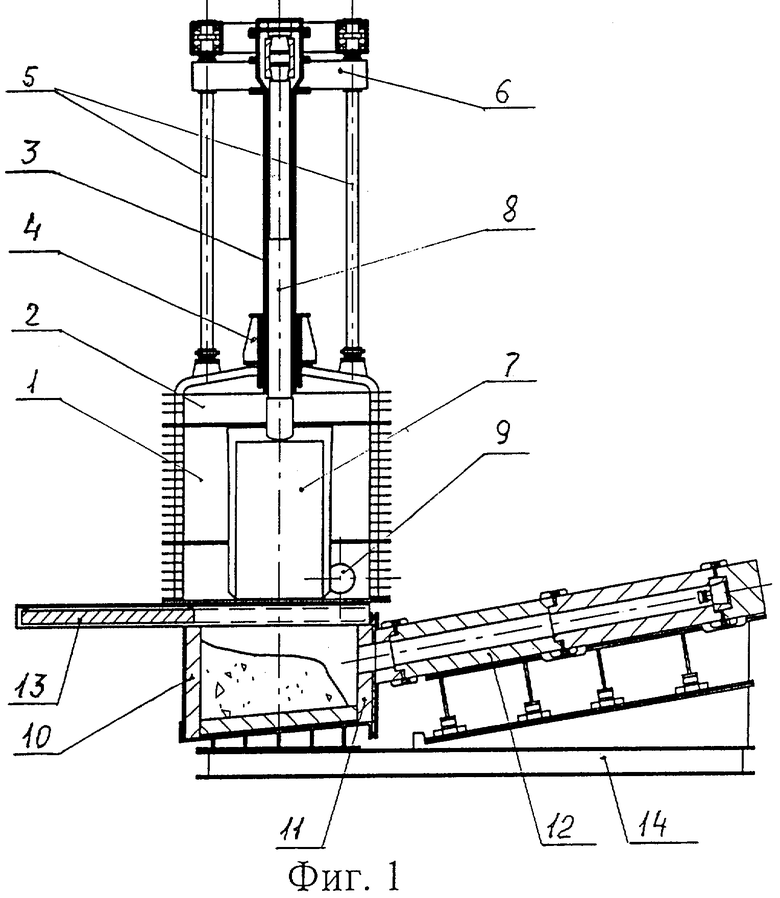
Вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую плавильную камеру, электрододержатель, расходуемый электрод-гарнисаж, механизм его перемещения, источник тока, системы вакуумирования и охлаждения, водоохлаждаемые кристаллизатор и тигель со съемной задней стенкой, отличающаяся тем, что печь состоит из стационарного модуля и поочередно стыкуемых с ним четырех или более взаимозаменяемых съемных модулей, при этом каждый съемный модуль предназначен для формирования электрода-гарнисажа со слитком, содержит водоохлаждаемый кристаллизатор и тигель со съемной стенкой и дополнительно оснащен вакуумплотной шиберной задвижкой, а стационарный модуль содержит плавильную камеру с системой вакуумирования и охлаждения, электрододержатель с вакуумным уплотнением, источник тока, расходуемый электрод-гарнисаж со слитком и механизм его перемещения.
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2000 |
|
RU2166714C1 |
| DE 3141312 A, 07.07.1983 | |||
| Жидкое азотное удобрение и способ его получения | 1983 |
|
SU1279982A1 |

