Изобретение относится к области цветной металлургии и может быть использовано для переработки сульфидных концентратов, содержащих цветные металлы, плавкой во взвешенном состоянии с высоким извлечением полезных металлов в продукт плавки - штейн.
Известен способ переработки сульфидных медных концентратов, включающий подачу в печь взвешенной плавки (ПВП) измельченного медного сульфидного концентрата, обогащенного кислородом дутья, флюса, восстановителя - кокса крупностью 1-2 мм и порошкового кокса крупностью 0,15 мм в качестве дополнительного топлива, плавку, разделение продуктов плавки на штейн и шлак и периодический выпуск их из печи для дальнейшей переработки. (“Developments in the Tamano FSFE in the dekade”. Y.Oda - Mitsui Mining & Smelting Co., Ltd., Tokio, Japan; T.Iwamoto, T.Maruyama, N.Furui - Tamano Smelter, Hibi Kiodo Smelting Co., Ltd., Hibi, Tamano, Okayama, Japan; Работа № 11 в публикации материалов 8th International Flash Smelting Congress, 1996 in Tucson and Salt Lake City, USA.).
В этом способе плавки твердый углеродный восстановитель - кокс крупностью 1-2 мм, смешивают с концентратом и подают в печь через шихтовую горелку, установленную на своде реакционной шахты ПВП. В эту же горелку подают кислородсодержащее дутье, где оно смешивается с шихтой. В результате в образовавшемся факеле происходят реакции окисления и плавления сульфидов и флюса, а углеродный восстановитель, имея на порядок большую крупность, частично сгорая, достигает поверхности отстойника и реагирует на поверхности расплава под реакционной шахтой с шахтным продуктом, точнее с содержащимся в нем магнетитом. Порошковый кокс крупностью 0,15 мм поступает в печь через отдельную, также установленную в реакционной шахте горелку и в основном сгорает в реакционной шахте для поддержания теплового баланса процесса. При увеличении содержания кислорода в дутье шихтовых горелок до 60,0% соотношение количеств коксового порошка и крупного кокса составляет 50×50%, а общее количество кокса составляет 2300 кг/ч.
Недостатки данного способа:
1. Низкий срок службы печи. Это обусловлено тем, что в печи взвешенной плавки в процессе работы образуется на поверхности конструкций настыль из окислов металла (преимущественно из магнетита). Данная оксидная настыль защищает футеровку печи от взаимодействия с расплавом и тем самым препятствует ее разрушению. Настыль из оксидов металла, образовавшаяся на поверхности конструкций, в процессе работы разрушается из-за взаимодействия ее с восстановителем - углем, что снижает срок службы печи.
Значительную роль в скорости износа футеровки играет место подачи восстановителя - реакционная шахта, и его крупность - 1-2 мм. Эти факторы увеличивают скорость протекания реакций взаимодействия углерода с футеровкой печи. Это происходит из-за того, что при таком способе подачи восстановителя в печь - через шихтовую горелку, установленную в своде реакционной шахты, происходит интенсивный отгон восстановителя от центра к стенкам отстойника, расположенного под реакционной шахтой, поэтому происходит непосредственное контактирование восстановителя со стенками отстойника и настылью, а значит, растворение настыли (магнетитовой) и разрушение футеровки отстойника. Кроме того, увеличение обогащения дутья кислородом потребовало увеличения количества восстановителя, подаваемого в печь. Это повлекло за собой усиление износа футеровки как в реакционной шахте, так и в отстойнике.
2. Восстановитель разрушает защитные оксидные пленки на медных кессонах, что также может привести к разрушению последних и созданию аварийной ситуации.
3. Подача мелкого восстановителя вместе с кислородсодержащим газом и шихтой приводит к тому, что часть кислорода используется на горение восстановителя. Это обстоятельство не позволяет обеспечить необходимое количество восстановителя для взаимодействия с магнетитом шлака, а также приводит к значительному росту температур в печи, нарушая нормальный ход процесса и снижая стойкость конструкционных материалов.
4. Необходимость контроля концентрации СО в печи для регулирования количества загружаемых углеродных материалов. Этот недостаток обуславливается местом подачи углеродного топлива и восстановителя, т.е. в реакционную шахту, где происходит интенсивное горение шихты. При этом возможно как неполное сгорание порошкового кокса, подающегося в качестве топлива, так и частичное сгорание крупного кокса, подающегося в качестве восстановителя с концентратом, и это требует контроля за содержанием СО в атмосфере печи, а значит, и увеличение затрат на оборудование.
Известен также способ плавки во взвешенном состоянии сульфидного медно-никелевого концентрата, включающий подачу в печь измельченного концентрата, флюсов, кислорода, углеродного восстановителя, плавку, разделение продуктов плавки на штейн и шлак, периодическую выдачу продуктов плавки на дальнейшую переработку (“RECENT FLESH FURNACE OPERATIONAL EXPERIENCE AT BCL LIMITED”. K.Robinson, R.H.Mackay - BCL Limited, Botswana. Работа N 3 стр. 105 в публикации материалов The Fifth International Flash Smelting Congress; Finland, Poland, May 18-24, 1986). Данный способ принят в качестве прототипа.
В этом способе крупнокусковой (10-45 мм) восстановитель - уголь с содержанием углерода 55% - непрерывно подают в печь на поверхность расплава через реакционную шахту. Естественные потоки на поверхности ванны, образующиеся от взаимодействия продуктов плавки, распределяют восстановитель, и влияние его на процесс плавки осуществляется за счет прохождения прореагировавшего концентрата через этот слой, расположенный в основном в зоне проекции горизонтального сечения реакционной шахты на расплав.
Недостатки данного способа:
1. Низкий срок службы печи. Это обусловлено следующим. Происходит разрушение футеровки стенок отстойника при контакте их с восстановителем в расплаве. В зоне интенсивно протекающих реакций - в отстойнике, под реакционной шахтой, - из-за активного газовыделения происходит бурление расплава. При этом конвективные потоки расплава отгоняют восстановитель к стенкам отстойника, где он взаимодействует с настылью, разрушая ее, а значит, и стенки отстойника.
2. Недостаточно высокое извлечение цветных металлов в штейн. Это объясняется следующим. Без формирования слоя определенной длины и ширины в отстойной зоне площадь контакта шлака с восстановителем ограничивается в основном относительно небольшой зоной под реакционной шахтой. В остальной, большей по площади, части отстойника восстановитель распределяется дисперсно, хаотически, без образования какого-либо слоя, контактирование восстановителя со шлаком недостаточное. Эффективность восстановления шлака в этой части отстойника, безусловно, намного ниже. Это снижает общее извлечение цветных металлов в штейн и ухудшает процесс обеднения шлака.
3. Подача восстановителя в зону горения шихты в факелах шихтовых горелок приводит к частичному сгоранию угля, а значит, непроизводительному его расходу.
Задачей изобретения является сохранение рабочего состояния футеровки отстойника ПВП при обеспечении эффективного взаимодействия восстановителя со шлаком.
Техническим результатом от использования изобретения является повышение извлечения цветных металлов в штейн и повышение срока службы печи.
Сущность изобретения заключается в том, что в способе переработки сульфидных медно-никелевых материалов во взвешенном состоянии, включающем подачу в печь взвешенной плавки измельченных медно-никелевых концентратов, флюсов, кислорода и твердого восстановителя, плавку, разделение продуктов плавки на штейн и шлак, периодическую выдачу продуктов плавки, согласно изобретению восстановитель подают в отстойник через загрузочные течки, установленные в своде отстойника печи, вблизи реакционной шахты, обеспечивают распределение его по поверхности расплава не далее 0,9 полуширины ванны отстойника от продольной осевой линии печи, причем подачу восстановителя начинают за N часов до окончания слива шлака, при этом
N=(0,8-0,9)·L/v,
где L - расстояние от места подачи восстановителя до шлаковых шпуров;
v - скорость движения поверхности шлака при его сливе, а прекращают одновременно с окончанием слива шлака.
Предохранение футеровки печи от разрушения осуществляется за счет исключения контакта с ней восстановителя. Это обеспечивается оптимально выбранным временем начала и окончания подачи восстановителя, а также определенным местом подачи и режимом его распределения по поверхности. Ставилась задача создания слоя восстановителя таких определенных размеров и конфигурации на поверхности расплава, при которых площадь контакта его со шлаком была бы достаточной для эффективного восстановления шлака, а взаимодействие с футеровкой печи исключалось.
Для этого, во-первых, подачу восстановителя в отстойник осуществляют через загрузочные течки, установленные в своде отстойника печи, вблизи реакционной шахты, т.е. с относительно небольшой высоты и в относительно уже спокойной зоне печи, что позволяет восстановителю равномерно распределяться именно по поверхности расплава, а не перемешиваться хаотично, как в прототипе, где восстановитель попадает в бурлящую зону.
Во-вторых, важно, что распределение восстановителя по поверхности расплава от продольной осевой линии печи обеспечивают не далее 0,9 полуширины ванны отстойника, чтобы края формируемого слоя восстановителя не касались стенок печи. Обеспечивают распределение восстановителя по поверхности расплава путем загрузки расчетного его количества, подобранного экспериментально, через, по крайне мере, одну загрузочную течку, расположенную на продольной осевой линии печи. В этом случае восстановитель распределяется по поверхности расплава на нужную, оптимальную ширину. Если ширина слоя восстановителя будет больше 0,9 полуширины печи от продольной оси, то начнет происходить контакт его с защитной магнетитовой настылью на стенках печи и растворение этой настыли, что ускоряет разрушение футеровки печи.
В-третьих, чтобы слой восстановителя “вытянуть” от места подачи вдоль всей печи, не позволяя ему “расползаться” к стенкам, восстановитель распределяют по поверхности расплава в отстойнике печи целенаправленно организованным шлаковым потоком. Такой слой восстановителя - от места подачи вдоль всего отстойника в направлении к шлаковым шпурам, но не более 0,9 полуширины ванны отстойника от продольной осевой линии - создают за счет того, что восстановитель подают во время выдачи шлака из печи, когда горизонтальная составляющая скорости движения шлакового потока в выбранном направлении - в направлении шлаковых шпуров - наибольшая, а именно за N часов до окончания слива шлака:
N=(0,8-0,9)·L/v,
где L - расстояние от места подачи восстановителя до шлаковых шпуров;
v - скорость движения поверхности шлака при его сливе.
Приведенная формула, подобранная экспериментально, связывает измеренное расстояние от места загрузки угля до шлаковых шпуров (L), скорость движения шлака в печи во время выдачи (v), определенную экспериментально, и время начала подачи восстановителя (N).
Если начать загрузку ранее чем за N часов, т.е. до открытия шлаковых шпуров или одновременно с их открытием, то происходит следующее. В первом случае шлак еще не начнет двигаться, поэтому восстановитель, подаваемый на слой шлака, также практически не будет двигаться вдоль отстойника, по направлению к выпускным шпурам. При этом восстановитель будет накапливаться в районе подачи, а не вытягиваться слоем вдоль отстойника. Местными конвективными потоками восстановитель будет отгоняться к стенкам отстойника, что приведет к разрушению настыли и затем футеровки печи.
Во втором случае, если подавать восстановитель одновременно с открытием шпуров, то он успеет приблизиться к торцевой стенке печи, где расположены шлаковые шпуры и начнет взаимодействовать с настылью. Это приведет к разрушению футеровки. Куски восстановителя также начнут затягиваться в шпуры и затруднять скачивание шлака из печи.
Если начать загрузку восстановителя позднее чем за N часов до окончания слива шлака, слой восстановителя прекратит “вытягиваться” по поверхности расплава вдоль печи после окончания слива шлака, т.е. “остановится”, так как горизонтальная скорость движения шлака после закрытия шлаковых шпуров будет минимальна. Так как восстановитель не успеет распределиться, “вытянуться” слоем по всей длине отстойника, то это снизит площадь контакта его со шлаком, а значит, снизит эффективность его обеднения и уменьшит извлечение ценных цветных металлов в штейн.
Если загрузку восстановителя продолжать после окончания слива шлака, то восстановитель уже не будет двигаться вместе с потоком шлака, т.е. “вытягиваться”, накопится в районе подачи и под действием местных конвективных потоков будет отгоняться к стенкам отстойника печи. Это приведет к взаимодействию восстановителя с магнетитовой настылью и разрушению футеровки отстойника. К тому же скопившийся в месте подачи восстановитель не успеет прореагировать со шлаком до начала следующей загрузки и помешает затем образованию слоя заданной геометрии. Это также может привести к контакту восстановителя с футеровкой печи и ее разрушению.
Благодаря созданию слоя восстановителя вытянутого по длине отстойника происходит увеличение площади контакта расплава с восстановителем по сравнению с прототипом, что повышает извлечение цветных металлов в штейн. Шлак при этом обедняется, что улучшает условия дальнейшего его обеднения пирометаллургическим способом, так как на практике шлаки ПВП обедняют в электропечах.
Доказательство соответствия заявляемого объекта критерию “изобретательский уровень” состоит в следующем.
Известен способ плавки сульфидного концентрата в печи взвешенной плавки (“CURRENT PRACTICES AT THE PASAR FLASH SMELTING FURNACE WITH ELECTRODES”. A.F.San Miguel, Jr., S.C.Raborar -Philippine Associated Smelting and Refining Corp., Philippines; работа 10 стр.217 в публикации материалов The Fifth International Flash Smelting Congress; Finland, Poland, May 18-24, 1986), в котором имеется признак, сходный с заявляемым, а именно кусковой уголь также подают в отстойник через течку, установленную в своде печи.
Однако в известном способе уголь в отстойник подают не как восстановитель, а только в качестве топлива - заменителя мазута - для поддержания теплового баланса процесса. При этом не ставят условия предохранения футеровки от контакта с углем, поэтому подают его хаотично, не создавая слоя определенной длины и ширины на поверхности расплава.
В заявляемом способе кусковой уголь подают в отстойную зону как восстановитель, причем с определенным режимом, а именно обеспечивая распределение его по поверхности расплава слоем определенной ширины - не далее 0,9 полуширины отстойника от продольной оси, и вытягивая его вдоль длины всего отстойника путем одновременного скачивания шлака и движения потока шлака вдоль ванны, что сохраняет футеровку отстойника и одновременно позволяет эффективно извлекать цветные металлы в штейн.
Таким образом, другой режим подачи угля в отстойник печи в заявляемом способе и другая его функция позволяют достичь нового эффекта - предохранить футеровку печи от разрушения при обеспечении эффективного взаимодействия угля со шлаком, что увеличивает срок службы печи и извлечение цветных металлов в штейн и свидетельствует о соответствии заявляемого объекта критерию “изобретательский уровень”.
Способ переработки сульфидных медно-никелевых материалов во взвешенном состоянии осуществляется следующим образом.
Через шихтовую горелку, установленную на своде реакционной шахты печи взвешенной плавки (ПВП), подают измельченный медно-никелевый концентрат в смеси с флюсом (шихту). Туда же подают кислородно-воздушная смесь (КВС). На выходе шихтовой горелки происходит смешивание КВС с шихтой и образование факела, в котором протекают процессы плавления и окисления компонентов шихты с образованием так называемого шахтного продукта. Шахтный продукт попадает в отстойник ПВП, где в зоне, расположенной непосредственно под реакционной шахтой, интенсивно протекают реакции шлакообразования. Полученные в результате штейн и шлак разделяются на два самостоятельных продукта из-за разности плотностей. Штейн образует донную, а шлак, соответственно, верхнюю фазы. Полученные продукты плавки накапливают в отстойнике ПВП, который выполнен достаточно большим для наилучшего разделения штейна и шлака (отстоя), и по достижении необходимого количества периодически выпускают из печи через отдельные шпуры на дальнейшую переработку. Во время выпуска шлака в печь подают восстановитель - уголь - через загрузочные течки, установленные в своде отстойника печи вблизи реакционной шахты. Загрузку восстановителя начинают за расчетное время до окончания слива шлака
N=(0,8-0,9)·L/v,
где L - расстояние от места подачи восстановителя до шлаковых шпуров;
v - скорость движения поверхности шлака при его сливе, а прекращают одновременно с окончанием слива шлака.
С целью сохранения рабочего состояния футеровки отстойника ПВП восстановитель распределяют по поверхности расплава от продольной осевой линии печи не далее 0,9 полуширины ванны отстойника. Распределение обеспечивают путем загрузки такого расчетного количества восстановителя - угля, которое позволяет ему образовать на поверхности расплава слой оптимальной ширины - не более 0,9 полуширины ванны отстойника от продольной оси печи. При попадании восстановителя на поверхность расплава именно во время выпуска шлака, благодаря его движению в сторону шлаковых шпуров, формируют слой восстановителя на поверхности расплава по всей длине отстойника, но шириной не более 0,9 полуширины ванны отстойника от его продольной оси. Увеличивается площадь расплава, которая реагирует со слоем восстановителя оптимальной длины и ширины, что повышает извлечение цветных металлов в штейн и обедняет шлак.
Шлак ПВП не является отвальным, так как из-за физико-химических особенностей процесса взвешенной плавки содержит значительное количество цветных металлов, в том числе в окисленной форме. По этому он подвергается дополнительному обеднению способом восстановительной электроплавки в обеднительных печах. Работа ПВП и обеднительных печей связана между собой определенным циклом.
Примеры конкретного выполнения способа
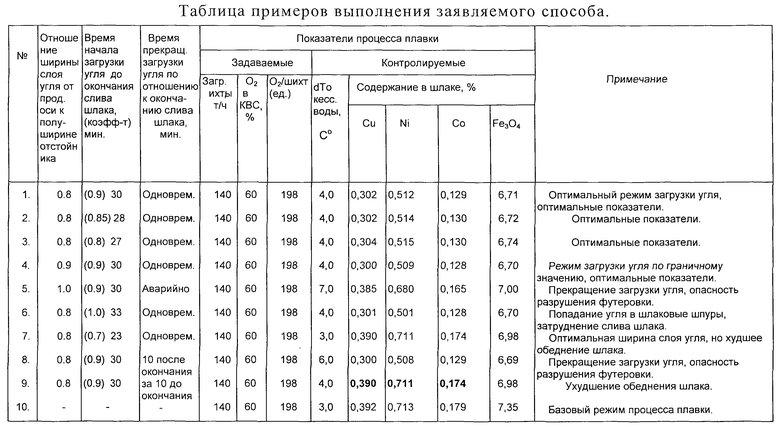
Пример 1. Через шихтовую горелку, установленную на своде реакционной шахты ПВП, подавали измельченный медно-никелевый концентрат в смеси с флюсом (шихту) в количестве 140 т/ч. Туда же подавали КВС, обогащенную кислородом до 60% так, чтобы соотношение количества кислорода в дутье к количеству шихты составило 198. На выходе шихтовой горелки происходило смешивание КВС и шихты и образование факела, в котором протекали процессы плавления и окисления компонентов шихты с образованием так называемого шахтного продукта. Шахтный продукт попадал в отстойник ПВП с площадью сечения по зеркалу жидкой ванны 245 м2, где в зоне диаметром 8,3 м от центра горизонтальной проекции реакционной шахты интенсивно протекали реакции шлакообразования. Полученные в результате штейн и шлак разделялись на два самостоятельных продукта из-за разности плотностей. Штейн образовывал донную, а шлак, соответственно, верхнюю фазы. Полученные продукты плавки накапливались в отстойнике ПВП. При достижении штейном уровня 300 мм от центра подины, а шлаком 900 мм начинали выпуск шлака из печи через шпуры на дальнейшую переработку. Во время выпуска шлака в печь подавали восстановитель - уголь - через загрузочную течку, установленную на своде отстойника на продольной оси печи, на расстоянии 1 м от реакционной шахты и на расстоянии 25 м от шлаковых шпуров. Загрузку восстановителя начинали за N, равное 30 мин до окончания слива шлака, что является оптимальным временем начала загрузки, а прекращали одновременно с окончанием слива. При этом N рассчитывали по формуле N=0,9·L/v=0,9·25/45=0,5 ч, v - скорость движения шлака в печи (45 м/ч) определяли экспериментально, исходя из практики процесса плавки. С целью сохранения рабочего состояния футеровки отстойника ПВП восстановитель распределяли по поверхности расплава от продольной осевой линии печи на 0,8 полуширины ванны отстойника в обе стороны с помощью установленных на своде отстойника на продольной оси печи загрузочных течек диаметром 250 мм. Для обеспечения распределения угля на 0,8 полуширины ванны отстойника в обе стороны от продольной оси печи рассчитывали расход угля, который составил 1 т/ч. Расчет основан на экспериментальных проверках, осуществленных в ПВП.
Контроль состава шлака проводили по отобранным пробам, контроль состояния футеровки - по разнице температур кессонной воды на входе и выходе. Если разница температур не превышала 5°С, то это свидетельствовало об отсутствии взаимодействия восстановителя с настылью на стенках отстойника.
В данном примере был получен шлак следующего оптимального состава: содержание меди 0,302%; никеля 0,512%; кобальта 0,129% ; магнетита 6,71%. Разница температур кессонной воды не превысила 4°С, что подтвердило отсутствие взаимодействия восстановителя с настылью на стенках отстойника. Результаты испытаний представлены в таблице.
Пример 2. Пример осуществляется так же, как и пример 1, отличием является то, что коэффициент в формуле, по которой рассчитывали время начала загрузки N, выбирали равным 0,85. Тогда N=0,85·L/v=0,85·25/45=0,47 ч ~28 мин до окончания слива шлака. Состав шлака получили оптимальным: меди 0,302%, никеля 0,514%, кобальта 0,130%, магнетита 6,72%. Разница температур кессонной воды 4°С, что доказывает отсутствие контакта восстановителя с настылью. Результаты осуществления способа представлены в таблице.
Пример 3. Пример осуществлялся так же, как и пример 1, отличием является то, что коэффициент в формуле выбран по нижней границе - 0,8. Тогда N=0,8·L/v=0,8·25/45=0,4 ч ~27 мин до окончания слива шлака. Состав шлака получили оптимальным: меди 0,304%, никеля 0,515%, кобальта 0,130%, магнетита 6,74%. Разница температур кессонной воды составила 4°С, что доказывает отсутствие контакта восстановителя с настылью. Результаты осуществления примера представлены в таблице.
Пример 4. Пример осуществляется так же, как и пример 1, отличием является то, что размер слоя восстановителя увеличили в обе стороны до предельного значения 0,9 полуширины ванны отстойника от продольной осевой линии печи путем увеличения расхода восстановителя, подаваемого в печь, до 1,25 т/ч. Состав шлака получили также оптимальный: меди 0,300%; никеля 0,509%; кобальта 0,128%; магнетита 6,70%. Разница температур кессонной воды 4°С, что доказывает отсутствие контакта восстановителя с настылью. Результаты также представлены в таблице.
Пример 5. То же, что и в примере 1, но восстановитель загрузили на всю ширину отстойника путем увеличения расхода восстановителя до 1,38 т/ч. При этом через 20 мин от начала загрузки разница температур входа и выхода кессонной воды увеличилась и составила +7°С, загрузку восстановителя прекратили, так как это могло привести к разрушению футеровки отстойника печи. Повышение температуры кессонной воды свидетельствовало в данном случае об уменьшении толщины магнетитовой настыли в результате взаимодействия с восстановителем. Шлак получили следующего оптимального состава: меди 0,385%; никеля 0,680%; кобальта 0,165%; магнетита 7,00%. Результаты см. в таблице.
Пример 6. По основным технологическим показателям процесс плавки осуществляли, как в примере 1, но загрузку угля начали за N=1,0·25/45=0,55 ч=33 мин до окончания слива шлака из печи, т.е. коэффициент в формуле выбран более оптимального - 1,0. При этом был сформирован слой восстановителя оптимальной ширины, но еще до прекращения скачивания шлака, уголь стал появляться в шлаковых желобах, что свидетельствовало о его непосредственном контакте с торцевой стенкой печи, в которой расположены шлаковые шпуры. Повышения температуры кессонной воды отмечено не было из-за того, что эта стенка закрыта более толстой настылью, чем боковые, однако разрушение ее началось, т.к. наличие угля в шлаковых шпурах подтверждало достижение им торцевой стенки и контакт с ней, что представляло угрозу для футеровки. При этом попадание угля в шпуры осложняло скачивание шлака. В этом примере шлак получили с оптимальными содержаниями компонентов: меди 0,301%; никеля 0,510%; кобальта 0,126%; магнетита 6,70%. Разница температур кессонной воды на входе и выходе не превысила 4°С. Параметры процесса также представлены в таблице.
Пример 7. Процесс плавки осуществляли, как в примере 1, но загрузку восстановителя начали за время, менее оптимального - коэффициент в формуле меньше граничного, т.е. 0,7, тогда N=0,7·25/45=0,39 ч, т.е. за 23 мин - время менее оптимального до окончания слива шлака. При этом ширина слоя восстановителя на поверхности расплава была оптимальной, но длина его составила лишь 0,77 от требуемой, необходимой для эффективного обеднения шлака. Это произошло из-за позднего начала загрузки, в результате чего восстановитель не успел “вытянуться” слоем на нужную длину, т.к. горизонтальная скорость течения расплава резко снизилась и слой восстановителя “остановился”, т.е. он не успел вытянуться по поверхности расплава на необходимую длину. Данные химанализа отобранных проб шлака также подтвердили меньшую эффективность его обеднения, т.е. более высокое, по сравнению с оптимальным примером, содержание цветных металлов в шлаке, а именно меди до 0,390%; никеля 0,711%; кобальта 0,174%; магнетита 6,98%. Разница температур кессонной воды на входе и выходе составила 3°С, что подтверждает отсутствие взаимодействия восстановителя с магнетитовой настылью в отстойнике ПВП. Параметры процесса и результаты опробования продуктов плавки см. в таблице.
Пример 8. Процесс плавки осуществляли, как в примере 1, но загрузку восстановителя с оптимальным для получения слоя необходимой ширины расходом, т.е. 1,2 т/ч, продолжали еще 10 мин после окончания слива шлака из печи. При этом движение шлака, а значит, и “вытягивание” восстановителя в направлении от места подачи к шлаковым шпурам прекратилось, и дальнейшая подача угля привела к скоплению его в месте подачи и образованию откоса в месте загрузки, а затем к растеканию по поверхности расплава. Это привело к контакту восстановителя со стенками печи и началу разрушения настыли, о чем свидетельствует повышение разницы температур кессонной воды до 6°С. Загрузку прекратили во избежание разрушения кладки стенок отстойника. Оптимальный состав полученного шлака следующий: меди 0,300%; никеля 0,508%; кобальта 0,129%; магнетита 6,69%.
Пример 9. Процесс плавки осуществляли, как в примере 1, но загрузку восстановителя с оптимальным для получения слоя необходимой ширины расходом, т.е. 1.2 т/ч, прекратили раньше, т.е. за 10 мин до окончания слива шлака. При этом ширина слоя восстановителя на поверхности расплава была оптимальной, но длина его составила лишь 0,67 от требуемой. Шлак получен с ухудшенными, по сравнению с оптимальными, показателями: медь 0,390%, никель 0,711%, кобальт 0,174%, магнетит 6,98%. Разница температур кессонной воды на входе и на выходе составила 4°С, что подтверждает отсутствие взаимодействия с магнетитовой настылью в отстойнике. Результаты осуществления способа по примеру приведены в таблице.
Пример 10. (базовый, используемый на НМЗ АО “Норильский комбинат”). Процесс ведут так же, как и в примере 1, но без загрузки восстановителя. При этом показатели процесса следующие: содержание меди в шлаке 0,392%; никеля 0,713%; кобальта 0,179%; магнетита - 7,35%, что хуже, чем в предлагаемом способе; разница температур кессонной воды 3°С (см. таблицу).
Выводы
Эффект, достигаемый изобретением, следующий: 1. Содержание никеля в шлаке ПВП снизилось в 1,4 раза, меди в 1,3 раза, кобальта в 1.4 раза, содержание магнетита уменьшилось на 0,64 абс.%. Как указано выше, шлак ПВП не является отвальным, поэтому очевидно, что предварительное его обеднение в ПВП углем снизит затраты на обеднение шлака в электропечах и приведет к уменьшению безвозвратных потерь цветных металлов с отвальным шлаком.
2. Отрицательного воздействия восстановителя на конструкционные элементы ПВП не обнаружено, что свидетельствует о сохранении футеровки печи, кессонов, а значит, и повышении срока службы печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ НИЗКОАВТОГЕННОГО СЫРЬЯ В ПЕЧАХ ВЗВЕШЕННОЙ ПЛАВКИ | 2015 |
|
RU2614293C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ПЕРЕРАБОТКИ МЕДНО-НИКЕЛЕВЫХ КОБАЛЬТСОДЕРЖАЩИХ СУЛЬФИДНЫХ МАТЕРИАЛОВ С РАЗЛИЧНЫМ ОТНОШЕНИЕМ МЕДИ К НИКЕЛЮ | 2003 |
|
RU2261929C2 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ МАТЕРИАЛОВ ВО ВЗВЕШЕННОМ СОСТОЯНИИ | 1997 |
|
RU2118385C1 |
| Способ переработки мелкодисперсного сырья в печи взвешенной плавки | 2020 |
|
RU2740741C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ | 2008 |
|
RU2359046C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНЫХ КОНЦЕНТРАТОВ | 1996 |
|
RU2115753C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ СВИНЦОВОГО СЫРЬЯ | 2005 |
|
RU2283359C1 |
| СПОСОБ ОБОГАЩЕНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2202639C1 |
| ЖИДКОФАЗНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ И ЧЕРНЫЕ МЕТАЛЛЫ | 2006 |
|
RU2348881C2 |
| СПОСОБ УДАЛЕНИЯ НАСТЫЛИ В ПОВОРОТНЫХ МЕДЕРАФИНИРОВОЧНЫХ ПЕЧАХ И ПЕРЕДАТОЧНЫХ ТЕХНОЛОГИЧЕСКИХ КОВШАХ | 1997 |
|
RU2118387C1 |
Изобретение относится к цветной металлургии и может быть использовано для переработки сульфидных концентратов, содержащих тяжелые цветные металлы, плавкой во взвешенном состоянии с высоким извлечением полезных металлов в продукт плавки - штейн. Способ включает подачу в печь взвешенной плавки измельченных медно-никелевых концентратов, флюсов, кислорода и твердого восстановителя, плавку, разделение продуктов плавки на шлак и штейн. При этом восстановитель в процессе плавки подают в отстойник через загрузочные течки, установленные в своде отстойника печи вблизи реакционной шахты, обеспечивают распределение его по поверхности расплава не далее 0,9 полуширины ванны отстойника от продольной осевой линии печи, причем подачу восстановителя начинают за N часов до окончания слива шлака, при этом N=(0,8-0,9)·L/v, где L - расстояние от места подачи восстановителя до шлаковых шпуров, v - скорость движения поверхности шлака при его сливе, а прекращают одновременно с окончанием слива шлака. Оптимальный состав шлака печи взвешенной плавки (ПВП) при осуществлении способа был получен следующий: содержание меди 0,302%, никеля 0,512%, кобальта 0,129%, магнетита 6,71%, обеспечивается снижение содержания никеля в шлаке печи взвешенной плавки в 1,4 раза, меди в 1,3 раза, кобальта в 1,4 раза, содержание магнетита уменьшилось на 0,64 абс.%. Футеровка печи и кессоны сохранились в рабочем состоянии, соответственно повышается срок службы печи. 1 табл.
Способ переработки сульфидных медно-никелевых материалов во взвешенном состоянии, включающий подачу в печь взвешенной плавки измельченных медно-никелевых концентратов, флюсов, кислорода и твердого восстановителя, плавку, разделение продуктов плавки на шлак и штейн, периодическую выдачу продуктов плавки, отличающийся тем, что восстановитель подают в отстойник через загрузочные течки, установленные в своде отстойника печи вблизи реакционной шахты, обеспечивают распределение его по поверхности расплава не далее 0,9 полуширины ванны отстойника от продольной осевой линии печи, причем подачу восстановителя начинают за N часов до окончания слива шлака, при этом
N=(0,8÷0,9)·L/v,
где L - расстояние от места подачи восстановителя до шлаковых шпуров;
v - скорость движения поверхности шлака при его сливе,
а прекращают одновременно с окончанием слива шлака.
| К | |||
| ROBINSON, R.Н | |||
| MACKAY - BCL Limited, Botswana | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| The Fifth International Flash Smelting Congress, Poland, May 18-24, 1986 | |||
| Способ плавки во взвешенном состоянии сульфидных медно-никелевых концентратов | 1988 |
|
SU1548229A1 |
| Способ переработки сульфидных медноникелевых концентратов во взвешенном состоянии | 1988 |
|
SU1601168A1 |
| СПОСОБ ВЗВЕШЕННОЙ ПЛАВКИ СУЛЬФИДНОГО СЫРЬЯ | 1995 |
|
RU2130975C1 |
| US 4300949 А, 17.11.1981 | |||
| US 4421552 А, 20.12.1983. | |||

