Изобретение относится к области электронно-лучевой обработки материалов и может найти применение при изготовлении изделий из титановых сплавов в аэрокосмическом, энергетическом и химическом атомном машиностроении.
Известен способ зональной термической обработки сварных соединений из высокопрочных сталей (патент РФ №2031150; МПК C21D 9/50; опубликован 20.03.1995). Нагрев сварных соединений ведут электронным лучом в вакууме, причем предварительно осуществляют подогрев до температуры 400-500°С с помощью теплоаккумуляторов, устанавливаемых симметрично оси шва на расстоянии, превышающем в 2-3 раза толщину сварного соединения, суммарным сечением, равным (4-5) квадрата толщины сварного соединения. Затем нагревают до температуры высокотемпературного отжига зону, ширина которой по обе стороны от оси шва составляет 1,7-1,9 толщины сварного соединения.
Недостатком данного способа является необходимость изготовления теплоаккумуляторов, что вносит ограничения в случае применения сложнопрофильных изделий. Кроме того, необходимость предварительного подогрева сварного соединения на расстоянии от оси сварного шва может привести к дополнительным деформациям в случае сварки тонкостенных изделий.
Известен способ термической обработки сварных соединений (А.с. №1506890; МПК C21D 1/09; опубликован 10.08.2016 Бюл. №22). Нагрев ведут электронным лучом с заданным диаметром. Луч перемещают вдоль сварного шва с формированием пятна нагрева на обрабатываемой поверхности в виде двух полос, исходящих из одной точки, пилообразные колебания луча с заданной частотой fo вдоль направления его перемещения и пилообразные колебания луча с частотой 0,5fo поперек его перемещения.
Недостатком данного способа является сложность подбора режима термической обработки из-за необходимости правильного выбора не только Iф, Iсв и скорости перемещения луча вдоль шва, но и частоты модуляции и амплитуды пилообразных колебаний луча, которые требуются для формирования пятна нагрева в виде двух полос на обрабатываемой поверхности, а также возможного увеличения подрезов на лицевой поверхности сварного шва, которые в свою очередь могут негативно влиять на механические характеристики сварного соединения.
Наиболее близким аналогом является способ электронно-лучевой обработки титановых сплавов (патент РФ №2240211; МПК В23К 15/00; C21D 9/50; опубликован 20.11.2004 Бюл. №32). Подготовленные для сварки детали закрепляют в специальном приспособлении и производят электронно-лучевую сварку. После охлаждения сваренных деталей сканирующим электронным лучом по нескольким траекториям с разными частотами осцилляции производят зональную высокотемпературную термическую обработку. Зону нагрева располагают на основном металле параллельно сварному шву. Нагрев ведут до температуры α→β превращений титанового сплава со скоростью нагрева не более 15°С/с. Электронный луч сканировали вдоль зоны нагрева и одновременно по круговой траектории. Частота осцилляции по круговой траектории на порядок больше частоты колебаний вдоль зоны нагрева. Зональная высокотемпературная термическая обработка приводит к выравниванию структуры, распаду метастабильной α'-фазы, релаксации напряжений, дегазации металла и перераспределению газов (водорода, азота и кислорода) в сварном соединении.
Недостатком данного способа является то, что нагрев зоны сварки происходит по основному материалу, при этом данный способ не применим при изготовлении изделий малых габаритных размеров ввиду необходимости наличия широкой зоны прогрева основного материала. Кроме того, данный способ не обеспечивает получение качественного формирования наружной поверхности сварного соединения.
Задача предлагаемого способа заключается в повышении качества сварного соединения за счет устранения подрезов на сварном шве, и улучшения структуры сварного соединения.
Технический результат, достигаемый при использовании настоящего способа, заключается в следующем:
- повышение ударной вязкости сварного соединения (до 30%);
- снижение остаточного напряжения;
- улучшение внешнего вида сварного шва;
- выравнивание структуры сварного соединения за счет перераспределения метастабильной фазы;
- сокращение времени изготовления изделия.
Для решения указанной задачи и достижения технического результата заявляется способ получения сварного шва электронно-лучевой сваркой деталей из титановых сплавов, включающий размещение свариваемых деталей в камере электронно-лучевой установки, электронно-лучевую сварку деталей, охлаждение сваренных деталей и последующую зональную термическую обработку сварного шва электронным лучом. Электроннолучевую сварку и зональную термическую обработку путем отжига проводят в вакууме в одном технологическом цикле без разгерметизации камеры электронно-лучевой установки. Зональную термическую обработку ведут по сварному шву расфокусированным электронным лучом с обеспечением в сварном шве температуры рекристаллизации свариваемого титанового сплава, при этом степень расфокусировки электронного луча выбирают для обеспечения перекрытия сварного шва на коэффициент равный 1,09-1,2 от ширины сварного шва.
Электронно-лучевая обработка титановых сплавов проводится при глубоком вакууме, за счет чего исключается загрязнение сварного шва газами и обеспечивается его максимальная степень чистоты. При этом сварное соединение обладает пониженной пластичностью и склонностью к охрупчиванию из-за образования метастабильных фаз, возникающих при определенных условиях сварки. Для предотвращения охрупчивания в процессе эксплуатации изделия и стабилизации структуры и свойств, сварные соединения рекомендуется обычно подвергать отжигу. Отжиг после сварки понижает остаточные напряжения и устраняет склонность швов к образованию трещин с течением времени.
При электронно-лучевой обработке весьма эффективен зональный отжиг сварных соединений электронным лучом в одном со сваркой технологическом цикле без разгерметизации камеры в том же сварочном приспособлении. Данный метод отжига приводит к выравниванию структуры, распаду метастабильной α-фазы, релаксации напряжений, дегазации водорода из сварных соединений за время на 1-3 порядка меньше, чем при отжиге в объеме печи.
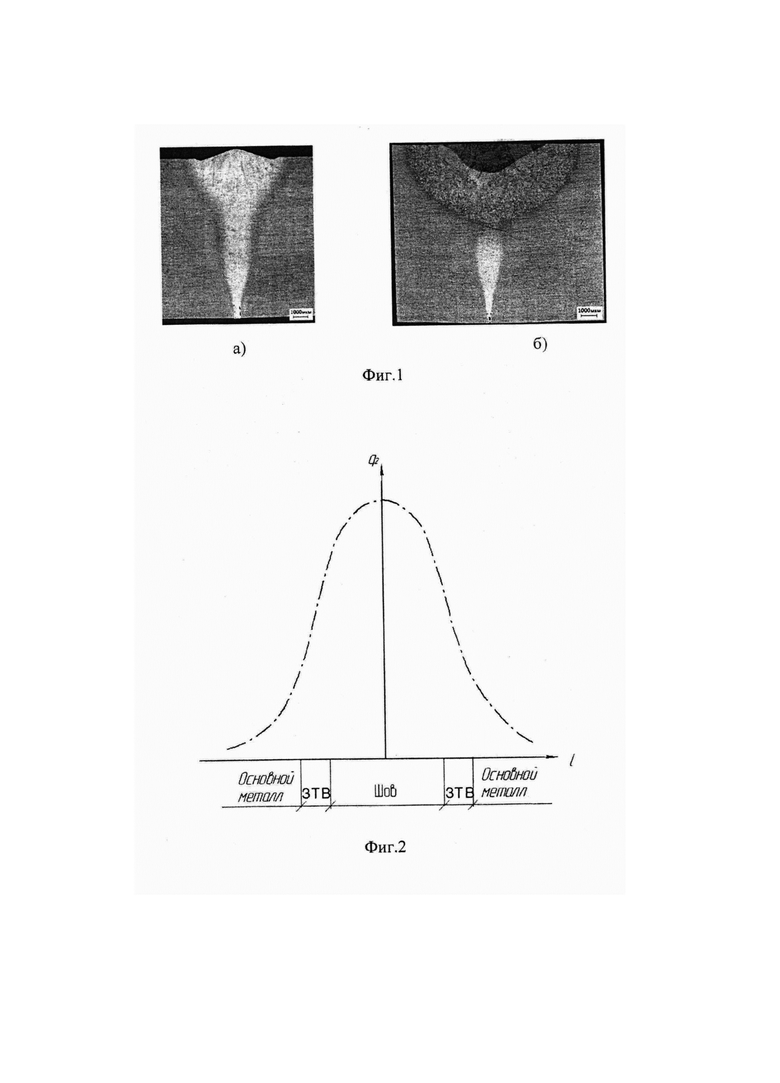
В результате проведенной локальной электронно-лучевой термической обработки сварного шва титанового сплава устраняются подрезы по кромкам сварного шва, образующиеся во время основного сварочного прохода, происходит выравнивание структуры, исчезает резкая граница между зоной плавления и основным материалом, образуется мелкозернистая структура сварного шва и околошовной зоны, что видно на фиг. 1. При этом снижение значений микротвердости в металле сварного шва и зоне термического влияния косвенно подтверждает снятие сварочных напряжений при выполнении второго прохода расфокусированным лучом при электронно-лучевой обработке за счет термообработки. Испытания на ударный изгиб показали, что проведение термообработки сварного шва электронным лучом позволяет повысить значение ударной вязкости на 30% по сравнению со значениями ударной вязкости сварного шва без локальной термообработки. Применение электронно-лучевой термической обработки сварного шва титанового сплава в одном со сваркой технологическом цикле без разгерметизации камеры в том же сварочном приспособлении занимает время на 1-3 порядка меньше, чем при отжиге в объеме печи, и исключает необходимость применения дорогостоящего печного оборудования, что в свою очередь, снижает себестоимость изготовления изделий.
На фиг. 1 изображена макроструктура сварного шва изученных образцов, где а) - образец без термической обработки электронным лучом, б) - образец после проведения термической обработки расфокусированным электронным лучом.
На фиг. 2 изображена схема распределения тепла, образующаяся при проведении локальной электронно-лучевой термической обработки сварного шва.
Способ реализуется следующим образом.
Свариваемые поверхности после механической обработки помещают в камеру электронно-лучевой установки и производят дегазацию свариваемых кромок (без их оплавления) сканирующим электронным лучом малой мощности. Далее свариваемые детали собирают в сварочном приспособлении и производят электронно-лучевую сварку. После охлаждения сваренных деталей до комнатной температуры производят электронно-лучевую обработку сварного соединения. Зону нагрева располагают на сварном шве, нагрев производят расфокусированным электронным лучом из условия достижения в сварном шве температуры рекристализационного отжига свариваемого материала. При этом степень расфокусировки электронного луча выбирают из условия гарантированного перекрытия сварного шва на коэффициент равный 1,09-1,2 от ширины верхней части сварного шва. При снижении степени расфокусировки электронного луча ниже указанной возникает вероятность сохранения подрезов по кромкам сварного шва, которые, в свою очередь, являясь концентраторами напряжений могут привести к снижению эксплуатационных характеристик изделия в целом. В результате проведенной локальной электронно-лучевой обработки сварного шва титанового сплава устраняются подрезы по кромкам сварного шва, образующиеся во время основного сварочного прохода, происходит выравнивание структуры, исчезает резкая граница между зоной плавления и основным материалом, образуется мелкозернистая структура сварного шва и околошовной зоны. Происходит прогрев не только непосредственно сварного шва, а так же и зоны термического влияния (ЗТВ). Кроме того, отсутствует резкая граница перехода между зоной плавления и основным материалом, что видно на фиг. 2. При этом снижение значений микротвердости в металле сварного шва и зоне термического влияния косвенно подтверждает снятие сварочных напряжений при выполнении второго прохода расфокусированным лучом при электронно-лучевой сварке за счет термообработки.
Рассмотрим пример конкретного исполнения: сварку производили на установке, оснащенной электронно-лучевой аппаратурой ЭЛА 14И с ускоряющим напряжением Uycк=60 кВ и электронно-лучевой пушкой с лантанборидным катодом в виде таблетки. Был использован следующий режим: расстояние от пушки до детали составляло - 180 мм, скорость сварки -43 м/ч, ток фокусировки - О.С.Л., ток сварки - 52 мА. Свариваемые детали были изготовлены из сплава ВТ-20 толщиной 10 мм. Перед сваркой кромки деталей зачищали шабером с последующим обезжириванием ацетоном и затем протирали чистыми увлажненными в спирте ректификованном хлопчатобумажными салфетками для удаления остаточной влаги, после чего собирались в сварочном приспособлении. Для снижения содержания примесей внедрения в зоне сварки перед прихваточным проходом проводили дегазацию свариваемых кромок (без их оплавления) сканирующим электронным лучом малой мощности (2-3 мА). После сварки в этом же приспособлении производили зональную термическую обработку расфокусированным электронным лучом. Диаметр пятна нагрева превышал ширину шва (с наружной стороны) на 1-2 мм. Режим отжига был подобран из условия обеспечения на обрабатываемом участке корня шва температуры на уровне 750-800°С с длительностью 40 сек. Механические испытания показали, что проведение локальной термообработки сварного шва электронным лучом существенно (на 30%) повышает значение ударной вязкости. Заявляемый способ улучшает внешний вид сварного шва, сокращает время изготовления изделия. Приводит к снижению остаточного напряжения и выравниванию структуры сварного соединения за счет перераспределения метастабильной α'-фазы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ МОНОКРИСТАЛЛИЧЕСКИХ ТРУБ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2067516C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2750229C1 |
| Способ зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава | 2020 |
|
RU2748353C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2434726C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ЗОНАЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1991 |
|
RU2031150C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2002 |
|
RU2241047C2 |
Изобретение относится к области электронно-лучевой обработки материалов и может найти применение при изготовлении изделий из титановых сплавов в аэрокосмическом, энергетическом и химическом атомном машиностроении. Способ получения сварного шва электронно-лучевой сваркой деталей из титановых сплавов включает размещение свариваемых деталей в камере электронно-лучевой установки, электронно-лучевую сварку деталей, охлаждение сваренных деталей и последующую зональную термическую обработку сварного шва электронным лучом. Электронно-лучевую сварку и зональную термическую обработку путем отжига проводят в вакууме в одном технологическом цикле без разгерметизации камеры электронно-лучевой установки, зональную термическую обработку ведут по сварному шву расфокусированным электронным лучом с обеспечением в сварном шве температуры рекристаллизации свариваемого титанового сплава, при этом степень расфокусировки электронного луча выбирают для обеспечения перекрытия сварного шва на коэффициент, равный 1,09-1,2 от ширины сварного шва. Обеспечивается повышение ударной вязкости сварного шва, снижение остаточного напряжения за счет выравнивания структуры сварного соединения. Сокращается время изготовления изделия. 2 ил.
Способ получения сварного шва электронно-лучевой сваркой деталей из титановых сплавов, включающий размещение свариваемых деталей в камере электронно-лучевой установки, электронно-лучевую сварку деталей, охлаждение сваренных деталей и последующую зональную термическую обработку сварного шва электронным лучом, отличающийся тем, что электронно-лучевую сварку и зональную термическую обработку путем отжига проводят в вакууме в одном технологическом цикле без разгерметизации камеры электронно-лучевой установки, зональную термическую обработку ведут по сварному шву расфокусированным электронным лучом с обеспечением в сварном шве температуры рекристаллизации свариваемого титанового сплава, при этом степень расфокусировки электронного луча выбирают для обеспечения перекрытия сварного шва на коэффициент, равный 1,09-1,2 от ширины сварного шва.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| CN 101328567 B, 02.06.2010 | |||
| CN 105312758 A, 10.02.2016 | |||
| US 20040094246 A1, 20.05.2004. | |||

