Заявляемое изобретение относится к области производства и переработки полимерных материалов, а более конкретно к перемотке полиэтиленовой пленки с рулона на рулон с заданной длиной намотки.
Известно устройство для размотки и свертывания рулонов эластичного материала (см. авторское свидетельство СССР №1801911, 5 МПК В 65 Н 16/00, В 65 Н 18/00, 1993 г.), содержащее подающий ленточный транспортер, привод рулона и пластинчатую цепь, в шарнирах которой смонтированы подшипниковые опоры валиков, контактирующих с боковой поверхностью рулона, причем один из крайних валиков имеет подвижные опоры для поступательного перемещения при изменении диаметра рулона, при этом другой валик установлен в стационарной опоре и соединен с приводом рулона. Валики выполнены в виде многоручьевых шкивов, в ручьях которых размещены замкнутые эластичные ремни, огибающие соседние валики в чередующемся порядке и образующие опорное полотно для рулона. Устройство имеет неподвижные кронштейны с наклонными пазами и гнездами, а подвижные опоры крайнего валика снабжены размещенными в них катками. Эластичные ремни выполнены с круглым поперечным сечением.
Основным недостатком известного устройства по а.с. №1801911 является относительно невысокая точность (отмера) определения объема намотанного рулонного материала.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для размотки рулонного материала “STRETCH FILM REWINDER”, Model: RES-04, “MaKlauS” Firenze Italy, принятое в качестве ближайшего аналога.
Устройство “STRETCH FILM REWINDER” содержит станину, на которой установлены держатель разматываемого рулона, ведущий вал с двумя приводными фрикционными ремнями и с их натяжными роликами, намоточный барабан, привод, связанный с ведущим валом и намоточным барабаном, магазин для пустых шпуль, резак для поперечной отрезки рулонного материала, пневмомагистраль, а также механизм подачи очередной шпули и удаления готового мерного рулона, выполненный в виде установленного в подшипниках на станине кривошипного вала, на котором, во-первых, размещены два взаимно ориентированных кривошипа, каждый из которых снабжен торцовым захватом для шпули, и, во-вторых, закреплен ведущий кривошип, который шарнирно соединен с пневмоприводом. Пневмопривод механизма подачи очередной шпули и удаления готового мерного рулона выполнен в виде одного одноштокового пневмоцилиндра, который своим поршневым штоком шарнирно соединен с ведущим кривошипом кривошипного вала, а корпусом шарнирно связан со станиной. При этом надпоршневая и подпоршневая полости одноштокового пневмоцилиндра связаны с пневмомагистралью через пневмопереключатель.
Когда механизм подачи очередной шпули и удаления готового мерного рулона находится в положении захвата очередной шпули или в положении намотки рулонного материала на шпулю, поршень пневмоцилиндра занимает одну из крайних позиций, т.е. прижат воздухом к одному из днищ пневмоцилиндра, а следовательно, жестко зафиксирован у днища пневмоцилиндра. Другое дело, когда указанный механизм находится в положении поперечной отрезки рулонного материала. В этом случае поршень пневмоцилиндра занимает промежуточную позицию между днищами пневмоцилиндра и удерживается в этой позиции двусторонним давлением воздуха, что не может обеспечить идентичного положения указанного механизма от цикла к циклу.
Основным недостатком известного устройства, описанного в руководстве по эксплуатации машины “STRETCH FILM REWINDER”, Model: RES-04, “MaKlauS” Firenze Italy, является недостаточная точность позиционирования механизма подачи очередной шпули и удаления готового мерного рулона в положении поперечной отрезки намотанного рулонного материала из-за того, что пневмопривод выполнен в виде одного одноштокового цилиндра и в рассматриваемом положении указанного механизма поршень пневмоцилиндра находится где-то между днищами пневмоцилиндра, удерживается в этой позиции двусторонним давлением воздуха и жестко ничем не зафиксирован, что не может обеспечить идентичного положения указанного механизма от цикла к циклу, а это снижает точность мерной намотки на шпулю рулонного материала.
Перед заявляемым изобретением поставлена задача повысить точность позиционирования механизма подачи очередной шпули и удаления готового мерного рулона в положении отрезки намотанного рулонного материала и за счет этого повысить точность мерной намотки рулонного материала на шпулю.
Решение поставленной задачи достигается тем, что в устройстве для размотки рулонного материала, включающем станину, на которой установлены держатель разматываемого рулона, ведущий вал по меньшей мере с двумя приводными фрикционными ремнями и с их натяжными роликами, намоточный барабан, привод, связанный с ведущим валом и намоточным барабаном, магазин для пустых шпуль, резак для поперечной отрезки рулонного материала, пневмомагистраль, а также механизм подачи очередной шпули и удаления готового мерного рулона, выполненный в виде установленного на станине в подшипниках кривошипного вала, на котором, во-первых, размещены два взаимно ориентированных кривошипа, каждый из которых снабжен торцовым захватом для шпули, и, во-вторых, закреплен ведущий кривошип, связанный с пневмоприводом, пневмопривод механизма подачи очередной шпули и удаления готового мерного рулона выполнен в виде блока двух взаимно состыкованных глухими торцами одноштоковых пневмоцилиндров, поршневой шток одного из которых шарнирно связан со станиной, а поршневой шток другого одноштокового пневмоцилиндра шарнирно связан с ведущим кривошипом кривошипного вала, при этом надпоршневая и подпоршневая полости каждого одноштокового пневмоцилиндра указанного блока связаны с пневмомагистралью.
Надпоршневая полость через пневмодроссель и подпоршневая полость через свой пневмодроссель одного из одноштоковых пневмоцилиндров пневмопривода могут быть связаны с пневмомагистралью через пневмопереключатель, а у второго одноштокового пневмоцилиндра надпоршневая полость через свой пневмодроссель и подпоршневая полость также через свой пневмодроссель могут быть связаны с пневмомагистралью через другой пневмопереключатель.
Одноштоковые пневмоцилиндры пневмопривода механизма подачи шпуль и удаления готовых мерных рулонов могут быть состыкованы между собой соосно.
В рабочем положении приема шпули поршневые штоки обоих одноштоковых пневмоцилиндров пневмопривода механизма подачи очередной шпули и удаления готового мерного рулона втянуты внутрь пневмоцилиндров, их поршни прижаты воздухом к одноименным днищам и занимают жестко фиксированную позицию.
В рабочем положении намотки рулонного материала на шпулю поршневые штоки обоих одноштоковых пневмоцилиндров пневмопривода механизма подачи очередной шпули и удаления готового мерного рулона выдвинуты из пневмоцилиндров наружу, их поршни прижаты воздухом к одноименным днищам и занимают жестко фиксированную позицию.
В рабочем положении поперечной отрезки рулонного материала поршневой шток одного из взаимно состыкованных одноштоковых пневмоцилиндров пневмопривода механизма подачи очередной шпули и удаления готового мерного рулона втянут внутрь пневмоцилиндра и его поршень прижат воздухом ко дну данного пневмоцилиндра, а поршневой шток второго одноштокового пневмоцилиндра указанного пневмопривода выдвинут из пневмоцилиндра наружу и его поршень также прижат воздухом ко дну данного второго пневмоцилиндра. Таким образом, каждый поршень со своим штоком каждого из взаимно состыкованных одноштоковых пневмоцилиндров пневмопривода механизма подачи очередной шпули и удаления готового мерного рулона занимает жестко фиксированную позицию в положении поперечной отрезки рулонного материала, намотанного на шпулю.
Благодаря тому что пневмопривод механизма подачи очередной шпули и удаления готового мерного рулона выполнен в виде блока двух соосно состыкованных глухими торцами одноштоковых пневмоцилиндров, в рабочем положении поперечной отрезки рулонного материала поршни со своими штоками в своих пневмоцилиндрах от цикла к циклу занимают крайние “до упора”, жестко фиксированные, неизменно повторяющиеся позиции у днищ своих пневмоцилиндров.
Таким образом, изобретение позволило получить технический результат, а именно повысить точность позиционирования механизма подачи очередной шпули и удаления готового мерного рулона в положении поперечной отрезки намотанного рулонного материала, что повысило погонную точность мерной намотки на шпулю рулонного материала.
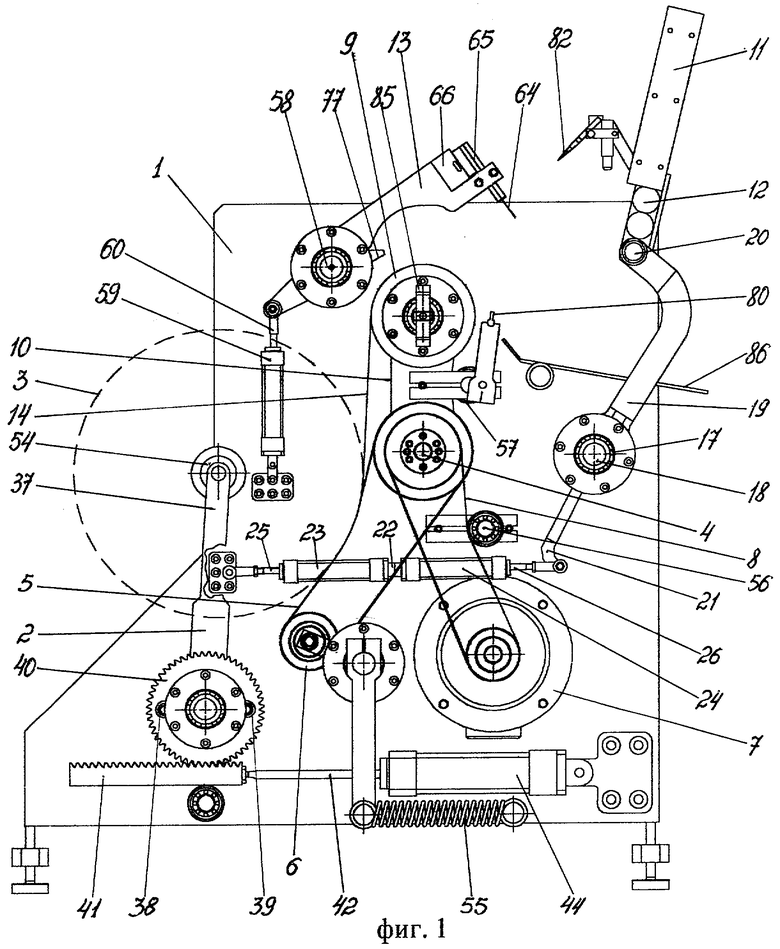
На фиг.1 приведена схема устройства в положении захвата очередной шпули.
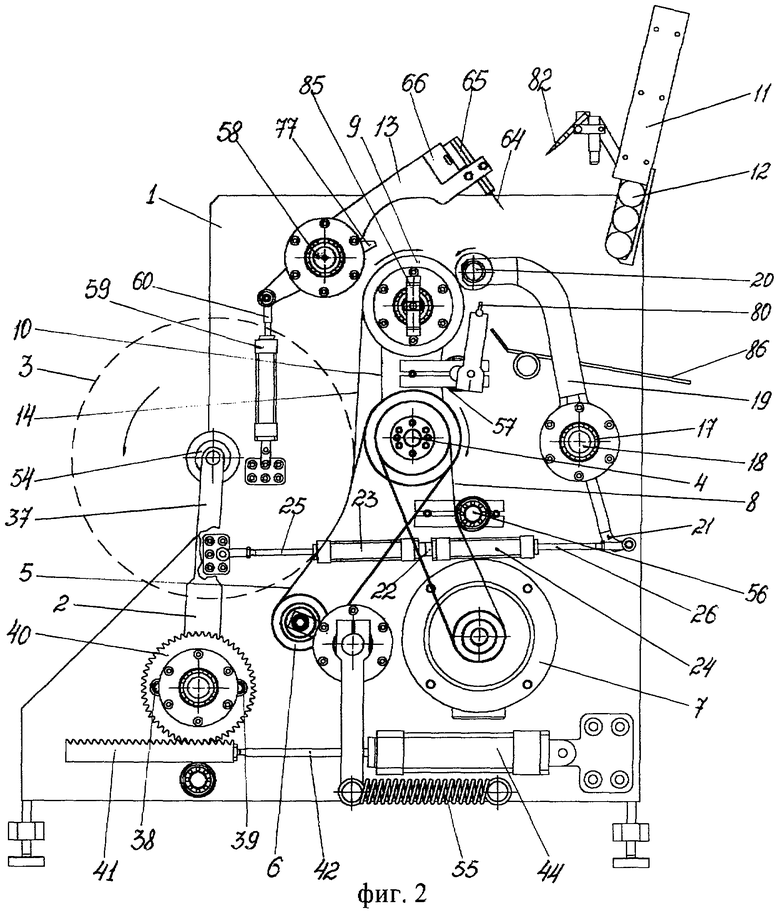
На фиг.2 показана схема устройства в положении намотки рулонного материала на шпулю.
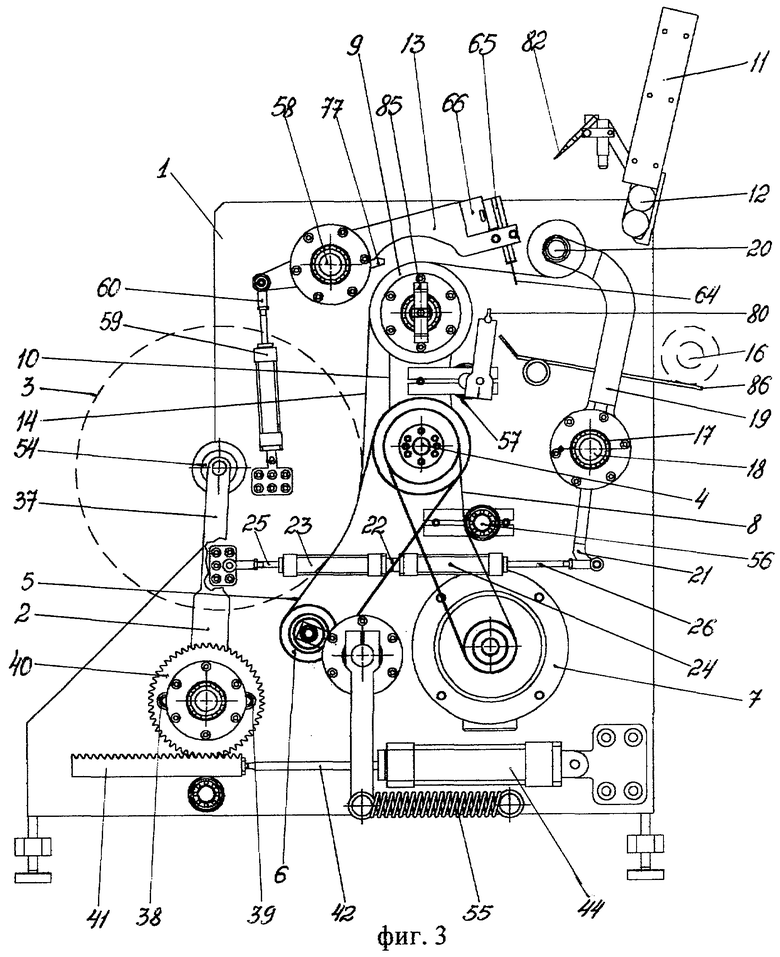
На фиг.3 - схема устройства в положении отрезки рулонного материала, намотанного на шпулю, и сброса готового мерного рулона.
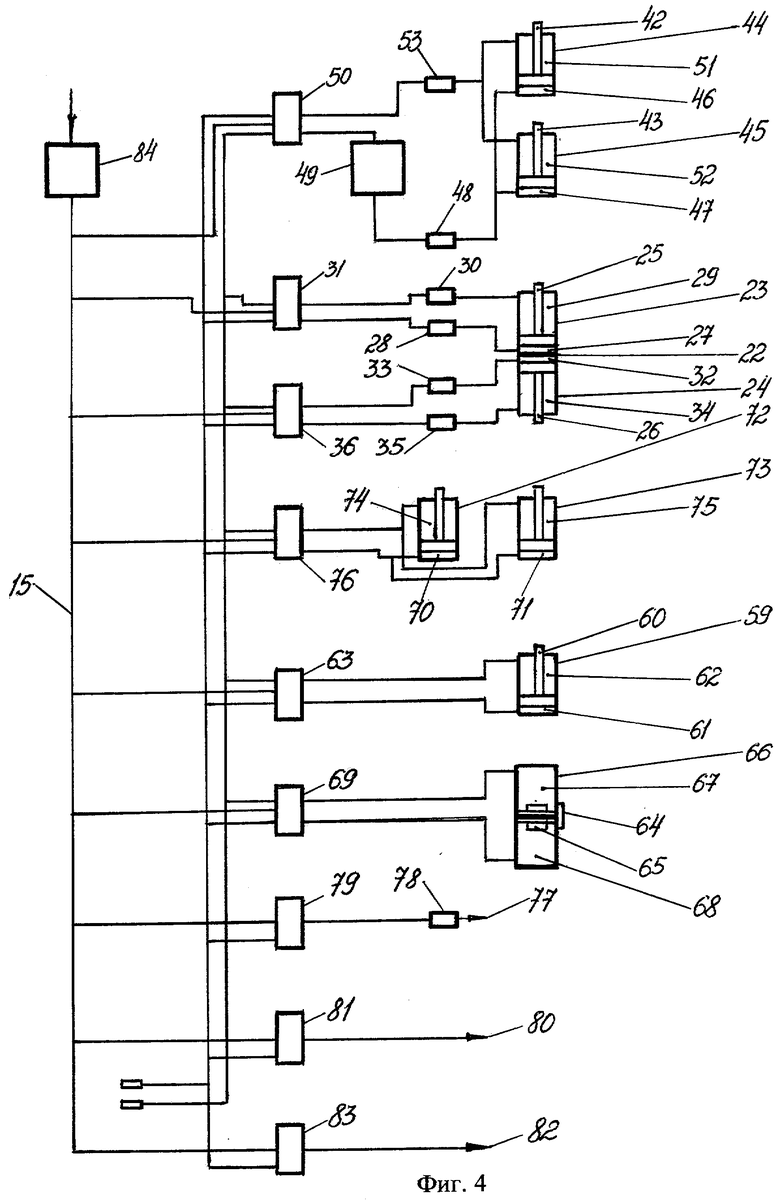
На фиг.4 - пневматическая схема устройства.
Устройство для размотки рулонного материала (фиг.1, 2, 3) включает станину 1, на которой установлены держатель 2 разматываемого рулона 3, ведущий вал 4 по меньшей мере с двумя приводными фрикционными ремнями 5 и с их натяжными роликами 6, электрический привод 7, связанный с ведущим валом 4 ременной передачей 8, намоточный барабан 9, связанный с ведущим валом 4 ременной передачей 10, магазин 11 для пустых шпуль 12, резак 13 для поперечной отрезки рулонного материала 14, пневмомагистраль 15 (фиг.4), а также механизм подачи очередной шпули 12 и удаления готового мерного рулона 16 (фиг.3), выполненный в виде установленного на станине 1 в подшипниках 17 кривошипного вала 18, на котором, во-первых, размещены два взаимно ориентированных кривошипа 19, каждый из которых снабжен торцовым захватом 20 для шпули 12, и, во-вторых, закреплен ведущий кривошип 21, связанный с пневмоприводом 22. Пневмопривод 22 механизма подачи очередной шпули 12 и удаления готового мерного рулона 16 выполнен в виде блока двух взаимно соосно состыкованных глухими торцами одноштоковых пневмоцилиндров 23 и 24, при этом поршневой шток 25 пневмоцилиндра 23 шарнирно связан со станиной 1, а поршневой шток 26 пневмоцилиндра 24 шарнирно связан с ведущим кривошипом 21 кривошипного вала 18. В то же время надпоршневая полость 27 (фиг.4) через пневмодроссель 28 и подпоршневая полость 29 через пневмодроссель 30 пневмоцилиндра 23 связаны с пневмомагистралыо 15 через пневмопереключатель 31, а надпоршневая полость 32 через пневмодроссель 33 и подпоршневая полость 34 через пневмодроссель 35 пневмоцилиндра 24 связаны с пневмомагистралыо 15 через пневмопереключатель 36. Держатель 2 разматываемого рулона 3 выполнен в виде двух взаимно параллельных стоек 37 (на фиг.1, 2, 3 показана одна из двух стоек 37), каждая из которых установлена на двух взаимно параллельных направляющих балках 38 и 39.
Каждая пара одноименных концов направляющих балок 38 и 39 скреплена между собой ступицей одного из двух одинаковых зубчатых колес 40, каждое из которых, в свою очередь, через свою зубчатую рейку 41 связано с одним из поршневых штоков 42 и 43 одного из двух взаимно параллельно расположенных с разных сторон станины 1 пневмоцилиндров 44 и 45, которые шарнирно скреплены со станиной 1 (на фиг.1, 2, 3 пневмоцилиндр 45 и шток 43 не показаны). При этом надпоршневые полости 46 и 47 пневмоцилиндров 44 и 45 (фиг.4) через пневмодроссель 48, силовой редуктор 49 и пневмопереключатель 50 связаны с пневмомагистралью 15, а подпоршневые полости 51 и 52 пневмоцилиндров 44 и 45 связаны с пневмомагистралью 15 через пневмодроссель 53 и пневмопереключатель 50. Каждая из стоек 37 держателя 2 снабжена конической подшипниковой опорой 54 (фиг.1, 2, 3) для установки разматываемого рулона 3. Натяжные ролики 6 приводных фрикционных ремней 5 снабжены пружиной 55 растяжения, закрепленной на станине 1. Ременная передача 8 снабжена натяжным роликом 56, а ременная передача 10 снабжена натяжным роликом 57. Резак 13 посредством оси 58 установлен на станине 1 и связан с пневмоцилиндром 59 для вывода его в положение поперечной отрезки рулонного материала 14. Пневмоцилиндр 59 шарнирно связан со станиной 1, а его поршневой шток 60 шарнирно соединен с резаком 13. Надпоршневая полость 61 и подпоршневая полость 62 пневмоцилиндра 59 (фиг.4) резака 13 соединены с пневмомагистралью 15 через пневмопереключатель 63. Резак 13 снабжен ножом 64, закрепленным на ползуне 65 бесштокового пневмоцилиндра 66 (фиг.4), полости 67 и 68 которого связаны с пневмомагистралью 15 через пневмопереключатель 69. Торцовый захват 20 шпули 12 каждого из двух кривошипов 19 снабжен пневмоцилиндром. При этом надпоршневые полости 70 и 71 (фиг.4) соответственно пневмоцилиндров 72 и 73 взаимно параллельно, и подпоршневые полости 74 и 75 также взаимно параллельно через пневмопереключатель 76 связаны с пневмомагистралью 15.
Устройство снабжено тремя пневматическими щелевыми соплами для подачи струи воздуха при заправке свободного конца рулонного материала 14 на вновь поданную для намотки пустую шпулю 12. Щелевое сопло 77 (фиг.1, 2, 3) смонтировано на оси 58 резака 13 и подключено к пневмомагистрали 15 через пневмодроссель 78 и пневмопереключатель 79 (фиг.4). Щелевое сопло 80 расположено у намоточного барабана 9, снизу вновь поданной и прижатой к намоточному барабану 9 пустой шпули 12. Щелевое сопло 80 подключено к пневмомагистрали 15 через пневмопереключатель 81. Щелевое сопло 82 расположено сверху намоточного барабана 9 со стороны магазина 11 для пустых шпуль 12 и подключено к пневмомагистрали 15 через пневмопереключатель 83. Пневмомагистраль 15 снабжена входным пневморедуктором 84. На валу намоточного барабана 9 установлен индукционный датчик 85 для контроля длины намотанного рулонного материала 14. На станине 1 установлен приемный лоток 86 для готовых мерных рулонов 16.
Устройство для размотки рулонного материала функционирует следующим образом.
При установке разматываемого рулона 3 на стойки 37 держателя 2 рулон 3 фиксируют на конических подшипниковых опорах 54 (фиг.1). После закрепления рулона 3 на стойках 37 рулон 3 поднимают в рабочее положение, прижимая его к приводным фрикционным ремням 5, для чего подают воздух в надпоршневые полости 46 и 47, пневмоцилиндров 44 и 45 (фиг.4) (здесь и далее по тексту подразумевается, что подачу воздуха в указанную полость пневмоцилиндра производят с одновременным вытеснением воздуха из другой полости указанного пневмоцилиндра). В результате подачи воздуха в надпоршневые полости 46 и 47 поршневые штоки 42 и 43 выдвигаются из своих пневмоцилиндров и, перемещая зубчатые рейки 41, разворачивают зубчатые колеса 40 вместе со стойками 37 и разматываемым рулоном 3. Свободный конец рулонного материала 14 выводят на верхнюю часть намоточного барабана 9.
Кривошипы 19, снабженные торцовыми захватами 20, подводят к магазину 11 с пустыми шпулями 12 (фиг.1), для чего из пневмомагистрали 15 подают воздух в подпоршневые полости 29 и 34 пневмоцилиндров 23 и 24 пневмопривода 22 (фиг.4), тем самым поршневые штоки 25 и 26 вместе с их поршнями задвигают до упора внутрь пневмоцилиндров 23 и 24, благодаря чему разворачивают кривошипный вал 18 в положение, когда его кривошипы 19, снабженные захватами 20, занимают позицию приема пустой шпули 12. Затем для приема шпули 12 подают воздух в надпоршневые полости 70 и 71 пневмоцилиндров 72 и 73 (фиг.4) торцовых захватов 20, тем самым закрепляют пустую шпулю 12 на кривошипах 19. Далее включают электрический привод 7. От электрического привода 7 по ременной передаче 8 вращение передается к ведущему валу 4, а от ведущего вала 4 посредством ременной передачи 10 вращение передается к намоточному барабану 9. Ведущий вал 4 также приводит в движение и приводные фрикционные ремни 5, к которым прижат разматываемый рулон 3. Разматываемый рулон 3, прижатый пневмоцилиндрами 44 и 45 к приводным фрикционным ремням 5, начинает вращаться вместе с указанными ремнями 5, разматывая рулонный материал 14. В это время включают поддув воздуха из пневмомагистрали 15 через щелевое сопло 77, струю которого направляют по касательной к круглой поверхности намоточного барабана 9 в сторону его вращения.
Таким образом, потоком воздуха прижимают свободный конец рулонного материала 14 к поверхности вращающегося намоточного барабана 9. После этого пустую шпулю 12 подводят к намоточному барабану 9 и прижимают ее к поверхности намоточного барабана 9 (фиг.2), для чего подают воздух в надпоршневые полости 27 и 32 пневмоцилиндров 23 и 24 пневмопривода 22 (фиг.4), тем самым поршневые штоки 25 и 26 выдвигают наружу и осуществляют прижим пустой шпули 12 к намоточному барабану 9.
Прижатая к намоточному барабану 9 пустая шпуля 12 начинает вращение вместе с намоточным барабаном 9 и увлекает свободный конец рулонного материала 14 в промежуток между шпулей 12 и намоточным барабаном 9. Затем включают поддув воздуха через щелевое сопло 80. Свободный конец рулонного материала 14, вышедший снизу из промежутка между намоточным барабаном 9 и шпулей 12, плоской струей воздуха щелевого сопла 80 направляют вокруг шпули 12 в сторону ее вращения, прижимая к поверхности шпули 12, которая в свою очередь увлекает свободный конец рулонного материала 14 наверх. В это время включают поддув воздуха через щелевое сопло 82, струей которого продолжают прижимать заправляемый конец рулонного материала 14 к поверхности шпули 12, тем самым завершают охват вращающейся шпули 12 заправляемым концом рулонного материала 14.
После заправки свободного конца рулонного материала 14 на шпулю 12 производят мерную намотку рулонного материала 14, контролируя объем намотки с помощью индукционного датчика 85, установленного на валу намоточного барабана 9. По завершении мерной намотки рулонного материала 14 на шпулю 12 шпулю 12 отводят от намоточного барабана 9 в положение поперечной отрезки рулонного материала 14 (фиг.3). Для этого из пневмомагистрали 15 подают воздух в подпоршневую полость 29 (фиг.4) пневмоцилиндра 23 пневмопривода 22, тем самым задвигают поршневой шток 25 внутрь пневмоцилиндра 23 до упора его поршня в дно, жестко фиксируя пространственное положение кривошипа 19, а вместе с ним и намотанной шпули 12. Выключают электрический привод 7. После остановки движения рулонного материала 14 выводят резак 13 в положение поперечной отрезки рулонного материала 14, для чего из пневмомагистрали 15 подают воздух в надпоршневую полость 61 пневмоцилиндра 59 (фиг.4), выдвигают поршневой шток 60 и разворачивают резак вокруг оси 58 (фиг.3). Затем, создавая перепад давления воздуха в полостях 67 и 68 бесштокового пневмоцилиндра 66, перемещают ползун 65 с ножом 64 резака 13, тем самым производят поперечную мерную отрезку рулонного материала 14.
Одновременно с поперечной отрезкой рулонного материала 14 осуществляют продувку воздуха через щелевое сопло 77, тем самым удерживают образовавшийся свободный конец рулонного материала 14 на поверхности намоточного барабана 9. Далее полученный готовый мерный рулон 16 освобождают от торцовых захватов 20 кривошипов 19, для чего подают воздух в подпоршневые полости 74 и 75 пневмоцилиндров 72 и 73 торцовых захватов 20. Торцовые захваты 20 освобождают готовый мерный рулон 16, который опускается на приемный лоток 86 (фиг.3). После сброса готового мерного рулона 16 кривошипы 19 переводят в положение приема очередной пустой шпули 12 (фиг.1), для чего подают воздух из пневмомагистрали 15 в подпоршневую полость 34 пневмоцилиндра 24 пневмопривода 22, тем самым шток 26 полностью до упора вводят внутрь пневмоцилиндра 24 и через ведущий кривошип 21 разворачивают кривошипный вал 18 таким образом, что кривошипы 19, снабженные торцовыми захватами 20, занимают положение приема очередной свободной шпули 12.
После этого подают воздух в надпоршневые полости 70 и 71(фиг.4) пневмоцилиндров 72 и 73 торцовых захватов 20, тем самым закрепляют очередную пустую шпулю 12 на кривошипах 19. В это же время запускают электрический привод 7, приводя в движение ведущий вал 4, намоточный барабан 9 и разматываемый рулон 3. Переводят кривошип 19 в положение прижима пустой шпули 12 к намоточному барабану 9. Для этого из пневмомагистрали 15 подают воздух в надпоршневые полости 27 и 32 гидроцилиндров 23 и 24 пневмопривода 22, тем самым выдвигают оба поршневых штока 25 и 26 и прижимают шпулю 12 к намоточному барабану 9. Таким образом, повторяется рабочий цикл, включающий размотку рулонного материала 14 с разматываемого рулона 3, заправку свободного конца рулонного материала 14 на шпулю 12, мерную намотку на шпулю 12 рулонного материала 14, поперечную отрезку заданного объема рулонного материала 14, намотанного на шпулю 12, и съем готового мерного рулона 16.
Благодаря тому что пневмопривод 22 механизма подачи очередной шпули 12 и удаления готового мерного рулона 16 выполнен в виде блока двух соосно состыкованных глухими торцами одноштоковых пневмоцилиндров 23 и 24, в рабочем положении поперечной отрезки рулонного материала 14 поршни со своими штоками 25 и 26 в своих пневмоцилиндрах 23 и 24 от цикла к циклу занимают крайние “до упора”, жестко фиксированные, неизменно повторяющиеся позиции у днищ своих пневмоцилиндров.
Таким образом, изобретение позволило получить технический результат, а именно повысить точность позиционирования механизма подачи очередной шпули и удаления готового мерного рулона в положении поперечной отрезки намотанного рулонного материала, что повысило погонную точность мерной намотки на шпулю рулонного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕМОТКИ РУЛОННОГО МАТЕРИАЛА | 2004 |
|
RU2255035C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2004 |
|
RU2263063C1 |
| Устройство для засыпки и уплотнения зернистого наполнителя в корпусе предохранителя | 1989 |
|
SU1714715A1 |
| Вальцовый станок | 1981 |
|
SU961750A1 |
| МЕХАНИЗМ ПРИВАЛА-ОТВАЛА ПОДВИЖНОГО МЕЛЮЩЕГО ВАЛЬЦА ВАЛЬЦОВОГО СТАНКА | 1999 |
|
RU2162739C2 |
| Пневматическая система автоматического регулирования загрузки двигателя уборочной машины | 1980 |
|
SU1029849A1 |
| Устройство для свертывания и упаковки ленточного материала | 1980 |
|
SU1050971A1 |
| Устройство для перегрузки паковок с мотальных машин | 1981 |
|
SU973464A1 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
Изобретение относится к области производства и переработки полимерных материалов, а более конкретно к перемотке полиэтиленовой пленки с рулона на рулон с заданной длиной намотки. В устройстве для размотки рулонного материала, включающем станину, на которой установлены держатель разматываемого рулона, ведущий вал по меньшей мере с двумя приводными фрикционными ремнями и с их натяжными роликами, намоточный барабан, привод, связанный с ведущим валом и намоточным барабаном, магазин для пустых шпуль, резак для поперечной отрезки рулонного материала, пневмомагистраль, а также механизм подачи очередной шпули и удаления готового мерного рулона, выполненный в виде установленного на станине в подшипниках кривошипного вала, на котором, во-первых, размещены два взаимно ориентированных кривошипа, каждый из которых снабжен торцовым захватом для шпули, и, во-вторых, закреплен ведущий кривошип, связанный с пневмоприводом, согласно изобретению, пневмопривод механизма подачи очередной шпули и удаления готового мерного рулона выполнен в виде блока двух взаимно состыкованных глухими торцами одноштоковых пневмоцилиндров, поршневой шток одного из которых шарнирно связан со станиной, а поршневой шток другого одноштокового пневмоцилиндра шарнирно связан с ведущим кривошипом кривошипного вала, при этом надпоршневая и подпоршневая полости каждого одноштокового пневмоцилиндра указанного блока связаны с пневмомагистралью. Изобретение позволило повысить точность позиционирования механизма подачи очередной шпули и удаления готового мерного рулона в положении поперечной отрезки намотанного рулонного материала, что повысило погонную точность мерной намотки на шпулю рулонного материала. 2 з.п. ф-лы, 4 ил.
| USER MANUAL STRETCH FILM REWINDER, "MaKlauS", Firenze, ITALY, 2001 | |||
| US 6536705 B1, 25.03.2003 | |||
| US 5040738 A, 20.08.1991 | |||
| US 4875632 A, 24.10.1989 | |||
| Устройство для размотки и свертывания рулонов эластичного материала | 1991 |
|
SU1801911A1 |
| RU 2060221 C1, 20.05.1996. | |||

