Изобретение относится к обработке Металлов давлением, в частности д устройствам для изготовления профи- Jneft из рулонной ленты.
Цель изобретения - повышение точности и качества изготовленных изделий.
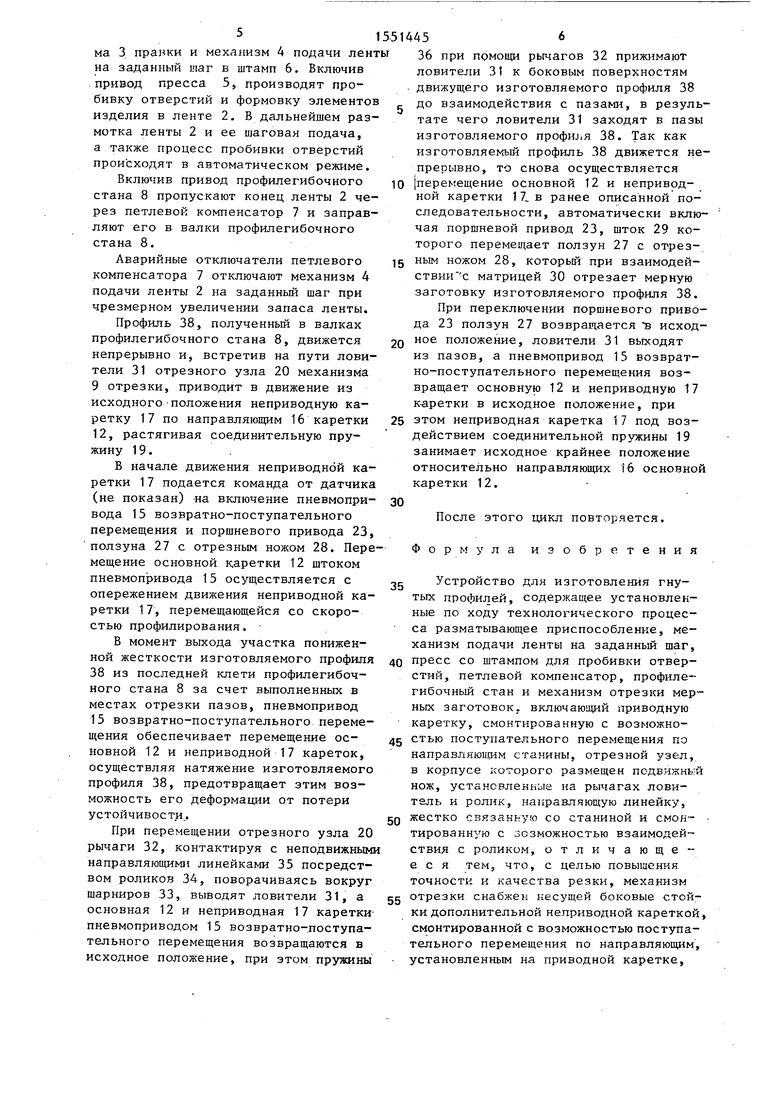
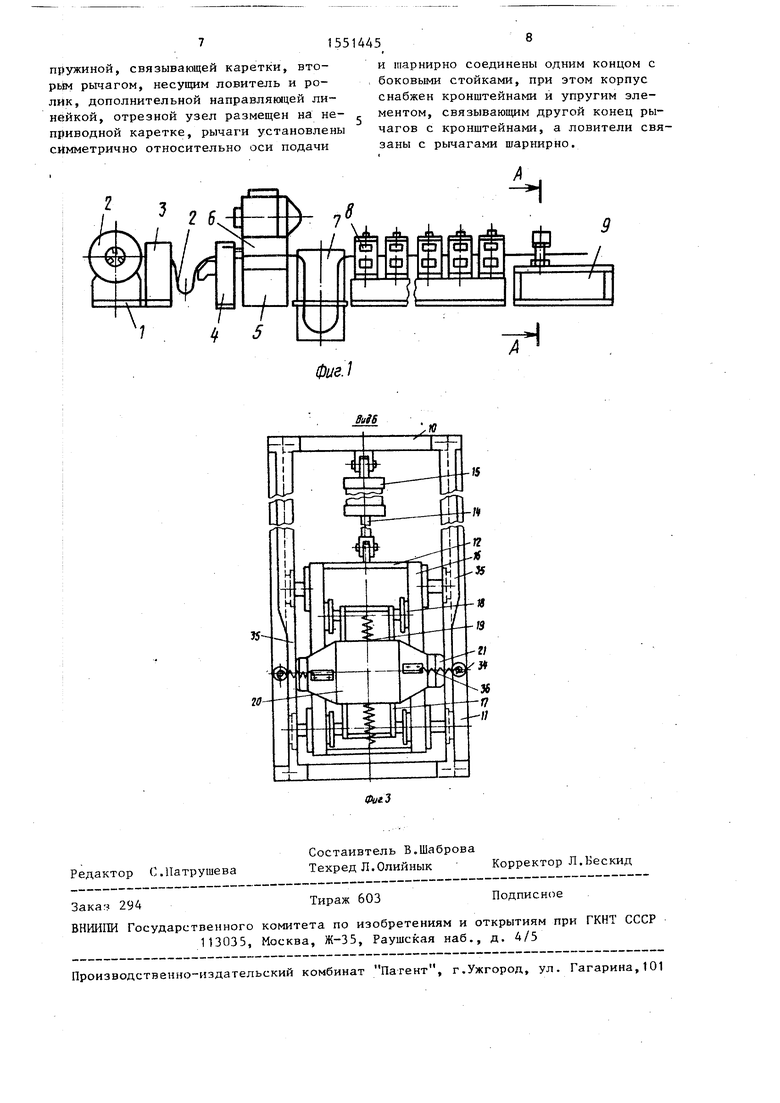
На фиг.1 показано устройство для изготовления гнутых профилей, общий ,вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Устройство содержит последовательно установленные разматывающее приспособление 1 для установки рулона ленты 2, имеющее механизм 3 правки ленты 2, механизм 4 подачи ленты на заданный шаг, пресс Ь со штампом 6 для пробивки отверстий и формовки элементов изделия в ленте 2, петлевой компенсатор 7 для создания запаса ленты 2 перед профилированием, профилегибочный стан 8 и механизм 9 отрезки мерных заготовок.
Механизм 9 отрезки состоит из станины 10 (фиг.2 и 3), в горизонтальных направляющих 11 которой смонтирована основная каретка 12 на катках 13. Основная каретка 12 связана со штоком 14 пневмопривода 15 возвратно-поступательного перемещения вдоль гори- зонтальных направляющих 11 станины 10
В направляющих 16 основной каретки 12 дополнительно смонтирована неприводная каретка 17 на катках 18. Обе каретки 12 и 17 взаимосвязанны соединительной пружиной 19, определяющей в статике исходное положение не5
0
5 40
45 50
55
приводной каретки 17 относительно направляющих 16 основной каретки 12.
На неприводной каретке 17 закреплен отрезной узел 20, содержащий каркас в виде двух боковых стоек 21 и верхней траверсы 22 с поршневым приводом 23, две скалки 24, смонтированные в нижней 25 и верхней 26 плитах На скалках 24 смонтирован ползун 27 с отрезным ножом 28, связанным с штоком 29 поршневого привода 23.
На нижней плите 25 установлена матрица 30. В боковых стойках 21 и скалках 24 выполнены пазы, в которых установлены два. ловителя 31, шарнирно связанные с рычагами 32, которые посредством шарниров 33 смонтированы на стойках 21.
На рычагах 32 подвижно закреплены ролики 34, контактирующие с направляющими линейками 35, смонтированными неподвижно на станине 10. Свободные концы рычагов 32 связаны пружинами 36 с кронштейнами 37, закрепленными на верхней траверсе 22.
Толщина ловителей 31 соответствует ширине пазов, выполненных в местах отрезки изготовляемого профиля 38 на штампе 6 для пробивки отверстий и формовки элементов изделия в ленте 2 пресса 5.
Процесс изготовления мерных заготовок профиля осупествляется следующим образом.
Рулон ленты устанавливают на разматывающее приспособление 1. Конец ленты пропускают через валки механизма 3 пранки и механизм 4 подачи ленты на заданный шаг в штамп 6. Включив привод пресса 5, производят пробивку отверстий и формовку элементов изделия в ленте 2. В дальнейшем размотка ленты 2 и ее шаговая подача, а также процесс пробивки отверстий происходят в автоматическом режиме.
Включив привод профилегибочного стана 8 пропускают конец ленты 2 через петлевой компенсатор 7 и заправляют его в валки профилегибочного стана 8.
Аварийные отключатели петлевого компенсатора 7 отключают механизм 4 подачи ленты 2 на заданный шаг при чрезмерном увеличении запаса ленты.
Профиль 38, полученный в валках профилегибочного стана 8, движется непрерывно и, встретив на пути ловители 31 отрезного узла 20 механизма 9 отрезки, приводит в движение из исходного-положения неприводную каретку 17 по направляющим 16 каретки 12, растягивая соединительную пружину 19.
В начале движения неприводной каретки 17 подается команда от датчика (не показан) на включение пневмопривода 15 возвратно-поступательного перемещения и поршневого привода 23, ползуна 27 с отрезным ножом 28. Перемещение основной каретки 12 штоком пневмопривода 15 осуществляется с опережением движения неприводной каретки 17, перемещающейся со скоростью профилирования.
В момент выхода участка пониженной жесткости изготовляемого профиля 38 из последней клети профилегибочного стана 8 за счет выполненных в местах отрезки пазов, пневмопривод 15 возвратно-поступательного перемеения обеспечивает перемещение основной 12 и неприводной 17 кареток, осуществляя натяжение изготовляемого профиля 38, предотвращает этим возможность его деформации от потери устойчивости.
При перемещении отрезного узла 20 ычаги 32, контактируя с неподвижными направляющими линейками 35 посредством роликов 34, поворачиваясь вокруг арниров 33, выводят ловители 31, а основная 12 и неприводная 17 каретки невмоприводом 15 возвратно-поступаельного перемещения возвращаются в сходное положение, при этом пружины
36 при помощи рычагов 32 прижимают ловители 31 к боковым поверхностям движущего изготовляемого профиля 38
до взаимодействия с пазами, в результате чего ловители 31 заходят в пазы изготовляемого профиля 38. Так как изготовляемый профиль 38 движется непрерывно, то снова осуществляется
перемещение основной 12 и неприводной каретки 17, в ранее описанной последовательности, автоматически включая поршневой привод 23, шток 29 которого перемещает ползун 27 с отрезg ным ножом 28, который при взаимодействии матрицей 30 отрезает мерную заготовку изготовляемого профиля 38.
При переключении поршневого привода 23 ползун 27 возвращается в исходQ ное положение, ловители 31 выходят из пазов, а пневмопривод 15 возвратно-поступательного перемещения возвращает основную 12 и неприводную 17 каретки в исходное положение, при
5 этом неприводная каретка 17 под воздействием соединительной пружины 19 занимает исходное крайнее положение относительно направляющих 16 основной каретки 12.
30
5
0
5
0
5
После этого цикл повторяется, Формула изобретения
Устройство для изготовления гнутых профилей, содержащее установленные по ходу технологического процесса разматывающее приспособление, механизм подачи лентв на заданный шаг, пресс со штампом для пробивки отверстий, петлевой компенсатор, профиле- гибочный стан и механизм отрезки мерных заготовок, включающий приводную каретку, смонтированную с возможностью поступательного перемещения по направляющим станины, отрезной узел, в корпусе которого размещен подвижней нож, установленные на рычагах ловитель и ролик, направляющую линейку, жестко связанную со станиной и смон™ тированную с «зсзможностью взаимодействия с роликом, отличающееся тем, что, с целью повышения точности и качества резки, механизм отрезки снабжен несущей боковые стойки дополнительной нелриводной кареткой, смонтированной с возможностью поступательного перемещения по направляющим, установленным на приводной каретке,
пружиной, связывающей каретки, вторым рычагом, несущим ловитель и ролик, дополнительной направляющей линейкой, отрезной узел размещен на не- приводной каретке, рычаги установлены симметрично относительно оси подачи
и шарнирно соединены одним концом с боковыми стойками, при этом корпус снабжен кронштейнами и упругим элементом, связывающим другой конец рычагов с кронштейнами, а ловители связаны с рычагами шарнирно.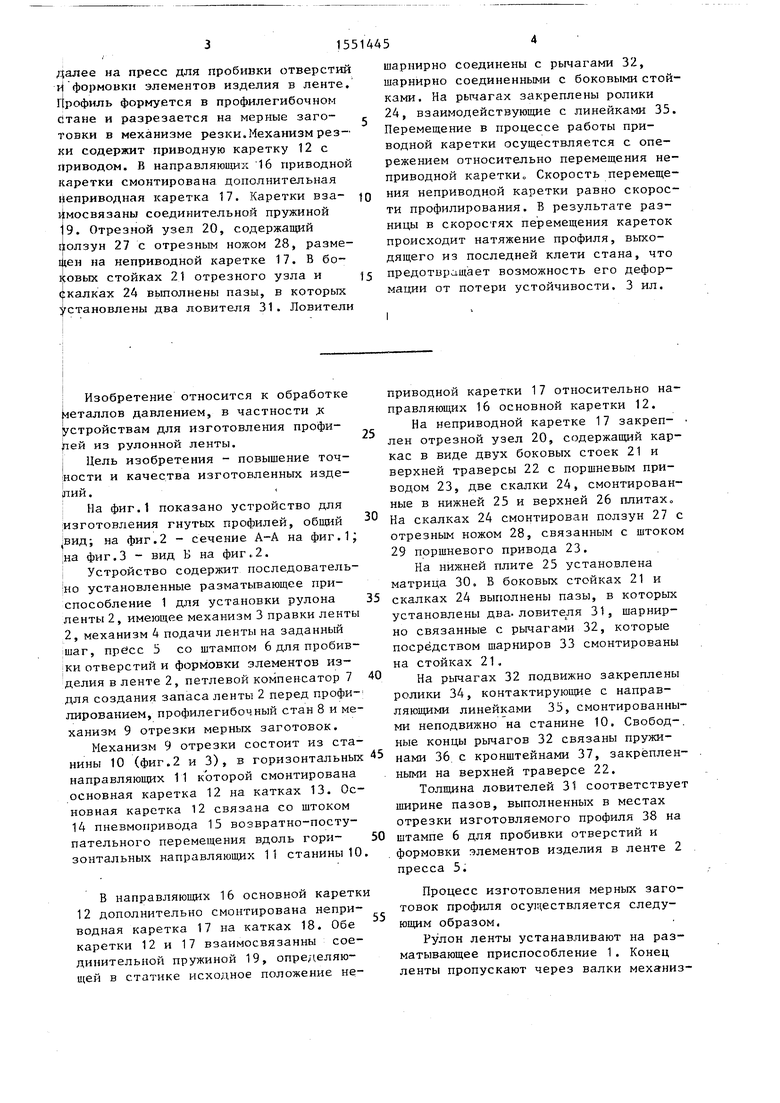
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Автоматическая линия изготовления гнутых профилей | 1985 |
|
SU1299648A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
Изобретение относится к обработке давлением, в частности к оборудованию для изготовления гнутых профилей из рулонной ленты. Цель изобретения - повышение точности и качества изготовляемых изделий. С разматывающего приспособления лента подается в механизм шаговой подачи, далее на пресс для пробивки отверстий и формовки элементов изделия в ленте. Профиль формуется в профилегибочном стане и разрезается на мерные заготовки в механизме резки. Механизм резки содержит приводную каретку 12 с приводом. В направляющих 16 приводной каретки смонтирована дополнительная неприводная каретка 17. Каретки взаимосвязаны соединительной пружиной 19. Отрезной узел 20, содержащий ползун 27 с отрезным ножом 28, размещен на неприводной каретке 17. В боковых стойках 21 отрезного узла и скалках 24 выполнены пазы, в которых установлены два ловителя 31. Ловители шарнирно соединены с рычагами 32, шарнирно соединенными с боковыми стойками. На рычагах закреплены ролики 24, взаимодействующие с линейками 35. Перемещение в процессе работы приводной каретки осуществляется с опережением относительно перемещения неприводной каретки. Скорость перемещения неприводной каретки равна скорости профилирования. В результате разницы в скоростях перемещения кареток происходит натяжение профиля, выходящего из последней клети стана, что предотвращает возможность его деформации от потери устойчивости. 3 ил.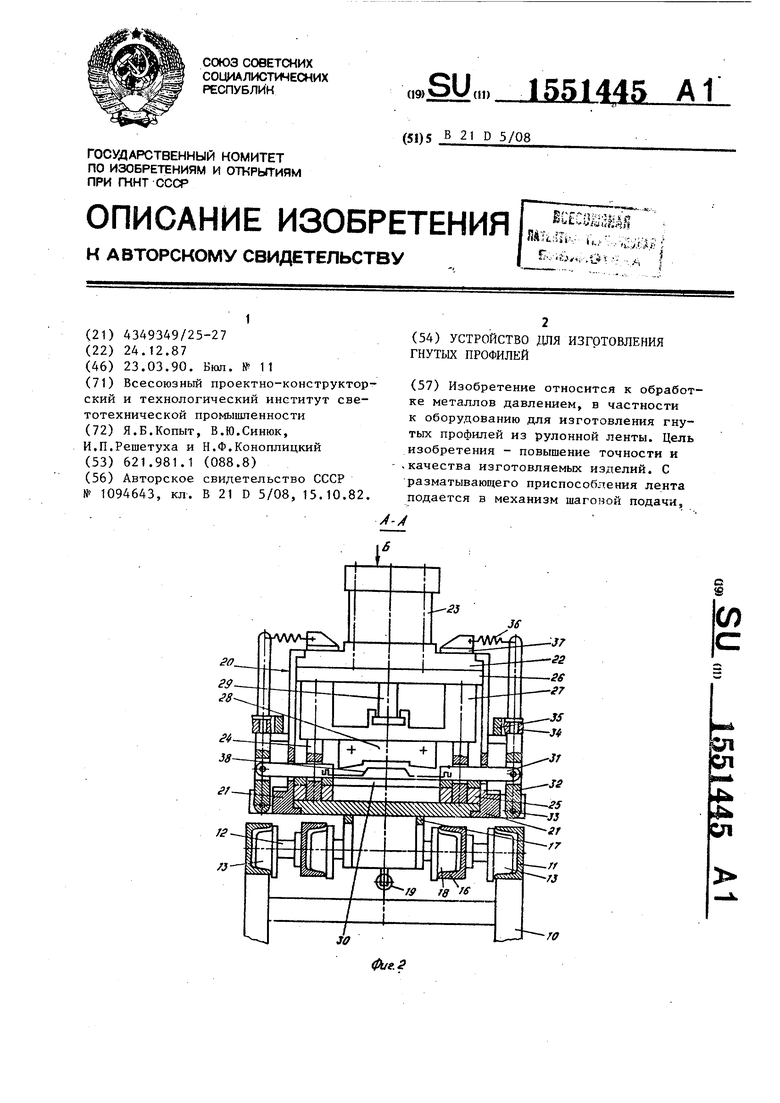
35
MS
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
