Изобретение относится к измерительной технике и может быть использовано в машиностроении для измерения действительных размеров деталей, особенно для рассортировки деталей на размерные группы при многодиапазонной селективной сборке.
Широко известны [1] и повсеместно применяются для контроля устройства типа пробка-калибр. Контроль с помощью пробки в какой-то мере приближает нас к принципу инверсии [2], согласно которому качество измерения отдельной детали и качество работы этой детали с контрдеталью будет тем выше, чем в большей степени метод и схема измерения соответствует условиям эксплуатации этой детали в готовом изделии. Однако пробка не является собственно измерительным устройством, она не позволяет определить действительное значение размера, а удовлетворение принципу инверсии можно рассматривать только для деталей с предельно малыми размерами и при контроле проходной пробкой.
Известно устройство для измерения внутренних диаметров TESA IMICRO [3] - прототип, содержащее контакторы, которые с помощью измерительного конуса и микровинтовой пары шток-гайка перемещают до соприкосновения с контролируемой поверхностью, а величину размера определяют по отсчетному устройству. Качество измерения деталей с помощью этого устройства не достаточно высоко, особенно когда реальная контролируемая поверхность имеет значительные погрешности формы продольного и поперечного сечений, отклонения в параметрах шероховатости, макро- и микроволнистости, изрезана выемками и каналами. Случайное попадание точек соприкосновения контакторов в различные зоны измеряемой поверхности может вызвать разброс результатов даже весьма добросовестно выполненных измерений, который может перекрывать несколько селективных групп. Для принятия решения, какой размер в данной ситуации является рабочим, к какой селективной группе будет правильным отнести контролируемую деталь, необходим анализ и дополнительные измерения.
Задача (технический результат), решаемая изобретением, - повышение качества измерений, получение однозначности результатов за один цикл измерений. Методически это сводится к задаче определения, без дополнительного анализа и вычислений, рабочего размера, т.е. диаметра того геометрически правильного цилиндра, который сопряжется с реальной контролируемой поверхностью с заранее предписанной плотностью. Технически в заявленном устройстве это достигается тем, что контакторы выполнены в виде многолепестковой цанги, которая обеспечивает охват всей рабочей поверхности контролируемой детали, увеличение диаметра контактора производят до такого значения, при котором обеспечивается заранее установленная плотность сопряжения цанги с контролируемой поверхностью, и только после этого производят отсчет значения размера. Такая метрологическая схема в значительной степени соответствует принципу инверсии.
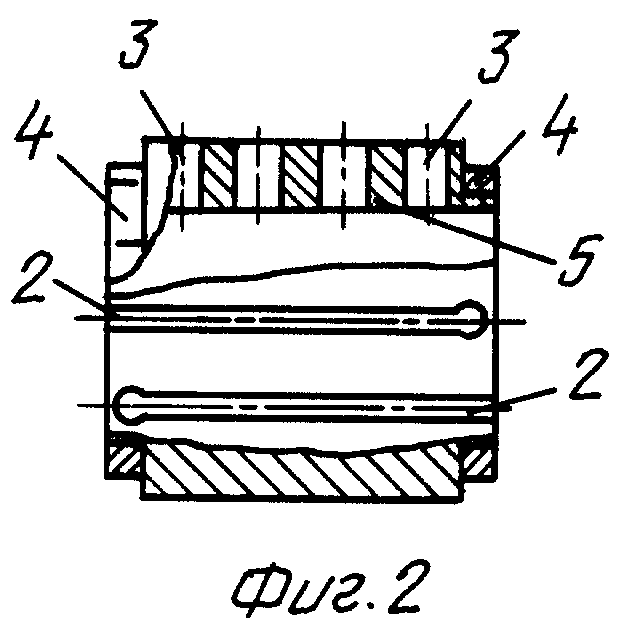
На фиг.1 показан общий вид устройства для измерения внутренних диаметров “ПРОБОЯР” (пробочного Ярового), а на фиг.2 - контактор этого устройства.
Устройство содержит (фиг.1, 2) контактор 1, выполненный в виде многолепестковой цанги. Лепестки образуются на поверхности цилиндра за счет прорезей 2, некоторые из лепестков армированы твердосплавными вставками 3. Гарантированное сведение лепестков к оси цанги обеспечивается стяжками 4. Внутренняя поверхность 5 контактора выполнена конусной и опирается на измерительный конус 6, а осевое перемещение по нему контактора 1 и соответствующее изменение рабочего диаметра производится гайкой 7 через шток 8. При перемещении контактора вправо на его торец воздействует торец чашки 9, а в обратном направлении - торец толкателя 10, связанного со штоком 8 штифтом 11. Положение штока 8 относительно конуса можно определить по шкале 12 отсчетного устройства контролируемого размера.
Указатель 13 при настройке смещается по микрометрической резьбе штока 8 и после настройки фиксируется на ней. На стойке 14 зафиксирован барабан 15, являющийся одной из полумуфт муфты крутящего момента. Второй полумуфтой служит фланец 16, связанный с первой полумуфтой через пружину кручения 17. Фланец 16 скреплен с конусом 6 посредством винта 18.
Величину крутящего момента, возникающего при взаимном угловом смещении полумуфт, можно определить по положению стрелки 19, скрепленной с конусом 6, относительно шкалы 20, выполненной на барабане 15. Там же установлен указатель 21 пределов, в диапазоне которых должна находиться плотность сопряжения контактора с контролируемой поверхностью при съеме показаний рабочего размера, элементы 19, 20, 21 образуют отсчетное устройство муфты крутящего момента. Отсчетное устройство контролируемого размера оснащено щелчковым приспособлением, предназначенным для своевременного оповещения оператора о приближении отсчетной величины рабочего размера к ожидаемому значению. Оно выполнено в виде риски 22, профрезерованной на торце фланца 16, и западающего в нее подпружиненного шарика 23. Положение настроечного кольца 24 щелчкового приспособления по отношению к гайке 7 фиксируется винтом 25. Упор 26 осевого расположения контролируемой поверхности по отношению к контактору 1 закреплен в толкателе 10 с помощью винта 27.
Настройку устройства производят по настроечной детали, которая имеет наиболее характерные особенности измеряемых поверхностей валовых деталей и рабочий размер которой известен. Настроечную деталь 28 одевают на контактор 1 до упора 26 и вращением гайки 7 увеличивают рабочий диаметр контактора 1 до такого значения, при котором наступает оптимальная плотность сопряжения с контролируемой поверхностью. В этом положении настраивают указатель 13 по отношению к шкале 12. Барабан 15 по отношению к стойке 14 устанавливают так, чтобы были удобны для наблюдения оператором указатель 13 и указатель 21, после этого настраивают положение стрелки 19. Положение щелчкового приспособления настраивают смещением кольца 24 и закреплением его винтом 25.
Определение рабочего размера с помощью устройства “ПРОБОЯР” производят следующим образом. Контролируемую деталь, аналогично настроенной детали 28, одевают на контактор 1 и увеличивают его диаметр путем вращения гайки 7 до щелчка. С этого момента дальнейшее вращение гайки производят малыми шажками, и после каждой очередной подачи деталь проворачивают на контакторе, а в момент срыва неподвижности сопряжения по положению стрелки 19 относительно шкалы 20 отмечают величину плотности сопряжения. Когда последняя войдет в диапазон, ограниченный указателем 21, производят отсчет рабочего размера по шкале 12 и указателю 13. Во избежание влияния на результаты измерения люфтов, измерения проводят, приближаясь каждый раз с одной и той же стороны, от меньшего значения к большему. В этой связи щелчковое приспособление способствует повышению производительности контроля, т.к. оно предотвращает случайный проскок момента отсчета и необходимость возвращения к заведомо меньшему значению размера.
Заявленное устройство, кроме определения рабочего размера, дополнительно позволяет определить в контролируемой детали наличие погрешностей формы в виде конусности, овальности, трехгранки и т.д., а также оценить их величину. Оценка становится возможной благодаря тому, что в области оптимальной плотности сопряжения между последней и величиной диаметра существует устойчивая зависимость. Чрезмерные погрешности формы снижают эксплуатационные качества деталей и свидетельствуют об необходимости вмешательства в технологический процесс обработки. Конусность сквозного отверстия определяют, измеряя устройством рабочий размер вблизи противоположных торцев детали, соответственно перенастроив упор 26. Для определения наличия овальности или трехгранки в сопряжение с контролируемой поверхностью необходимо ввести участки рабочей поверхности контактора 1, расположенные справа по оси от ограничивающего торца упора 26. Эти участки имеют специально выполненные отклонения от геометрически правильного цилиндра в виде овальности или трехгранки, и взаимодействуя с соответствующими отклонениями формы контролируемой детали, будут вызывать колебания в показаниях плотности сопряжения на различных углах проворота детали относительно контактора.
Армирование контактора твердосплавными вставками 3 упрощает технологию получения желаемой геометрической формы и повышает износостойкость устройства. Для этой же цели (износостойкости) участки измерительного конуса 6, контактирующие со вставками 3, также армированы твердым сплавом.
К достоинствам заявленного устройства, указанным в описании или вытекающим из его конструкции, таким как простота, высокая (долемикронная) точность, стабильность измерений и отсутствие сбоев, однозначность и высокое качество измерений благодаря соблюдению принципа инверсии, высокая производительность контроля, возможность выполнять дополнительно функцию устройства для определения наличия и характера погрешностей формы, следует добавить способность быстрой переналадки устройства на другой номинальный размер, для чего достаточно сменить контактор 1.
Литература
1. ГОСТ 14810-69. Пробки двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры.
2. А.И.Якушев, Л.Н.Воронцов, Н.М.Федоров. Взаимозаменяемость, стандартизация и технические измерения. - М.: Машиностроение, 1987, с. 139.
3. Проспект фирмы ГАЛИКА АГ (Швейцария) TESA HITS 2001. Специальный выпуск в честь 60-летия, с.6-7. (прилагается ксерокопия проспекта).
Изобретение относится к измерительной технике и может быть использовано в машиностроении для определения рабочих размеров деталей, особенно для рассортировки деталей, на размерные группы при многодиапазонной селективной сборке. Сущность: устройство содержит контактор в виде многолепестковой цанги, который обеспечивает охват всей рабочей поверхности контролируемой детали. Диаметр контактора увеличивают с помощью измерительного конуса и микрометрической винтовой пары до заданной плотности сопряжения, которая определяется по шкале отсчетного устройства муфты крутящего момента при поворачивании контролируемой детали на контакторе. Только после вхождения плотности сопряжения в заданные пределы снимают показания отсчетного устройства контролируемого размера. Технический результат: такая схема измерения позволяет получить однозначность результатов за один цикл измерения и особенно актуальна, если реальная контролируемая поверхность имеет весомые погрешности формы продольного и поперечного сечений, изрезана выемками и каналами, позволяет выявить наличие погрешностей формы контролируемого отверстия в виде конусности, овальности, трехгранки и др. и оценить величину этих погрешностей. 5 з.п. ф-лы, 2 ил.

| Микрометрический нутромер | 1971 |
|
SU641883A3 |
| ВРАЩАТЕЛЬ ДЛЯ БУРОВОГО СТАНКА | 0 |
|
SU368382A1 |
| Цанговый индикаторный нутромер | 1987 |
|
SU1467366A1 |
| НУТРОМЕР | 1991 |
|
RU2011155C1 |

