Область техники, к которой относится изобретение
Изобретение относится к способу избирательного удаления составов для пайки твердым припоем из базовых узлов (узлов основания) и в частности к способу избирательного удаления никелевого сплава для твердой пайки с деталей из сплавов на основе никеля.
Уровень техники
Металлические детали часто соединяют друг с другом способом пайки твердым припоем. Температура плавления паяльной смеси ниже температуры плавления спаиваемых материалов. При нагреве спаиваемых деталей из металла паяльная смесь, находящаяся близ стыка, будет плавиться и затекать в стык благодаря капиллярному эффекту.
Ремонт паяных узлов нередко требует удаления припоя для разборки узла на детали. Традиционные химические способы удаления припоя из статора газотурбинного двигателя могут длиться пять суток и более и предусматривают воздействие агрессивных химических растворов при высокой температуре (93°С) и непрерывном ультразвуковом перемешивании. Данный процесс требует использования сложных нециркулируемых очищающих растворов и нередко ведет к губительному травлению деталей.
Известен также способ избирательного удаления составов для пайки из узлов, представляющих собой спаянные детали из цветных металлов, включающий погружение узла в электролит на основе серной кислоты с добавлением сернокислого натрия, электрохимическое травление припоя при температуре 20-22°С и плотности тока 1-2 А/дм2 и его удаление без растравливания подложки - узла деталей из цветных металлов. Однако данный способ неэффективен для избирательного удаления никелевого сплава для твердой пайки с деталей из сплавов на основе никеля.
Очевидно, что сохраняется необходимость в улучшенном способе избирательного удаления сплавов для твердой пайки с деталей из сплава на основе никеля для отказа от использования агрессивных очищающих растворов и им подобных средств с тем, чтобы способ стал экологически более безопасным.
Первостепенной задачей настоящего изобретения является обеспечение вышеуказанного способа.
Другой задачей настоящего изобретения является создание указанного способа с возможностью повторного использования материалов в целях снижения затрат, а также для меньшего загрязнения окружающей среды.
Ниже раскрываются прочие задачи и преимущества изобретения.
Сущность изобретения
Вышеназванные цели и преимущества быстро достигаются в соответствии с настоящим изобретением.
Согласно настоящему изобретению, предлагается способ избирательного удаления составов для пайки твердым припоем из соединенных узлов, в частности никелевого сплава для твердой пайки, с деталей из сплава на основе никеля, в котором погружают в электролит узел, содержащий детали из сплава на основе никеля, которые соединены посредством никелевого сплава для твердой пайки, причем указанные детали изготовлены из материала, имеющего следующий номинальный состав, %:
С от 0 до 0,80
Мn от 0 до 1,00
Si от 0 до 0,50
S от 0 до 0,01
Сr от 14,0 до 17,0
Со от 0 до 1,0
Nb+Ta от 0,70 до 1,20
Ni 70,0
Сu от 0 до 0,50
Ti от 2,25 до 2,75
Al от 0,40 до 1,00
Fe от 5,0 до 9,0
и затем прикладывают к указанному электролиту потенциал такой величины, при котором оставляют указанные детали из сплава на основе никеля электрохимически пассивными (не принимают участия в электрохимической реакции) и растворяют указанный никелевый сплав для твердой пайки с удалением его с указанных деталей.
Разработан также способ избирательного удаления никелевого сплава для твердой пайки с деталей из сплавов на основе никеля, включающий погружение в электролит узла, содержащего детали из сплава на основе никеля, которые соединены посредством никелевого сплава для твердой пайки, после чего прикладывают к электролиту потенциал от 0,0 до 1,0 В по отношению к электроду сравнения Ag/AgCl, и растворяют указанный никелевый сплав для твердой пайки с удалением его с указанных деталей.
В другом воплощении настоящего изобретения представлен способ избирательного удаления никелевого сплава для твердой пайки с деталей из сплавов на основе никеля, включающий погружение узла, содержащего детали из сплава на основе никеля, которые соединены посредством никелевого сплава для твердой пайки, в электролит, состоящий в основном из раствора неорганической кислоты, который является раствором HCl, НМО3. Затем прикладывают к указанному электролиту потенциал такой величины, при котором указанные детали из сплава на основе никеля остаются электрохимически пассивными, и растворяют указанный никелевый сплав для твердой пайки, удаляя его с указанных деталей.
Перечень фигур чертежей и иных материалов
Подробное описание предпочтительных вариантов осуществления настоящего изобретения дается со ссылками на прилагаемые чертежи, где
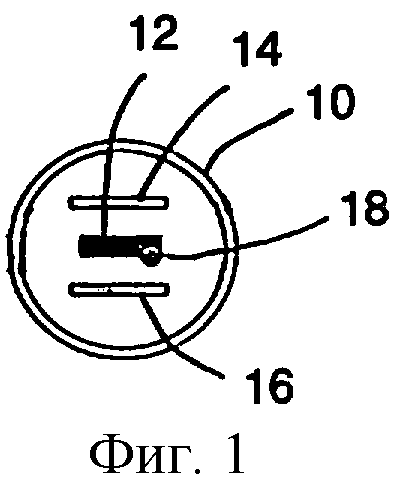
на фиг.1-3 схематически изображен способ очистки в соответствии с настоящим изобретением;
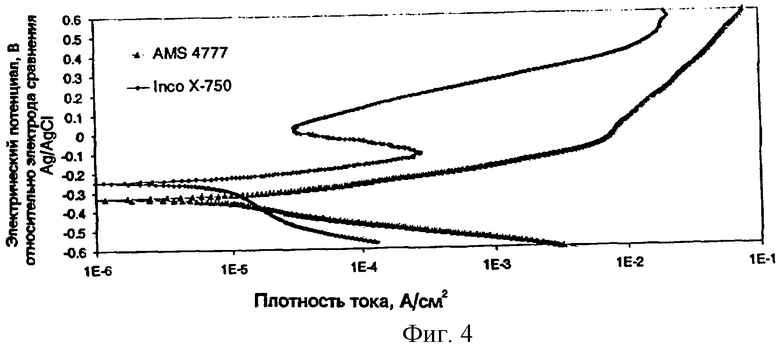
на фиг.4 показана зависимость между потенциалом по отношению к электроду сравнения Ag/AgCl и плотностью тока для никелевого сплава для твердой пайки (AMS 4777) и детали из сплава на основе никеля (INCO-Х-750);
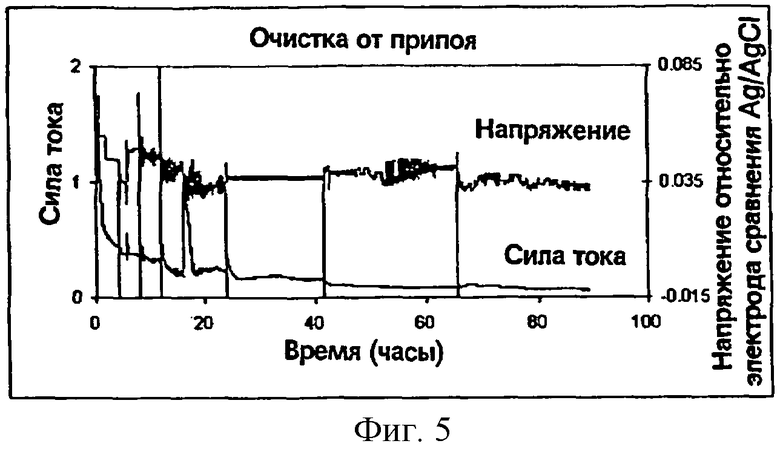
на фиг.5 показана запись электрохимических параметров цикла очистки от припоя в соответствии с настоящим изобретением;
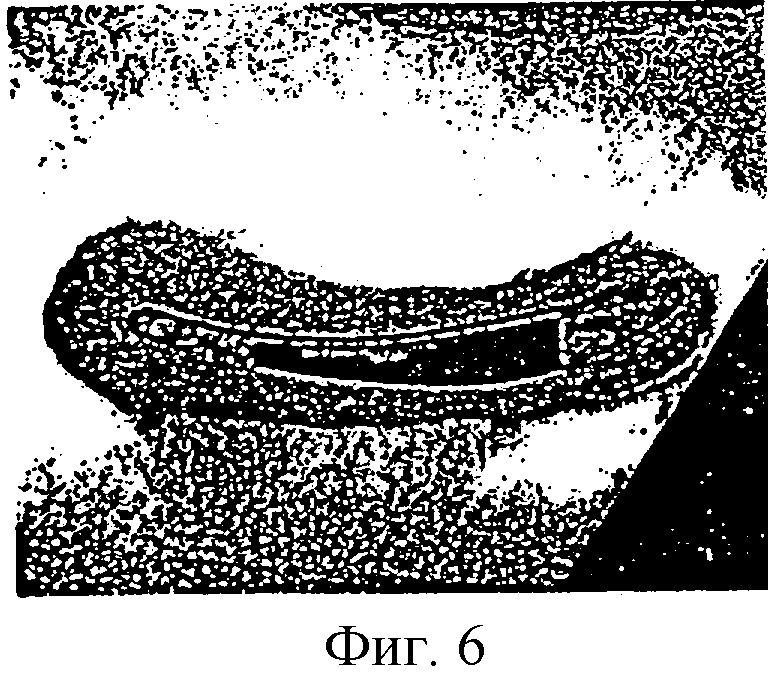
на фиг.6 и 7 представлены результаты процесса избирательной очистки паза статора (фиг.6) и хвостовика лопатки (фиг.7) в соответствии с настоящим изобретением;
на фиг.8 показана зависимость между потенциалом по отношению к электроду сравнения Ag/AgCl и плотностью тока для никелевого сплава для твердой пайки (AMS 4777) и детали из сплава на основе никеля (INCO-X-750) в электролитах, представляющих собой 5%-ные растворы азотной, серной и фосфорной кислот.
Сведения, подтверждающие возможность осуществления изобретения
Изобретение относится к способу избирательного удаления составов для пайки твердым припоем из соединенных узлов, в частности никелевого сплава для твердой пайки с деталей из сплавов на основе никеля. В соответствии с настоящим изобретением был разработан способ, позволяющий удалять сплав для твердой пайки без травления либо повреждения покрытых ею деталей и дающий возможность отказаться от применения агрессивных веществ при высокой температуре. Кроме того, способ не требует очищающих растворов однократного применения.
Согласно изобретению, распространенной предпосылкой для применения способа является необходимость очистки узла, состоящего из нескольких деталей из сплава на основе никеля, соединенных вместе пайкой, от состава для твердой пайки. Желательно удалять состав для твердой пайки таким образом, чтобы покрытые ею детали становились чистыми и пригодными к повторному использованию, не получая при этом повреждений.
Состав для твердой пайки является более легкоплавким по сравнению с материалом спаянных деталей.
В соответствии с изобретением, состав для твердой пайки избирательно удаляется посредством погружения всего узла, включая детали и состав для твердой пайки, в соответствующий электролит или раствор, содержащий электролит, и приложения к электролиту электрического потенциала такой величины, при которой покрытые составом для твердой пайки детали остаются электрохимически нейтральными, а состав для твердой пайки растворяется, отделяясь таким образом от покрытых ею деталей без их существенного повреждения.
Особенно пригодное сочетание состава для твердой пайки и материала деталей включает в себя хромоникелевый сплав и детали из хромоникелевого сплава.
Наиболее предпочтительно, когда состав хромоникелевого сплава для твердой пайки содержит бор, кремний, железо и малое количество углерода, например (мас.%):
Сr 7,0
В 3,10
Si 4,50
Fe 3,0
С Не более 0,06
Ni Остальное
Также предпочтительно, чтобы покрытые припоем детали из хромоникелевого сплава содержали железо, титан, ниобий, тантал и алюминий, и также могут соответственно содержать марганец, кобальт, углерод, кремний, медь и малое количество серы. Номинальный состав, выраженный в весовых процентах, может быть таким, например, как указано в таблице 1.
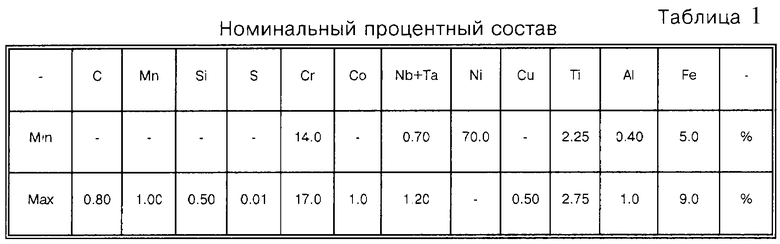
Установлено, что данное сочетание состава хромоникелевого сплава для твердой пайки, содержащего существенное количество бора, кремния и железа, и деталей из хромоникелевого сплава, содержащего железо, титан, ниобий, и/или тантал, и алюминий, является особенно подходящим для использования в способе, предлагаемом в настоящем изобретении, для удаления припоя с деталей.
В соответствии с настоящим изобретением установлено, что наиболее подходящими электролитами для использования при удалении никелевого сплава для твердой пайки с деталей из сплава на основе никеля являются растворы неорганических кислот, такие как растворы, содержащие HCl, HNO3 и им подобные.
В соответствии с настоящим изобретением, наилучшие результаты достигнуты при использовании таких растворов, у которых концентрация неорганической кислоты в воде составляет 5% по объему, а электрические потенциалы находятся в диапазоне от 0,0 до 1,0 В относительно электрода сравнения Ag/AgCl.
В соответствии с изобретением, электрический потенциал прикладывается к электролиту, например относительно электрода сравнения Ag/AgCl, а величина этого потенциала обеспечивает относительно высокую скорость растворения состава для твердой пайки, в то время как покрытые им детали из сплава на основе никеля не принимают участия в электрохимической реакции.
Узел остается погруженным в электролит с приложенным электрическим потенциалом в течение соответствующего периода времени, по истечении которого различные детали узла оказываются в достаточной степени очищенными от состава для твердой пайки могут быть извлечены и отделены друг от друга.
При необходимости и/или по завершении очистки использованный раствор можно быстро переработать для повторного использования, например, путем известных методов дистилляции и диффузного диализа, с тем, чтобы раствор неорганической кислоты можно было использовать в последующих циклах очистки в соответствии с настоящим изобретением.
Очистка может проводиться преимущественно при температуре окружающей среды без ультразвукового перемешивания.
Может быть желательным легкое перемешивание раствора с использованием любых подходящих способов, например перемешивания со скоростью, равной примерно 150 об/мин. В лабораторных условиях для этого в раствор электролита помещается магнитная перемешивающая полоса.
Также может быть желательным удаление и замена раствора через некоторые промежутки времени. В этом случае удаленный раствор может преимущественно перерабатываться как указано выше, а свежий либо переработанный раствор может подаваться в камеру или ячейку, где осуществляется процесс очистки.
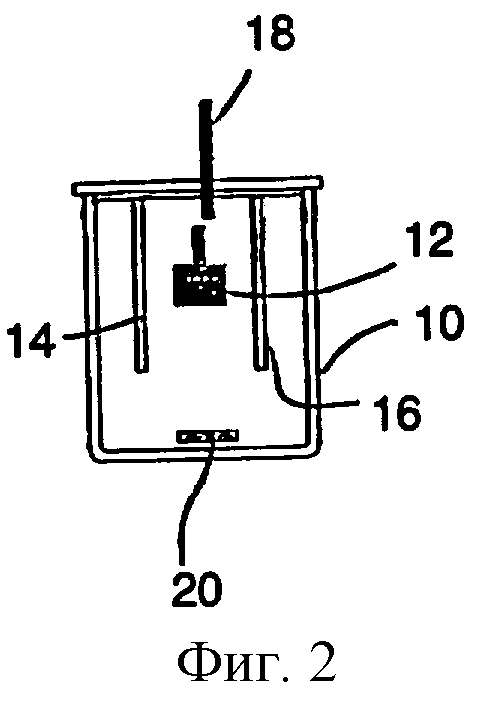
На фиг.1-3 схематически изображен способ очистки в соответствии с настоящим изобретением.
Как показано на фиг.1-3, внутрь соответствующего сосуда 10 помещается узел 12, предназначенный для очистки. Узел 12 предпочтительно располагается между катодами 14,16, которые выполняются желательно из графита, а электрод сравнения 18 помещают с погружением в раствор.
Узел 12 может быть преимущественно подвешен в сосуде 10 с раствором, а материал подвесов для узла 12 выбирается таким образом, чтобы он не был подверженным воздействию условий и веществ внутри сосуда 10. Например, в соответствии с настоящим изобретением, титановая проволока наилучшим образом подходит в качестве материала для подвеса узла 12 в желаемом положении.
Как указано выше, может быть желательным перемешивание раствора электролита в сосуде 10, а это можно выполнить, например, при помощи любого пригодного устройства для смешивания либо перемешивания, которые хорошо известны специалистам в данной области техники. Как указано выше, перемешивание раствора в лабораторных условиях может осуществляться, как показано, при помощи магнитной перемешивающей полосы 20.
Как будет показано далее на примерах, способ, предлагаемый в рамках настоящего изобретения, обеспечивает эффективную очистку деталей из сплава на основе никеля, покрытых никелевым сплавом для твердой пайки, не вызывая травления или иных повреждений деталей, и с использованием экологически безопасных веществ, пригодных для повторного использования.
Пример 1
Данный пример показывает полезные результаты, достигнутые способом избирательного удаления (очистки) в соответствии с настоящим изобретением.
В примере демонстрируется удаление никелевого сплава AMS 4777 для твердой пайки со сплава на основе никеля IN-X750.
Состав никелевого сплава AMS 4777 для твердой пайки был следующим, мас.%:
Сr 7,0
В 3,10
Si 4,50
Fe 3,0
С Не более 0,06
Ni Остальное
Сплав на основе никеля IN-X750 имел следующий номинальный состав, см. табл.2.

Из фиг.4 очевидно, что металлическая пластина из никелевого сплава IN-X750, находящаяся в растворе 5% соляной кислоты в воде по объему, не участвует в электрохимической реакции в диапазоне величин электрического потенциала 0,0 до 0,1 В по отношению к электроду сравнения Ag/AgCl. Из той же иллюстрации очевидно, что никелевый сплав AMS 4777 для твердой пайки растворяется с относительно высокой скоростью (соответствующей коррозионной плотности тока около 10-2 А/см2) в этом же режиме.
Демонстрировалась возможность избирательной очистки детали из сплава IN-X750 от припоя из сплава AMS 4777. В качестве детали использовалась секция внутреннего корпуса статора 10-й ступени компрессора высокого давления (КВД) газотурбинного двигателя PW2000.
Секция внутреннего корпуса статора 10-й ступени компрессора высокого давления газотурбинного двигателя PW2000, у которой насчитывалось пять хвостовиков лопаток, была подвешена в ячейке емкостью 2 л, как показано на фиг.1-3. Длина образца составляла около 10 см. Материал сотовой конструкции был припаян к внутреннему диаметру детали.
Первоначально, в качестве подвеса образца в ячейке использовалась проволока из сплава Incotel 600 диаметром 0,25 мм. Данная проволока оказалась уязвимой к коррозии и оборвалась через 24 часа после начала эксперимента, но была заменена на все оставшееся время проволокой, которая состояла на 99,997% из титана.
Ячейку заполнили раствором, состоящим из 5 об.% соляной кислоты технического сорта в воде. Применялось легкое перемешивание раствора (150 об/мин). К образцу был приложен электрический потенциал величиной 0,035 В относительно электрода сравнения Ag/AgCl. По ходу цикла очистки производилась запись величины тока.
По истечении 16 и 41 часов раствор заменяли.
Образец извлекали из раствора для осмотра по истечении 4, 8, 16, 24, 64 и 89 часов.
Как показано на фиг.5, ток протекающий по образцу снижался по мере уменьшения количества припоя на очищаемом участке.
Спустя 4 часа после начала цикла очистки кромка припоя примерно сохранила первоначальный размер. На хвостовиках лопаток образовался темный налет. Металлическое основание статора стало очищенным.
Спустя 8 часов большая часть припоя снаружи была удалена. Наблюдалось травление стыка под пайку, разделяющего две части листового металла, образующего внутренний корпус.
Спустя 16 часов внешний слой припоя был удален с размытием круговой кромки припоя по наружному диаметру статора. С образца исчезла бурая окалина и стали визуально заметными выбитые серийные номера. Механически обработанная гладкая поверхность сплава IN-X750 не имела признаков повреждений.
Спустя 41 час стык под пайку был очищен от припоя приблизительно на 50% глубины паза.
Спустя 64 часа одна из лопаток стала слегка пошатываться при надавливании пальцами. Во всех пазах для припоя наблюдалось появление промывочной воды, которую не удавалось ликвидировать даже после неоднократных продувании сжатым воздухом. Был сделан вывод о сообщаемости всех стыков под пайку лопаток и пазов статора с нижележащей сотовой конструкцией, в ячейках которой заключалась вода, способная просачиваться сквозь лопаточный паз. Для различения лопаток их подвергли маркировке. Ручная маркировка вызывала движение, наблюдаемое во всех пяти секциях лопаток. По-прежнему, на механически обработанной гладкой поверхности сплава IN-X750 не имелось признаков повреждений.
Спустя 89 часов лопатки можно было удалять руками из пазов статора. Сотовая конструкция при легком надавливании рукой отделялась от внутреннего корпуса. Механически обработанная кромка корпуса сохранила яркую, отражающую свет финишную поверхность.
На фиг.6 и 7 соответственно представлены паз статора и хвостовик лопатки после процесса очистки, предложенного в настоящем изобретении. Как показано на изображении, остатков припоя в пазе статора не содержится, а хвостовик лопатки аккуратно извлекается из паза ротора.
Пример 2
Данный пример показывает, что плотность тока пропорциональна скорости растворения в различных кислотах.
Измерения электрохимических параметров припоя из сплава AMS 4777 были выполнены в четырех неорганических кислотах (HCl, НNО3, H2SO4 и Н3РО4) при трех концентрациях каждой из кислот, составляющих 5 об.%, 10 об.% и 15 об.% концентрированной кислоты технической чистоты (см. фиг.8). Измерения выполнялись на плоской ячейке EG&G, обнажающей 1 см2 площади образца. Электрический потенциал измерялся относительно электрода сравнения Ag/AgCl, а в качестве противоэлектрода использовался стержень из графита высокой плотности. Поляризационное сканирование осуществлялось в пределах от -0,3 В до 1,2 В относительно потенциала холостого хода. Скорость сканирования во всех экспериментах составляла 1 В/ч.
Плотность тока (которая пропорциональна скорости растворения сплава AMS 4777) на пассивном участке сплава Iconel X-750 изменялась в следующих пределах:
HCl 10-100 mA/см2
НМО3 2-30 mA/см2
H2SO4 5-20 mA/см2
Н3РO4 2-6 mA/см2
Как можно видеть, скорость растворения в соляной кислоте выше, чем в других кислотах, что делает данную кислоту наиболее приемлемой для использования в настоящем изобретении.
При этом Inconel X-750 имеет широкую область пассивации во всех рассматриваемых кислотах, что обеспечивает защиту данного материала в процессе его очистки. Плотность тока на припое AMS 4777, которая пропорциональна скорости растворения сплава, значительно различается для тестируемых кислот. Наиболее высокая скорость очистки достигнута в соляной кислоте, а самая низкая - в фосфорной. Таким образом, процесс очистки может производиться в азотной или серной кислотах в случаях, когда сроки очистки не являются принципиально важными.
Должно быть очевидным, что преимуществом способа, заявленного в настоящем изобретении, является избирательная очистка нижележащих деталей от состава для твердой пайки, причем без их повреждения и без использования веществ, не подлежащих переработке в тяжелых условиях.
Следует понимать, что в то время как настоящее изобретение описывалось в определенном объеме с учетом некоторой специфики варианта его осуществления, изобретение не ограничивается такими частными вариантами, а должно трактоваться в свете формулы изобретения, обеспечивающей самое широкое толкование притязаний с учетом известного уровня техники и, следовательно, с учетом эффективного осуществления изобретения в предполагаемом объеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ СОДЕРЖАЩИХ ИХ ПОКРЫТИЙ И ОСНОВНОГО МЕТАЛЛА ИЗ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ ПРОМЕЖУТОЧНЫЙ СЛОЙ С НИКЕЛЕВЫМ ПОКРЫТИЕМ | 2020 |
|
RU2781953C1 |
| КАМЕРА СГОРАНИЯ В СБОРЕ ДЛЯ ГАЗОТУРБИННОГО АГРЕГАТА СО СЛОЕМ ТВЕРДОГО ПРИПОЯ БЕЗ УЧАСТКА ЭВТЕКТИЧЕСКОГО СПЛАВА | 2015 |
|
RU2686250C1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО КОРПУСА МИКРОСХЕМЫ | 2023 |
|
RU2821166C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПОД ПАЙКУ | 2020 |
|
RU2753637C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УДАЛЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2215068C2 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |



Изобретение относится к способу избирательного удаления составов для пайки твердым или среднеплавким припоем из базовых узлов (узлов основания), и в частности, к способу избирательного удаления никелевого сплава для твердой пайки с деталей из сплавов на основе никеля. Способ включает погружение в электролит узла, содержащего детали из сплава на основе никеля, которые соединены посредством никелевого сплава для твердой пайки, затем прикладывают к указанному электролиту потенциал такой величины, при котором оставляют указанные детали из сплава на основе никеля электрохимически пассивными и растворяют указанный никелевый сплав для твердой пайки с удалением его с указанных деталей. Технический результат: снижение загрязнения окружающей среды и материальных затрат. 3 н. и 7 з.п. ф-лы, 8 ил., 2 табл.
С 0-0,80
Mn 0-1,00
Si 0-0,50
S 0-0,01
Cr 14,0-17,0
Co 0-1,0
Nb+Ta 0,70-1,20
Ni 70,0
Cu 0-0,50
Ti 2,25-2,75
Al 0,40-1,00
Fe 5,0-9,0
затем прикладывают к указанному электролиту потенциал такой величины, при котором оставляют указанные детали из сплава на основе никеля электрохимически пассивными и растворяют указанный никелевый сплав для твердой пайки с удалением его с указанных деталей.
Cr 7,0
B 3,10
Si 4,50
Fe 3,0
C Не более 0,06
Ni Остальное
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИЯ ИЗДЕЛИЙ | 0 |
|
SU246244A1 |
| Способ электрохимической обработки титана и его сплавов | 1977 |
|
SU639973A1 |
| US 5486282 А, 23.01.1996. | |||

