Изобретение относится к ручным инструментам и может быть применено в электротехнической, кабельной, нефтяной отрасли, а также в жилищно-коммунальном хозяйстве для ремонтных нужд (изолирование изделий, обмотка и т.д.).
Известны различные типы бронеобмоточных машин для производства кабелей с защитным металлическим покрытием, в которых профилирование и намотка металлической ленты происходит за счет сложных механизмов, включающих в себя узлы подачи рулонной ленты с бобины или с катушки, направляющих роликов, тянущего и профилирующего роликов, а также специальной намоточной головки, вращающейся относительно оси кабеля (1), (2). Бронеобмоточная машина также используется для производства профилированной стальной ленты для ремонтных нужд наложенной на пластмассовую трубу соответствующей габаритному размеру кабеля и с соответствующим шагом навивки стальной ленты. При ремонте изделия для наложения готовой профилированной стальной ленты с основой используется скалка или отрезанный кусок с основой (3).
Недостатками бронеобмоточных машин для производства профилированной стальной ленты для ремонтных нужд является следующее.
Данная технология для производства профилированной стальной ленты для ремонтных нужд использует линию производства кабеля с броне обмоточной машиной, а также дополнительную пластмассовую трубу как основу и очень энергоемка. Для перевозки готовой профилированной ленты с трубой необходима специальная кабельная тара. Известные технологии используются стационарно в производственных условиях.
Задачей изобретения является одновременное профилирование плоской ленты и наложение ее на изделие для защиты от механических повреждений ручным способом при ремонте изделия.
Данная задача решена применением обмоточной машинки, собранной в один корпус и состоящей из бобины с наматываемой плоской лентой с тормозным устройством, и трех роликов, вращающихся на осях свободно. Первый ролик является направляющим, а два других - профилирующими. Один из профилирующих роликов имеет профиль в углублении, а другой закреплен в подвижном кронштейне и имеет свободное перемещение по пазу корпуса, но вращается в проеме первого профилирующего ролика. Для удобства работы на корпусе имеются две ручки и направляющий желоб.
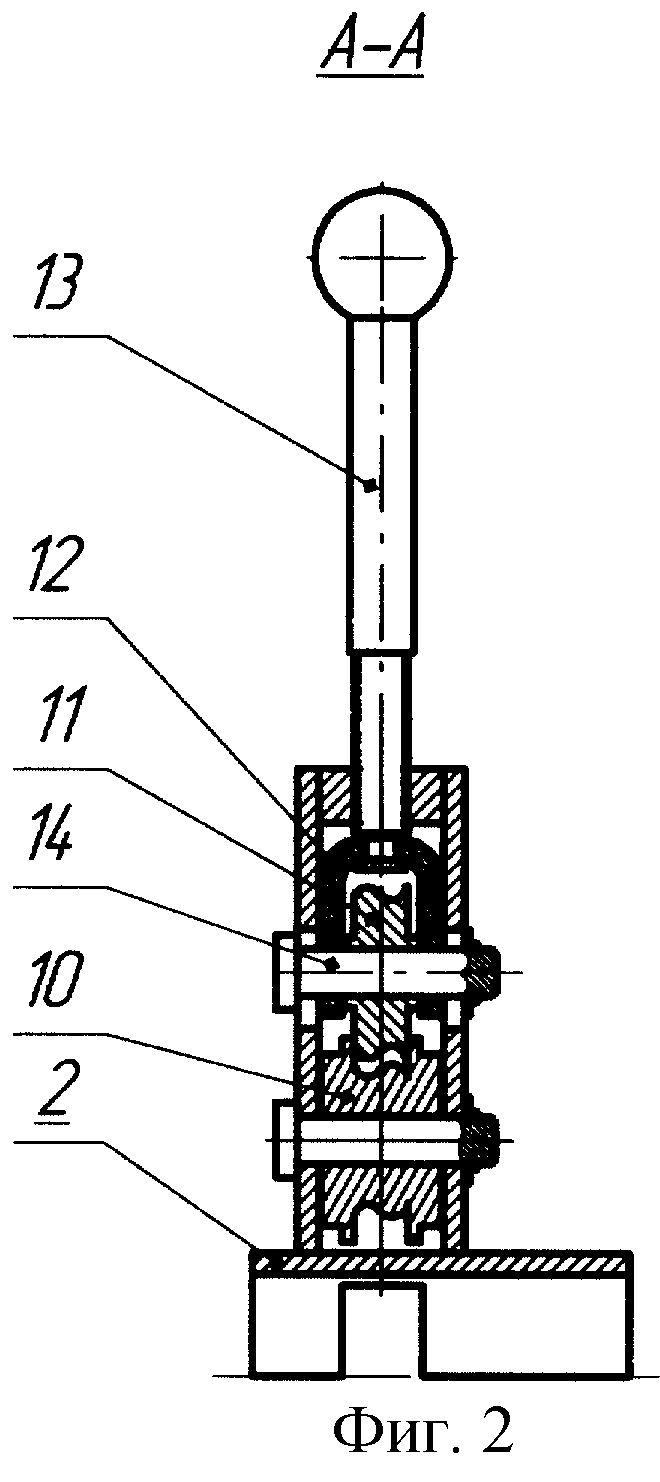
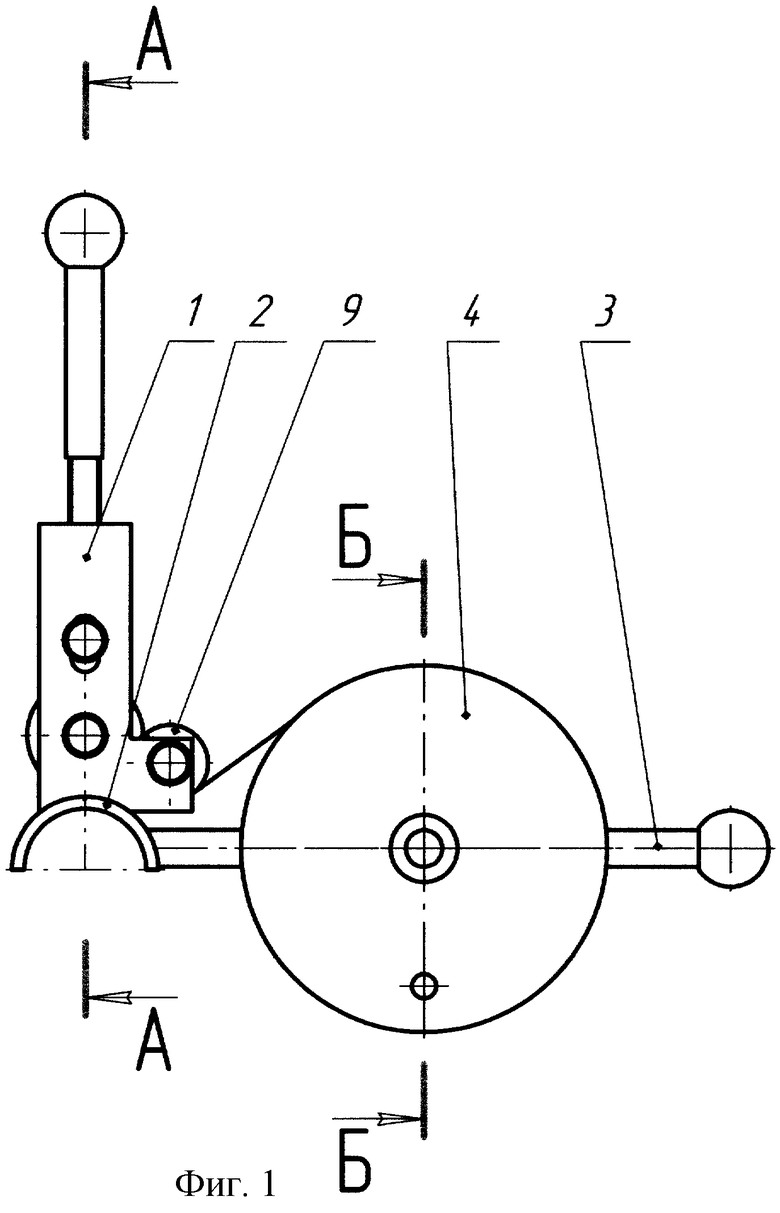
Предлагаемая обмоточная машинка поясняется чертежами, где на фиг.1 представлен боковой общий вид машинки, на фиг.2 - разрез фиг.1 по А-А, на фиг.3 - разрез фиг.1 по Б-Б.
Обмоточная машинка (см. фиг.1) состоит из сварного корпуса 1, к которому приварены желоб 2 и рукоятка 3. На рукоятке 3 закреплена вращающаяся бобина 4 с наматываемой лентой. Чтобы бобина 4 не разматывалась свободно, она имеет тормозное устройство. Тормозное устройство (см. фиг.3) состоит из шайб 5 и пружины сжатия 6, которая прижимает бобину 4 к выступу оси вращения. Трение создаваемое при вращении бобины 4 между шайбой 5 и выступом оси вращения бобины не позволит свободно разматываться бобине 4. Весь узел зафиксирован на оси стопорным кольцом 7. Для намотки ленты в рулон на щеке бобины 4 имеется небольшая ручка 8. Для закрепления ленты во втулке бобины 4 (на чертеже не указан) предусмотрен осевой продольный разрез. На корпусе 1 расположены три ролика: направляющий ролик 9 служит для направления ленты в профилирующий ролик 10 (см. фиг.2), прижимной профилирующий ролик 11 установлен в подвижном кронштейне 12, который в свою очередь перемещается между кронштейном корпуса 1 за счет винтовой регулируемой ручки 13. Все три ролика вращаются свободно на осях 14. Прижимной профилирующий ролик 11 с подвижным кронштейном 12 перемещается по пазу в корпусе 1. В желобе 2 для укладки профилированной ленты имеется паз. Профиль формующих роликов может быть различной конфигурации: “~”, “ ”, “-”, “п”, “
”, “-”, “п”, “ ”, “∩”, “w”, “v”, “
”, “∩”, “w”, “v”, “ ” и т.д.
” и т.д.
Обмоточная машинка работает следующим образом.
Плоская лента определенной длины заправляется в паз втулки бобины 4 (на чертеже не указан) и наматывается на нее посредством вращения ручки 8. Конец заправленной плоской ленты пропускается в зазор между направляющим роликом 9 и профилирующим роликом 10, далее пропускается между прижимным профилирующим роликом 11 и профилирующим роликом 10. Обмоточная машинка устанавливается желобом 2 на защищаемую часть изделия (например кабеля). Придерживая одной рукой плоскую ленту, а другой вращая обмоточную машинку вокруг оси изделия, ремонтник закрепляет плоскую ленту на изделии, далее винтовой регулируемой ручкой 13 прижимает плоскую ленту прижимным профилирующим роликом 11 к профилирующему ролику 10 и наматывает профилированную ленту поверх изделия по винтовой траектории. Наложение профилированной ленты производится частичным перекрытием одного витка другим или без перекрытия. Конец намотанной профилированной ленты крепится от размотки путем сварки, пайки, склейки, клепки, в замок и т.д.
Обмоточная машинка позволит использовать ленту в рулоне, отказаться от сложных механизмов при производстве профилированной ленты для ремонтных нужд, затратить минимальные средства при ремонте изделия (например кабеля), позволит более качественно наложить профилированную ленту на ремонтируемое изделие, не требует электрической энергии, легко заправляется, мобильна, возможно ее использование в труднодоступных местах и в полевых условиях.
Источники информации:
1. Техническая спецификация оборудования по производству кабелей для погружных насосов фирмы "DE ANGELI INDUSTRIE", стр.13, 14.
2. Бронирующая головка для стальной ленты с предварительным формованием ленты, модель С VA. 100.2 производства Канада.
3. Технологическая инструкция К17И. Сращивание и ремонт кабелей для установок погружных электронасосов, лист 10. ОКБ БН 1981 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ БРОНИРОВАННЫЙ | 2006 |
|
RU2324245C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для наложения ленты на кабель | 1982 |
|
SU1115111A1 |
| Бронеобмотчик | 1976 |
|
SU609124A1 |
| Намоточное устройство к станку для наложения ленточной изоляции | 1982 |
|
SU1048549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| ГИБКАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2592647C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |

Изобретение относится к ручным инструментам и может быть применено в электротехнической, кабельной, нефтяной отрасли, а также в жилищно-коммунальном хозяйстве для ремонтных нужд. Обмоточная машинка содержит корпус, узел подачи рулонной ленты с бобины или с катушки и вращающиеся ролики. Первый ролик является направляющим в проем профилирующих роликов. Один из профилирующих роликов имеет профиль в углублении, а другой закреплен в подвижном кронштейне с возможностью перемещения по пазу корпуса, с возможностью вращения в углублении первого профилирующего ролика. В результате стало возможным одновременное профилирование плоской ленты и наложение ее на изделие ручным способом. 3 ил.
Обмоточная машинка, содержащая корпус, узел подачи рулонной ленты с бобины или с катушки и вращающиеся ролики, отличающаяся тем, что первый ролик является направляющим в проем профилирующих роликов, причем один из профилирующих роликов имеет профиль в углублении, а другой закреплен в подвижном кронштейне с возможностью перемещения по пазу корпуса, с возможностью вращения в углублении первого профилирующего ролика.
| Устройство для наложения ленты на кабель | 1982 |
|
SU1115111A1 |
| Бронеобмотчик | 1976 |
|
SU609124A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБМОТКИ ПОЛЫХ ЭЛЕМЕНТОВ ТИПА ТРУБ ПРОВОЛОКОЙ | 1967 |
|
SU214246A1 |
| RU 2063913 C1, 20.07.1996. | |||

