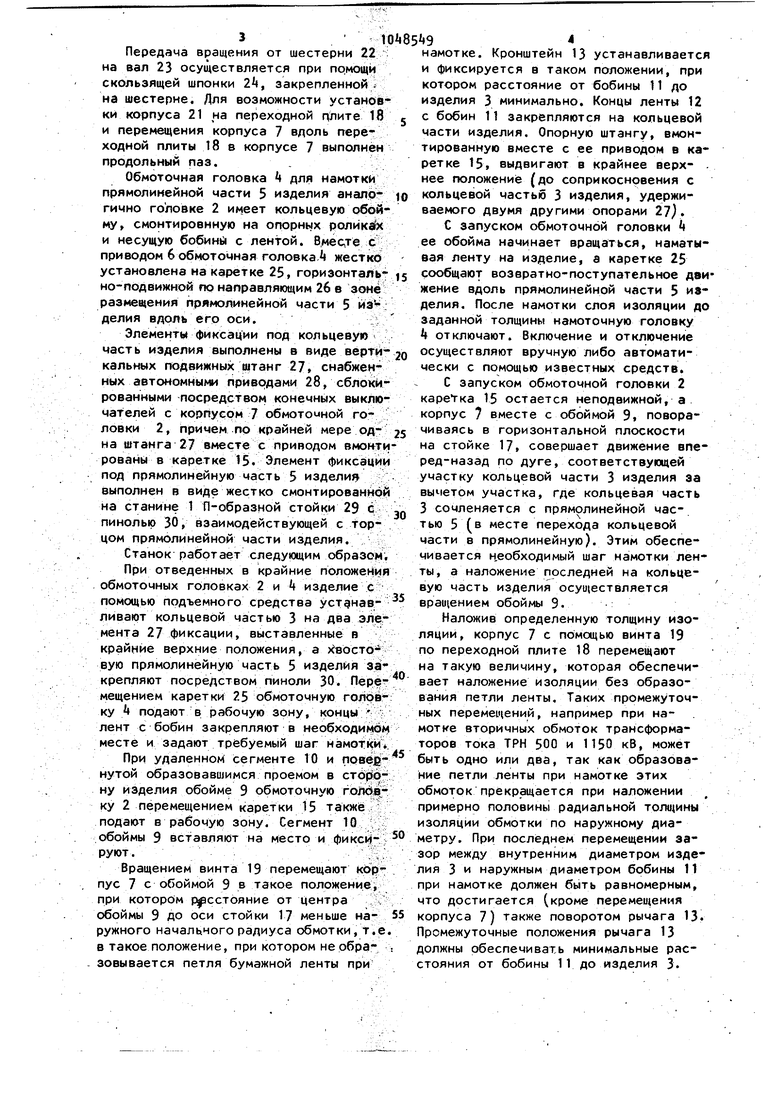
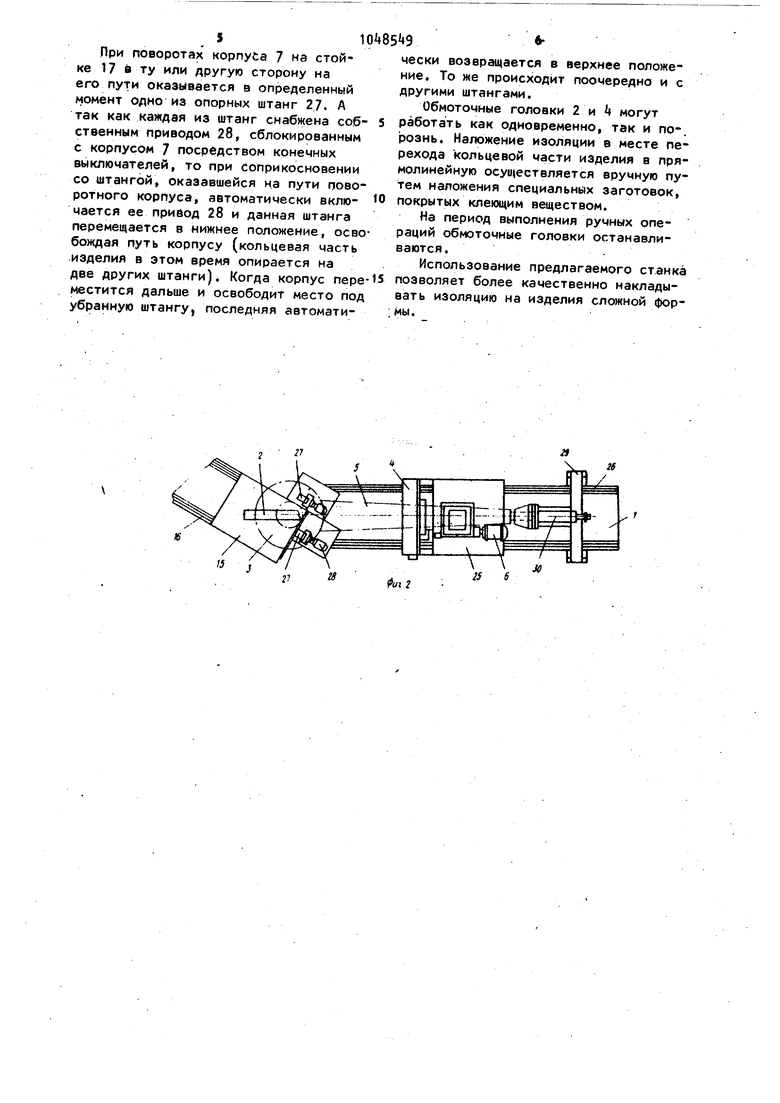
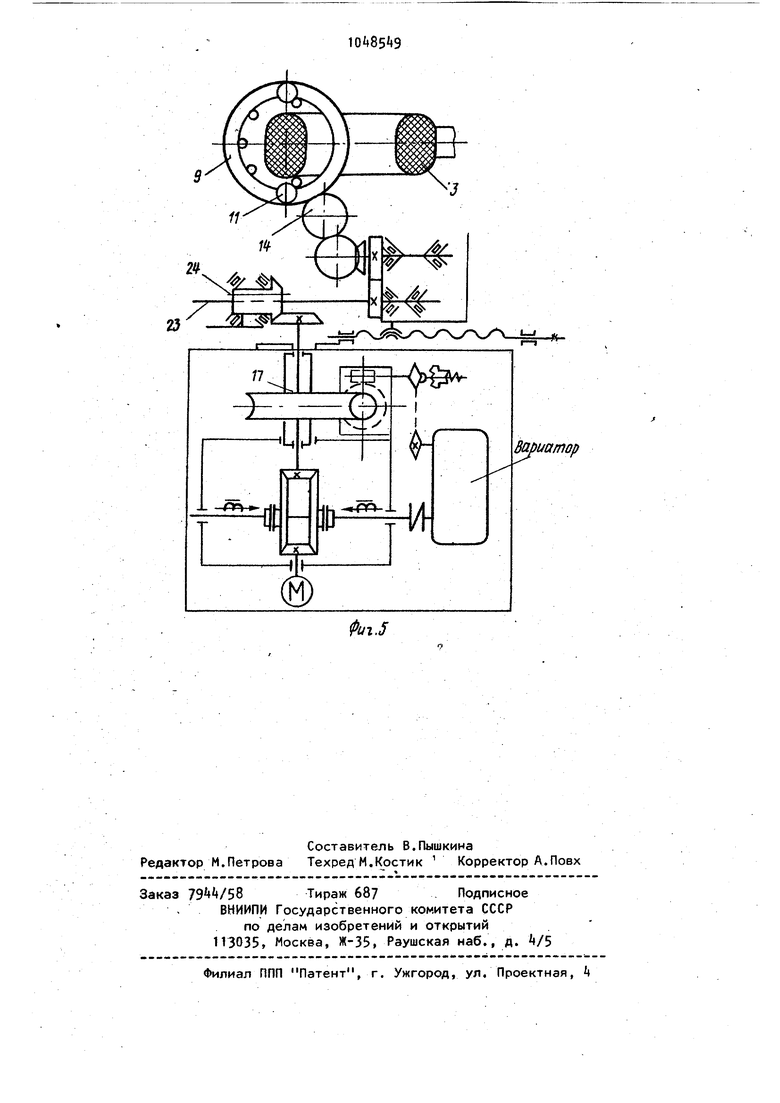
Изобретение относится к технологическому оборудованию для изготовле ния трансформаторов и может быть использовано в электротехнике. Известно намоточное устройство к станку для наложения ленточной изоляции, содержащее обмоточную головку с приводом ее вращения и поворотную стойку ij . Одним из основных требований к этому устройству является обеспечение плотной намотки ленточной изоляции и равномерного шага наложения ее однако в зависимости от типоразмера изделий при обмотке их кольцевой час .« ти не всегда соблюдаются эти условия При обмотке кольцевой части изделия ее ось должна совпадать с осью стойки , на которой установлена поворотна в горизонтальной плоскости намоточна головка с обоймой, несущей бобины с бумажной лентой. В том случае, когда расстояние от оси стойки до оси обой мы больше радиуса обматываемого коль ца, при сматывании ленты с бобины по является петля, т.е. за один оборот обоймы с бобиной бумажная лента провисает на определенном участке, а за тем утягивается. В результате этого сбмотка получается рыхлой, габариты кольцевой части изделия (высота,наружный и внутренний диаметр, а также шаг наложения изоляции не соответствуют требованиям. Качественное наложение изоляции достигается в том слу чае, если расстояние от оси стойки до оси обоймы меньше радиуса обматываемой кольцевой части изделия, т.е. .когда исключено образование петли. Целью изобретения является повышение качества намотки изоляции за счет обеспечения равномерного натяжения изоляции. Поставленная цель достигается тем что намоточное устройство для наложения ленточной изоляции, содержащее обмоточную головку с приводом ее вра щения и поворотную стойку, снабжено плитой с направляющими элементами. . жестко закрепленной на поворотной стой ке, а обмоточная головка установлена в направляющих элементах плиты. На фиг.1 изображен станок; на фиг.2 - то же, вид сверху; на фиг.З обмоточная головка; на фиг.4 - разрез А-А на фиг.З; на фиг.5 - кинематическая схема станка. Предлагаемый станок содержит станину 1, обмоточную головку; 2 с при492водом для обмотки кольцевой части 3 изделия, обмоточную головку для обмотки прямолинейной части 5 изделия с приводом 6. Обмоточная головка 2 с приводом для обмотки кольцевой части 3 изделия состоит из установленной в корпусе 7 на опорных роликах 8 кольцеврй обоймы 9с выемным сегментом 10 для обеспечения свободной установки за замкнутые кольцеобразные изделия или элементы. Бобины 11 с лентой 12 подпружинены относительно оси вращения и установлены на кронштейне 13, поворотном вокруг оси, закрепленной на обойме 9. ;-, Кронштейн 13 выполнен поворотным с возможностью фиксации для того, чтобы можно было изменять расстояние от бобины 11 до наматываемого изделия 3. Чтобы обойма 9 могла вращаться относительно обматываемого изделия, она снабжена зубчатым венцом взаимодействующим с шестернями 1 редуктора, связанного с приводом. Для установки в рабочее положение и вывода из зоны намотки обмоточная головка 2 вместе с приводом обоймы смонтирована на каретке 15, горизонтально-подвижной по направляющим 16 в зоне расположения кольцевой части 3 изделия, причем для уменьшения габаритов станка по длине направляющие 16 расположены под углом к продольной оси станка. Для обеспечения определенного шага, при наложении ленты обмоточная головка 2 выполнена поворотной в горизонтальной плоскости, ДЛЯ;чего она,установлена на поворотной стойке 17, встроенной в каретку 15. Для предот- , вращения петли при. намотке ленты на изделие корпус 7 намоточной головки 2 выполнен подвижным по направляющим переходной плиты 18, жестко закрепленной на стойке 17, з для перемещения корпуса 7 относительно плиты 18 служит винт 19 и гайка 20, установленная неподвижно на переходной плите 18. Для возможности передачи вращения от привода на обойму 9 при различных расстояниях от оси обоймы 9 до оси стойки 17 на переходной плите 18 жестко закреплен корпус 21, в котором на подшипниках смонтированы коническая шестерня 22, внутреннее отверстие которой является опорой вала 23. Передача вращения от шестерни 22 на вал 23 осуществляется при помощи скользящей шпонки 2k, закрепленной на шестерне. Для возможности установки корпуса 21 на переходной пилите 18 и перемещения корпуса 7 вдоль пере ходной плиты 18 в корпусе 7 выполнен продольный паз. Обмоточная головка « для намотки прямолинейной части 5 изделия аналогично головке 2 им,еет кольцевую обойму смонтировнную на опорных ролика х и несущую бобины с лентой. В,мес,те с приводом 6 обмоточная головка i жестко установлена на каретке 25, горизонталь- 15 но-подвижной по направляющим 26 в зоне размещения прямолинейной части 5 , делия вдоль его оси. Элементы фиксации под кольцевую часть изделия выполнены в виде верти-2о кальных подвижных штанг 27, снабженных aвтoнoмны в1 приводами 28, сблокированными посредством конечных выключателей с корпусом 7 обмоточной головки 2, причем по крайней мере одна штанга 27 вместе с приводом вмонти рованы в каретке 15. Элемент фиксации под прямолинейную часть 5 изделие выполнен в виде жестко смонтированной на станине 1 П-образной стойки 29 С пинолыр 30, взаимодействующей с торцом прямолинейной части изделия. Станок работает следующим образом. При отведенных в крайние положения обмоточных гОловках 2 и t изделие с помощью подъемного средства устднавливают кольцевой частью 3 на два элемента 27 фиксации, выставленные в крайние верхние положения, а )вОстовую прямолинейную часть 5 изделия закрепляют посредством пиноли 30. Перемещением каретки 25 обмоточную головку / подают в рабочую зону, концы лент с бобин закрепляют в необходимом месте и задают требуемый шаг намотки. При удаленном сегменте 10 и nosefiнутой образовавшимся проемом в сторону изделия обойме 9 обмоточную голОв ку 2 перемещением каретки 15 также подают в рабочую зону. Сегмент 10 обоймы 9 вставляют на место и фиксируют. Вращением винта 19 перемещают корпус 7 с обоймой 9 в такое положение, при котором расстояние от Центра обоймы 9 до оси стойки 17 меньше наружного начального радиуса обмотки, т.е в такое положение, при котором не образовывается петля бумажной ленты при 10 намотке. Кронштейн 13 устанавливается и фиксируется в таком положении, при котором расстояние от бобины 11 до изделия 3 минимально. Концы ленты 12 с бобин 11 закрепляются на кольцевой части изделия. Опорную штангу, вмонтированную вместе с ее приводом в каретке 15, выдвигают в крайнее верх- . нее положение (до соприкосновения с кольцевой частью 3 изделия, удерживаемого двумя другими опорами 27). С запуском обмоточной головки ее обойма начинает вращаться, наматывая ленту на изделие, а каретке 25 сообщают возвратно-поступательное движение вдоль прямолинейной части 5 изделия. После намотки слоя изоляции до заданной толщины намоточную головку 4 отключают. Включение и отключение осуществляют вручную либо автоматически с помощью известных средств. С запуском обмоточной головки 2 15 остается неподвижной, а корпус 7 вместе с обоймой 9. поворачиваясь в горизонтальной плоскости на стойке 17, совершает движение вперед-назад по дуге, соответствующей участку кольцевой части 3 изделия за вычетом участка, где кольцевая часть 3 сочленяется с прямолинейной частью 5 (в месте перехода кольцевой части в прямолинейную). Этим обеспечивается необходимый шаг намотки ленты, а наложение последней на кольцевую часть изделия осуществляется вращением обоймы 9. Наложив определенную толщину изоляции, корпус 7 с помощью винта 19 по переходной плите 18 перемещают на такую величину, которая обеспечивает наложение изоляции без образования петли ленты. Таких промежуточных перемещений, например при намотке вторичных обмоток трансформаторов тока ТРИ 500 и 1150 кВ, может быть одно или два, так как образование петли ленты при намотке этих обмоток прекращается при наложении примерно половины радиальной толщины изоляции обмотки по наружному диаметру. При последнем перемещении зазор между внутренним диаметром изделия 3 и наружным диаметром бобины 11 при намотке должен быть равномерным, что достигается (кроме перемещения корпуса 7) также поворотом рычага 13. Промежуточные положения рычага 13 должны обеспечивать минимальные расстояния от бобины 11 до изделия 3. 510 При поворотах корпуса 7 на стойке 17 в ту или другую сторону на его пути оказывается в определенный момент одно из опорных штанг 27. А так как каждая из штанг снабжена собственным приводом 28, сблокированным с корпусом 7 посредством конечных выключателей, то при соприкосновении со штангой, оказавшейся на пути поворотного корпуса, автоматически включается ее приЁод 28 и данная штанга перемещается в нижнее положение, осво бождая путь корпусу (кольцевая часть изделия в этом время опирается на две других штанги). Когда корпус пере-15 юстится дальше и освободит место под убранную штангу, последняя автомати 9чески возвращается в верхнее положение. То же происходит поочередно и с другими штангами. Обмоточные головки 2 и f могут работать как одновременно, так и по-, рознь. Наложение изоляции в месте перехода кольцевой части изделия в прямолинейную осуществляется вручную путем наложения специальных заготовок, покрытых клеющим веществом. На период выполнения ручных операций обмоточные головки останавливаются.. Использование предлагаемого станка позволяет более качественно накладывать изоляцию на изделия сложной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для наложения ленточной изоляции | 1980 |
|
SU955238A1 |
| Станок для наложения ленточной изоляции | 1986 |
|
SU1317575A1 |
| Станок для наложения ленточной изоляции | 1980 |
|
SU904006A1 |
| Станок для наложения ленточной изоляции на кольцевую и прямолинейную части изделия | 1989 |
|
SU1676012A1 |
| Устройство для намотки на изделие ленточного материала | 1983 |
|
SU1274014A1 |
| Устройство для намотки на изделие ленточного материала | 1980 |
|
SU883986A1 |
| Устройство для намотки на изделие ленточного материала | 1981 |
|
SU964752A2 |
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Устройство для обмотки кольцевых сердечников | 1977 |
|
SU693449A1 |

If
21
л ix л ГП - 1-:-, - - 2122
A-A
. L г f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
