Изобретение относится к области машиностроения и может быть использовано при разработке и изготовлении многослойных корпусных конструкций, к которым предъявляются требования по стойкости к ударному нагружению (откольной прочности).
Корпусная конструкция обычно представляет собой многослойную панель из нескольких слоев, например склеенных между собой наружного пластикового покрытия и внутреннего металлического силового основания, например, выполненного из легких алюминиевых сплавов.
Для корпусов, подвергающихся в процессе эксплуатации ударному нагружению, актуальной является проблема обеспечения стойкости защитного покрытия (ЗП) к откольному разрушению, поскольку откольная прочность металлов и их сплавов на порядок выше, чем прочность защитного покрытия. Причиной откольного разрушения защитных покрытий является появление высоких растягивающих напряжений в волне разрежения, отраженной от свободной поверхности защитного покрытия при наличии зазора между слоями или от клеевого слоя в зазоре при его малой акустической жесткости.
В корпусных конструкциях защитное покрытие устанавливается на силовое основание через клеевую прослойку (слой). Толщина клеевой прослойки во многом зависит от технологических факторов и применяемых клеевых составов. Ее толщина обычно находится в пределах 0,5... 1 мм, но может быть и больше. При наличии клеевого слоя или зазора такой толщины откольные разрушения защитного покрытия под действием ударного импульса неизбежны, т.к. при выходе волны сжатия на свободную поверхность или границу раздела возникают отраженные волны разрежения (эффект Гопкинсона), которые и приводят к откольным разрушениям (см. Физика взрыва. Под редакцией Станюковича К.П. М.: Физмат, 1975. Зельдович Я.Б., Райзер Ю.П. Физика ударных волн и высокотемпературных гидродинамических явлений. М.: Наука, 1966).
Для исключения в пакете отраженной волны и повышения стойкости корпуса следовало бы устанавливать кожух защитного покрытия на металлическое основание с минимальным зазором (~0,1 мм) с заполнением клеем. Однако при малых зазорах не обеспечивается заполняемость зазора клеем ввиду его ограничений текучести. Контроль величины зазора вследствие его малости также оказывается затрудненным. Для выполнения зазора в заданных пределах (~0,1 мм) требуется согласование сопрягаемых поверхностей с очень высокой точностью. Для крупногабаритных корпусных изделий различной формы такие требования реально оказываются неприемлемыми.
С другой стороны, в конструкциях широкое применение нашли легированные алюминиевые сплавы, упрочняемые термической обработкой.
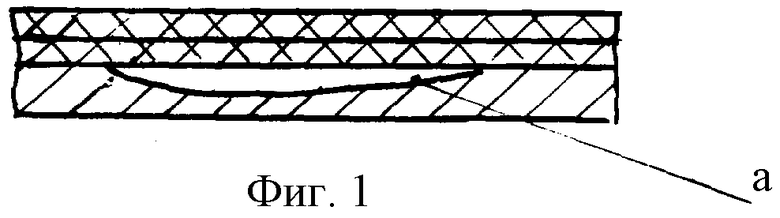
Легирование сплава, например, скандием повышает прочностные характеристики, но увеличивает склонность к образованию первичных интерметаллических включений (интерметаллидов) алюминий-скандий, алюминий-цирконий типа Аl3Sc1-X(Zrx), которым сопутствуют неметаллические включения. В процессе изготовления изделий обнаруженные на поверхности окончательно обработанных корпусов неметаллические включения должны быть удалены механическим путем. Мехобработка и зачистка приводит к нарушению геометрической формы и размеров (см. фиг.1, а).
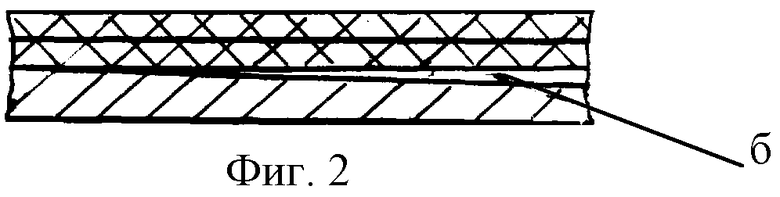
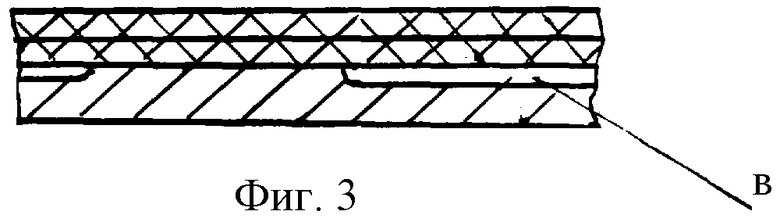
Кроме того, в металлическом основании корпуса могут иметь место другие неровности и дефекты (раковины, канавки, вырезы и т.п.) (см. фиг.2, б; фиг.3, в). При наличии в корпусе таких дефектов, не влияющих в целом на его статическую прочность, под действием ударного импульса возникающие в пакете отраженные волны приводят к откольным разрушениям защитного покрытия.
Для исключения разрушений указанные дефекты могли бы быть заполнены сварочным металлом, соответствующим исходному металлу, или клеем. Однако подварка таких мест, например, аргонодуговой наплавкой приводит к общему разупрочнению и короблению металла в зоне термического влияния сварки. Заполнение их клеем также неэффективно, поскольку акустическая жесткость клея значительно меньше жесткости металла, а его толщина (1,5... 3 мм) оказывается слишком велика.
Таким образом, одним из основных факторов, влияющих на динамическую (откольную) прочность защитных покрытий, является наличие в конструкции корпуса под защитным покрытием повышенного суммарного зазора, частично или полностью заполненного клеем, обусловленного как погрешностью изготовления, так и поверхностными дефектами в металлическом основании, способствующими увеличению суммарного зазора.
Задачей, на решение которой направлено настоящее изобретение, является повышение стойкости к ударным нагружениям панели корпуса сложной (криволинейной) формы, выполненной из материалов с различными прочностными характеристиками, с одновременным снятием жестких ограничений на величину зазора между слоями и восстановлением динамической прочности в процессе ее изготовления.
Указанная задача решается путем выполнения клеевой прослойки с акустической жесткостью, характеризующей ударные свойства материала, равной акустической жесткости металла основания корпуса.
В этом случае волны разрежения, отраженной от внутренней границы ЗП, не возникает, поскольку акустическая жесткость всех слоев пакета остается неизмененной. Неизменной остается и схема ударно-волнового нагружения. При этом жесткие ограничения на толщину клеевого зазора снимаются полностью, а при наличии в металлическом основании вырезов, раковин и др. дефектов, способствующих увеличению суммарного зазора под ЗП, заполнение их “динамически подобным” металлу клеем позволяет полностью восстановить стойкость ЗП и корпуса в целом к ударному нагружению.
Так как склеивающие материалы (эпоксидные смолы и др.) обладают малой плотностью и жесткостью по сравнению с металлами, предлагается для получения “динамического подобия” внести в состав клея порошок из материала с высокой акустической жесткостью.
Таким материалом для конструкции из алюминиевых сплавов являются стальные порошки, которые можно использовать в качестве наполнителя клея.
Применение металлосодержащих клеев в технике широко известно. При их использовании в качестве наполнителей повышается теплопроводность, прочность и др. характеристики клеевых соединений.
Порошкообразные серебро, медь, никель и некоторые другие металлы придают клеям способность проводить электрический ток (см. Д.А. Карташев. Конструкционные клеи. М.: “Химия”, 1980).
Так, например, для заделки трещин, пробоин корпусных деталей, устранений пор и выравнивания деталей автомобилей в клеевые составы для теплопроводности рекомендуется вводить железный порошок от 50 до 80 г, а для ремонта алюминиевых деталей - алюминиевую пудру до 25 г на 100 г состава (См. И.Н. Выстрелков. Техническое обслуживание и ремонт автомобиля. М.: ГОСНИТИ, 1991).
Восстановление и повышение динамической (откольной) прочности многослойной панели путем использования клея и металлического наполнителя для выравнивания акустических и динамических характеристик всего пакета является принципиально новым подходом в решении поставленной задачи.
Акустическая жесткость материала Z определяется как

где ρ , Е, с - плотность, модуль Юнга и скорость звука для материала.
Для определения свойств металлосодержащего клея можно полагать, что каждая компонента сжимается независимо и сохраняет свои свойства.
Тогда, если α - объемная доля порошка, имеющего плотность ρ П и модуль Юнга EП, ρ К, ЕК - плотность и модуль Юнга клея, то для получаемого материала (смеси) характеристики Е∑ и ρ ∑ определяются по соотношениям
Е∑ =EПα+EК(1-α );
ρ ∑ =ρ Пα+ρ К(1-α ).
Равенство акустических жесткостей дает уравнение

где Е, ρ - характеристика металла.
Из этого уравнения после соответствующих преобразований определяется объемная доля порошка α .
Например, для корпуса из алюминиево-магниевого сплава с характеристиками:
E=6,8· 1010 Па, ρ =2490 кг/м3
используем эпоксидный клей типа ВК9 и стальной порошок с характеристиками:
ЕП=20· 1010 Па;
ρ П=7800 кг/м3;
ЕК=0,76· 1010 Па;
ρ К=990 кг/м3;
Тогда с использованием формулы (1) определяем объемную долю порошка в процентах: α =0,271 или 27,1% от суммарного объема. Остальные 72,9% объема составит клей.
По сравнению с клеем без стального порошка полученный материал имеет также и плотность, близкую к исходному металлу. Улучшается технологичность конструкции корпуса, снижается отбраковка изделий в процессе изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ШУМОПОНИЖАЮЩАЯ ПРОКЛАДКА ПАНЕЛИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2188772C2 |
| МНОГОСЛОЙНАЯ БРОНЕВАЯ ПРЕГРАДА ДЛЯ БРОНЕЖИЛЕТА | 2014 |
|
RU2570129C1 |
| Несущая конструкция малого космического аппарата из пеноалюминиевого материала | 2018 |
|
RU2710126C2 |
| ГРОМКОГОВОРИТЕЛЬ ПАНЕЛЬНОГО ТИПА | 1997 |
|
RU2150180C1 |
| ТРЕХСЛОЙНАЯ КОРПУСНАЯ КОНСТРУКЦИЯ | 2006 |
|
RU2321516C1 |
| СПОСОБ ПОРАЖЕНИЯ БРОНИРОВАННОЙ ЦЕЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2199713C2 |
| ШУМОГЛУШИТЕЛЬ (ВАРИАНТЫ) | 2011 |
|
RU2494266C2 |
| ШУМОВИБРОДЕМПФИРУЮЩИЙ УЗЕЛ ПАНЕЛИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2149788C1 |
| УПРУГИЙ МЕТАЛЛИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ВОЛОКНАМИ, ИМЕЮЩИЙ СЛОИСТУЮ СТРУКТУРУ И ИМЕЮЩИЙ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ | 2004 |
|
RU2383440C2 |
| МНОГОСЛОЙНАЯ СТЕКЛОПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2184093C2 |
Изобретение относится к области машиностроения и может быть использовано при разработке и изготовлении корпусных конструкций, стойких к ударному нагружению. Заявлена многослойная панель произвольной кривизны, содержащая металлическое основание, защитное покрытие и клеевую прослойку. Клеевая прослойка содержит порошковый металлический наполнитель в количестве б, определяемом из условия равенства акустической жесткости металлического основания и клеевой прослойки : [Eпα+ Eк(1-α )] [ρ пα+ ρ к(1-α )] = Eρ , где Eп - модуль Юнга металлического порошка, Eк - модуль Юнга клея, ρ п - плотность материала металлического порошка, ρ к - плотность клея, E - модуль Юнга металла основания, ρ - плотность металла основания. В частности, металлическое основание может быть выполнено на основе алюминиевого сплава, а имеющиеся на силовом основании неровности и дефекты заполнены клеевой прослойкой следующего состава, об.%: стальной порошок 20-50; эпоксидный клей остальное. В частности, клей ВК9. Техническим результатом изобретения является улучшение стойкости защитного покрытия к откольному разрушению. Многослойная панель предложенной конструкции более технологична, снижается отбраковка изделий в процессе изготовления. 2 з.п. ф-лы, 3 ил.
[En α +Ek(1- α)] [ρn α + ρk(1- α)] = Eρ ,
где En - модуль Юнга металлического порошка;
Ek - модуль Юнга клея;
ρn - плотность материала металлического порошка;
ρk - плотность клея;
E - модуль Юнга металла основания;
ρ - плотность металла основания.
Стальной порошок 20-50
Эпоксидный клей Остальное
| RU 94039961 A, 20.08.1996 | |||
| DE 4227909 A, 24.02.1994 | |||
| RU 96116591 A, 27.11.1998. |

