Изобретение относится к гидрометаллургии тяжелых цветных металлов и может быть использовано при электролитическом рафинировании никеля для устранения дефицита никеля в электролите.
Известен способ устранения дефицита никеля, заключающийся в автоклавном растворении никелевого концентрата в растворе серной кислоты с подачей в автоклав пара и воздуха при температуре 140°С и давлении 16 атм [см. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. М.: 1977. С.201-202].
Недостатками способа являются: значительные затраты энергии, низкое содержание металлов платиновой группы в остатке от выщелачивания, переработка которого осуществляется по сложной технологической схеме.
Наиболее близким к заявленному способу является способ анодного растворения никелевых анодов (анодных остатков) с целью устранения дефицита никеля в электролите, заключающийся в том, что в электролизные ванны в качестве анодов загружаются никелевые аноды или анодные остатки товарных или матричных ванн, а в качестве катодов - титановые матрицы. Электролитом служит раствор серной кислоты с концентрацией 100-120 г/л. В процессе электролиза аноды растворяются, а на поверхности катодов выделяется губчатая медь и водород [Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. М.: 1977. С.201].
Недостатком прототипа является низкая производительность единичной электролизной ванны и высокий расход энергии, особенно при плотностях тока более 500 А/м2.
Недостатком прототипа является низкая производительность единичной электролизной ванны и высокий расход энергии, особенно при плотностях тока более 500 А/м2.
Задачей предлагаемого технического решения является увеличение производительности ванны, снижение расхода электроэнергии и повышение плотности тока.
Технический результат заключается в использовании реверсируемого тока, за счет чего снижается величина как анодной, так и катодной поляризации, что позволяет повысить плотность тока и производительность ванны при соответствующем снижении расхода энергии.
Техническая задача достигается тем, что в известном способе компенсации дефицита никеля при электролитическом рафинировании, включающем анодное растворение никелевых анодов и анодных остатков в электролите на основе серной кислоты, согласно изобретению анодное растворение осуществляют в электролизной ванне с анодами и катодами, состоящими из анодного никеля, под действием реверсируемого тока в электролите с исходной концентрацией серной кислоты 80 - 200 г/л, плотности прямого тока 0,5-2,0 кА/м2, отношении плотности обратного тока к плотности прямого 1,0 - 2,0, отношении времени протекания тока прямого направления к обратному 4-12, длительности обратного тока ≤1 с и температуре электролита 25-80°С.
Данный способ позволит повысить производительность ванны, сократить удельный расход энергии и компенсировать дефицит никеля при электролитическом рафинировании.
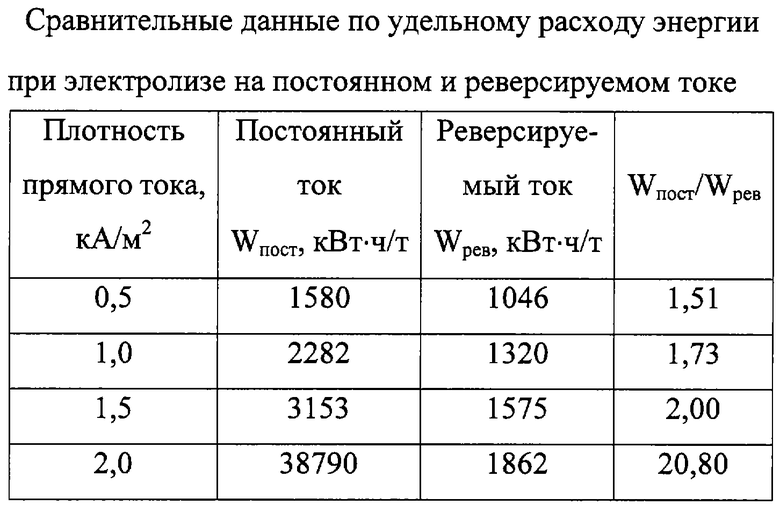
Сущность способа поясняется таблицей, в которой приведены результаты сравнительного анализа прототипа - на постоянном токе и предлагаемого - на реверсируемом токе.
Пример конкретного осуществления способа.
Электролиз проводили в растворе серной кислоты концентрацией 100 г/л; температуре электролита 40°С; отношение плотности тока обратного направления к плотности тока прямого направления jоб/jпр=2; отношение длительности прохождения тока прямого направления к длительности обратного направления τпр/τоб=8: 1 (время в с); количество электричества Iτ=0,5 А·ч.
Использование реверсируемого тока с плотностью 1,5 кА/м2 позволило снизить удельный расход энергии при электролизе в 2 раза по сравнению с электролизом на постоянном токе, а производительность ванны возросла в 1,47 раза (см. таблицу).
Из данных, приведенных в таблице, следует, что использование реверсируемого тока по сравнению с прототипом позволит снизить удельный расход энергии и увеличить производительность электролизной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сульфата никеля | 2024 |
|
RU2840018C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ТВЕРДЫХ СПЛАВОВ | 2001 |
|
RU2189402C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2003 |
|
RU2233913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНОГО НИКЕЛЯ | 2005 |
|
RU2303086C2 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2434065C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ И НИКЕЛЯ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2237750C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ В БЛОК-СЕРИЯХ ВАНН ЯЩИЧНОГО ТИПА | 2006 |
|
RU2366763C2 |
| СПОСОБ ПОДГОТОВКИ ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2004 |
|
RU2280106C2 |
| Способ электролитического рафинирования меди | 2017 |
|
RU2693576C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ОТХОДОВ РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ | 2007 |
|
RU2357012C1 |
Изобретение относится к гидрометаллургии тяжелых цветных металлов и может быть использовано при электролитическом рафинировании никеля для устранения дефицита никеля в электролите. Способ компенсации дефицита никеля при электролитическом рафинировании включает анодное растворение никелевых анодов и анодных остатков в электролите на основе серной кислоты, которое согласно изобретению осуществляют в электролизной ванне с анодами и катодами, состоящими из анодного никеля, под действием реверсируемого тока в электролите с исходной концентрацией серной кислоты 80-200 г/л, при плотности прямого тока 0,5-2,0 кА/м, отношении плотности обратного тока к плотности прямого 1,0 - 2,0, отношении времени протекания тока прямого направления к обратному 4-12, длительности обратного тока ≤1 с и температуре электролита 25-80°С, обеспечивается увеличение производительности ванны, снижение расхода электроэнергии и повышение плотности тока, 1 табл.
Способ компенсации дефицита никеля при электролитическом рафинировании, включающий анодное растворение никелевых анодов и анодных остатков в электролите на основе серной кислоты, отличающийся тем, что анодное растворение осуществляют в электролизной ванне с анодами и катодами, состоящими из анодного никеля, под действием реверсируемого тока в электролите с исходной концентрацией серной кислоты 80-200 г/л, при плотности прямого тока 0,5-2,0 кА/м2, отношении плотности обратного тока к плотности прямого - 1,0 - 2,0, отношении времени протекания тока прямого направления к обратному 4-12, длительности обратного тока ≤1 с и температуре электролита 25-80°С.
| БАЙМАКОВ Ю.В | |||
| и др | |||
| Электролиз в гидрометаллургии | |||
| - М.: Металлургия, 1977, с.201 | |||
| Способ приготовления хлоридного никелевого электролита для рафинирования никеля | 1984 |
|
SU1178796A1 |
| DE 1210570 А, 10.02.1966 | |||
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ НИКЕЛЯ | 1999 |
|
RU2144098C1 |

