Изобретение относится к области гидрометаллургии меди, в частности к электролитическому рафинированию меди, и может быть использовано в гальванотехнике.
Известен способ электролитического рафинирования меди, включающий электрохимическое растворение анодов и катодное осаждение меди из электролита, содержащего серную кислоту, медь и никель. При этом в случае концентрации никеля более 20 г/дм3, во избежание возникновения солевой пассивности анодов и снижения качества катодной меди, обусловленных превышением допустимой суммы сульфат-ионов, процесс осуществляют при низкой концентрации кислоты, что приводит к повышению электросопротивления электролита и снижению его рассеивающей способности [1].
Недостатком известного способа является значительный расход электроэнергии на производство катодной меди и снижение ее качества, связанные с повышением электросопротивления и уменьшением рассеивающей способности электролита, вызванные низкой концентрацией кислоты в случае превышения концентрации никеля 20 г/дм3 или меди 50 г/дм3. Кроме того, известный способ отличается низкой 190-240 А/м2 плотностью тока и соответственно низкой интенсивностью процесса.
Наиболее близкий к предлагаемому способу по совокупности признаков и достигаемому результату является способ электролитического рафинирования меди, включающий электролитическое растворение анодной меди, катодное осаждение меди из электролита, содержащего серную кислоту, медь и никель. При этом во избежание возникновения солевой пассивности анодов и снижения качества катодной меди, обусловленных превышением допустимой суммы сульфат-ионов, процесс, учитывая значительную концентрацию никеля 25-30 г/дм3 в электролите, осуществляют при низкой концентрации 120-130 г/дм3 серной кислоты, что приводит к повышению электросопротивления и снижению рассеивающей способности электролита [2].
Недостатком известного способа-прототипа является значительный расход электроэнергии на производство катодной меди и снижение ее качества, связанные с повышением электросопротивления и уменьшением рассеивающей способности электролита, вызванные низкой концентрацией кислоты в нем.
Задача изобретения заключается в совершенствовании способа электрорафинирования меди.
Технический результат от использования изобретения заключается в снижении удельного расхода электроэнергии на производство катодной меди и повышении ее качества, что связанно со снижением электросопротивления и повышением рассеивающей способности электролита, а также с обеспечением допустимого уровня суммы сульфат-ионов в нем. Указанные факторы обеспечиваются поддержанием концентрации кислоты на максимально возможном для любых концентраций меди и никеля уровне, характеризующемся отсутствием солевой пассивации анодов. Впервые управление электросопротивлением электролита и факторами, определяющими электрохимическое растворение анодов и катодное осаждение меди, осуществляется путем поддержания концентрации кислоты в электролите в зависимости от концентраций меди и никеля по определенному алгоритму.
Сущность изобретения заключается в том, что в способе электролитического рафинирования меди, включающем электрохимическое растворение анодов и катодное осаждение меди из электролита, содержащего серную кислоту, медь, никель, согласно изобретению концентрацию серной кислоты поддерживают из расчета

где  - концентрации серной кислоты;
- концентрации серной кислоты;
CСu - концентрации меди;
СNi - концентрации никеля.
Предлагаемый способ электролитического рафинирования меди, устанавливающий алгоритм зависимости концентрации серной кислоты от концентраций меди и никеля в электролите, позволяет поддерживать в нем оптимальный уровень концентрации кислоты, обеспечивающий минимально возможный расход электроэнергии и допустимую сумму сульфат-ионов. В свою очередь, предельно допустимая сумма сульфат-ионов в электролите обеспечивает отсутствие солевой пассивации анодов и высокое качество катодной меди. Поддержание концентрации серной кислоты в пределах, рассчитанных по экспериментально установленной формуле, приводит к снижению электросопротивления электролита и увеличению его рассеивающей способности, что позволяет достичь максимального снижения удельного расхода электроэнергии и содействует повышению качества катодной меди.
Состав электролита должен обладать низким электросопротивлением и обеспечивать необходимое качество катодной меди. Величина электросопротивления электролита имеет обратную зависимость от концентрации серной кислоты и прямую зависимость от концентрации меди и никеля. Концентрация серной кислоты в электролите ограничивается допустимой суммой сульфат-ионов, что напрямую связано с концентрациями ионов меди и никеля. Предельно допустимая концентрация сульфат-ионов является одним из определяющих факторов получения качественной меди и возникновения солевой пассивности анодов. В свою очередь, концентрация ионов меди в электролите должна быть достаточно высокой, так как является одним из факторов, регулирующих качество катодного осадка.
Повышение концентрации серной кислоты в электролите для электролитического рафинирования меди выше предлагаемых границ увеличивает сумму сульфат-ионов более допустимого уровня, что может привести к возникновению солевой пассивности анодов и снижению качества катодного осадка за счет образования дендритных наростов.
Понижение концентрации серной кислоты в электролите при электролитическом рафинировании меди ниже предлагаемых границ увеличивает удельный расход электроэнергии на производство катодной меди, обусловленный увеличением электросопротивления электролита, и может привести к снижению качества катодной меди, связанному с уменьшением рассеивающей способности электролита.
Сведений об известности отличительного признака предлагаемого технического решения для процесса электролитического рафинирования меди при изучении патентной и технической литературы не выявлено, что свидетельствует о соответствии заявляемого объекта критерию “изобретательский уровень”.
Способ осуществляется следующим образом.
Способ электролитического рафинирования меди включает электрохимическое растворение анодов и катодное осаждение меди из электролита. Электрохимические окислительно-восстановительные реакции на границе раздела электрод-раствор протекают при прохождении постоянного электрического тока. Эффективность процесса электрорафинирования меди определяют величиной удельного расхода электроэнергии на производство катодной меди и уровнем ее качества. В свою очередь, удельный расход электроэнергии определяется величиной удельного электросопротивления электролита, а высокое качество катодной меди зависит от суммы сульфат-ионов и рассеивающей способности электролита. Перечисленные факторы обеспечивают составом электролита. Электролизные ванны заполняют электролитом, содержащим серную кислоту, медь и никель. Для обеспечения оптимального состава электролита концентрацию серной кислоты устанавливают и поддерживают на основании предлагаемого расчета

где  - концентрации серной кислоты;
- концентрации серной кислоты;
CСu - концентрации меди;
СNi - концентрации никеля.
В электролизные ванны на токоподводящие анодную и катодную шины завешивают соответственно электроды. В качестве анодов используют литые пластины из анодной меди, в качестве катодов - тонкие листы из электролитной меди (основа) или матрицы из титана (или нержавеющей стали). На электролизную ванну подают постоянный электрический ток из расчета катодной плотности тока 290-350 А/м2.
Электрохимическое растворение медных анодов и катодное осаждение меди из электролита осуществляют при его постоянной циркуляции и температуре 60-65°С.
Предлагаемый способ описан в конкретных примерах.
Пример 1 (прототип)
Электролитическое рафинирование меди по прототипу проводили на лабораторной установке, состоящей из электролизной ванны емкостью 4 дм3 и напорного бачка емкостью 10 л. Ванну обеспечивали индивидуальной системой циркуляции и оборудовали анодной и катодной шинами, подключенными через лабораторный автотрансформатор (ЛАТР) к выпрямителю ВСА-5. В опытную ванну и напорный бак заливали электролит, содержащий, г/дм3: серной кислоты - 120; меди - 52; никеля - 25. В течение эксперимента поддерживали температуру электролита 60-65°С и скорость циркуляции 4 дм3/ч.
В ванну загружали один катод и два медных анода на межэлектродном расстоянии 4 см, завешенных соответственно на катодную и анодную шины, и пропускали постоянный ток. Катодная плотность тока составляла 310 А/м2. Добавки ПАВ в течение испытаний вводили с равной периодичностью в количестве, исходя из расхода, г/т: тиомочевины - 70; клея - 60; хлор-иона - 50 мг/л. Эксперимент проводили в течение 90 ч.
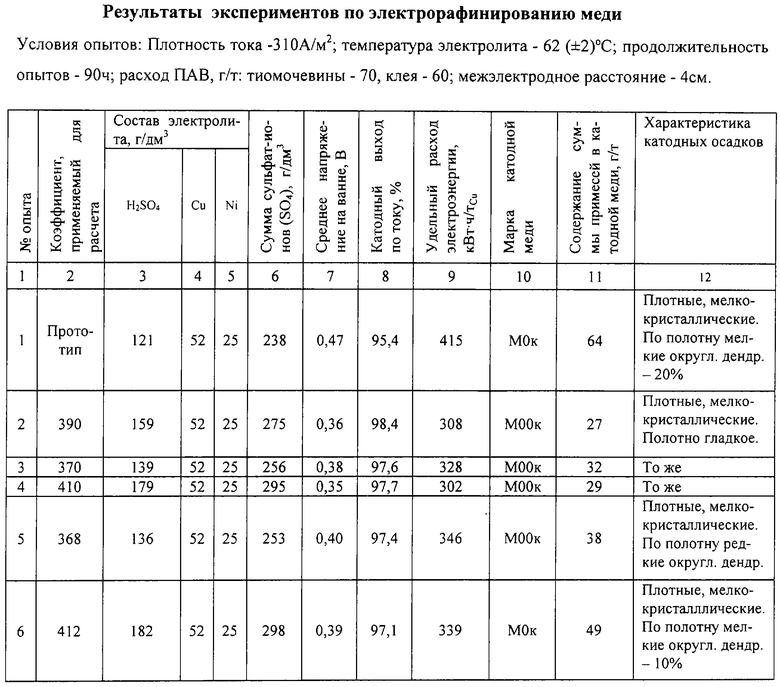
В результате электролитического рафинирования получили значительный удельный расход электроэнергии 415 кВт·ч/тСu и недостаточно высокое качество катодной меди. Катодная медь имела некоторое количество (~20%) дендритных наростов округлой формы по полотну и сумму примесей 64 г/т, по химическому составу соответствовала марке М0к. Средняя величина напряжения на электролизной ванне составляла 0,47 В, выход по току - 95,4%.
Пример 2 (заявляемый способ)
Электролитическое рафинирование меди проводили на лабораторной установке, состоящей из электролизной ванны емкостью 4 дм3 и напорного бачка емкостью 10 л. Ванну обеспечивали индивидуальной системой циркуляции и оборудовали анодной и катодной шинами, подключенными через лабораторный автотрансформатор (ЛАТР) к выпрямителю ВСА-5.
В электролизную ванну на расстоянии 4 см загружали один катод и два медных анода, завешенных соответственно на катодную и анодную шины, и пропускали постоянный ток. Катодная плотность тока составляла 310 А/м2.
Для приготовления исходного раствора, используя заданные значения концентраций меди и никеля и среднюю величину константы, равную 390, рассчитали необходимую концентрацию серной кислоты по формуле
 .
.
Приготовленный раствор состава, г/дм3: серной кислоты - 159,2; меди - 52,0; никеля - 25,0, заливали в качестве электролита в опытную электролизную ванну. Добавки ПАВ в течение испытаний вводили в одинаковом количестве, с равной периодичностью, исходя из расхода, г/т: тиомочевины - 70, клея - 60, хлор-иона - 50 мг/л. В ходе эксперимента поддерживали температуру электролита 60-65°С и скорость циркуляции 4 л/ч. Эксперимент проводили в течение 90 ч.
В результате эксперимента по электролитическому рафинированию получили снижение на 26% относительно примера 1 (прототипа) удельного расхода электроэнергии, равного 308 кВт·ч/тСu, и высокое качество катодной меди. Катодная медь имела плотную мелкокристаллическую структуру, содержание примесей 27 г/т, гладкое полотно и по химическому составу соответствовала марке М00к. Средняя величина напряжения на электролизной ванне составляла 0,36 В, катодный выход по току - 98,4%.
Пример 3 (заявляемый способ)
Электролитическое рафинирование меди, включающее электрохимическое растворение анодов и катодное осаждение меди, осуществляли в электролизной ванне лабораторного блока в течение 90 ч при тех же условиях, что и пример 2.
Пример 3 отличался от примера 2 составом электролита. Для расчета исходного раствора использовали заданные значения концентраций меди и никеля и минимальную величину константы, равную 370. Необходимую концентрацию серной кислоты определили из расчета

Приготовленный раствор состава, г/дм3: серной кислоты - 139,2; меди - 52,0; никеля - 25,0 использовали в качестве электролита при проведении эксперимента по примеру 3.
В результате электролитического рафинирования получили снижение на 22% относительно примера 1 (прототипа) удельного расхода электроэнергии, равного 328 кВт·ч/тСu и высокое качество катодной меди. Катодная медь имела плотную мелкокристаллическую структуру, содержание примесей 32 г/т, гладкое полотно и по химическому составу соответствовала марке М00к. Средняя величина напряжения на электролизной ванне составляла 0,38 В, катодный выход по току - 97,6%.
Пример 4 (заявляемый способ)
Электролитическое рафинирование меди, включающее электрохимическое растворение анодов и катодное осаждение меди, осуществляли в электролизной ванне лабораторного блока в течение 90 ч при тех же условиях, что и пример 2.
Пример 4 отличался от примера 2 составом электролита. Используя максимальную величину коэффициента по предлагаемому расчету и заданные величины концентраций меди и никеля, определили концентрацию серной кислоты для исходного раствора по формуле

Приготовленный раствор состава, г/дм: серной кислоты - 179,2; меди - 52,0; никеля - 25,0 использовали в качестве электролита при проведении эксперимента по примеру 4.
В результате электролитического рафинирования получили снижение на 28% относительно примера 1 (прототипа) удельного расхода электроэнергии, равного 302 кВт·ч/тСu, и высокое качество катодной меди. Катодная медь имела плотную мелкокристаллическую структуру, содержание примесей 29 г/т, гладкое полотно и по химическому составу соответствовала марке М00к. Средняя величина напряжения на электролизной ванне составляла 0,35 В, катодный выход по току - 97,7%.
Пример 5
Электролитическое рафинирование меди, включающее электрохимическое растворение анодов и катодное осаждение меди, осуществляли в электролизной ванне лабораторного блока в течение 90 ч при тех же условиях, что и пример 2. Пример 5 отличался от примера 2 составом электролита.
Концентрацию серной кислоты в электролите, используемом для осуществления примера 5, поддерживали ниже диапазона, рассчитанного по предлагаемой формуле.
Приготовленный раствор состава, г/дм3: серной кислоты - 138,0; меди - 52,0; никеля - 25,0 использовали в качестве электролита при проведении эксперимента по примеру 5.
В результате электролитического рафинирования получили увеличение на 6% относительно примера 3 (заявляемый способ) удельного расхода электроэнергии, равного 346 кВт·ч/тСu, и снижение качества катодной меди. Катодная медь, хотя соответствовала марке М00к и имела плотную мелкокристаллическую структуру, но отличалась от полученной в результате экспериментов по заявляемому способу (примеры 2-4) наличием редких мелких округлой формы дендритных наростов, содержание суммы примесей составляло 40 г/т. Средняя величина напряжения на электролизной ванне составляла 0,40 В, катодный выход по току - 97,2%.
Полученные результаты, в т.ч. увеличение удельного расхода электроэнергии и снижение качества катодной меди относительно примеров 2-4, показывают, что поддерживаемая в примере 5 концентрация серной кислоты находится за пределами оптимальной величины.
Пример 6
Электролитическое рафинирование меди проводили на лабораторной установке в тех же условиях, что и пример 2, при катодной плотности тока 310 А/м2 в течение 90 ч. Пример 6 отличался от примера 2 составом электролита. Концентрацию серной кислоты в электролите, используемом для осуществления примера 6, установили выше предлагаемого диапазона концентраций, т.е. выше максимальной границы предлагаемой формулы.
В качестве электролита при проведении эксперимента по примеру 6 использовали раствор, содержащий, г/дм3: серной кислоты - 181,2; меди - 52,0; никеля - 25,0.
В результате эксперимента по электролитическому рафинированию получили увеличение на 12% относительно примера 4 (заявляемый способ) удельного расхода электроэнергии, равного 339 кВт·ч/тСu, и снижение качества катодной меди. Полученная катодная медь соответствовала марке М0к, имела содержание суммы примесей 49 г/т и отличалась от полученной в результате экспериментов по заявляемому способу (примеры 2-4) наличием мелких округлой формы дендритных наростов по полотну около 10%. В ходе эксперимента наблюдали резкие скачки напряжения, что говорит о возникновении солевой пассивации анодов. По этой причине, несмотря на низкое электросопротивление электролита, средняя величина напряжения на электролизной ванне составляла 0,39 В. Катодный выход по току составлял 97,2%.
Результаты эксперимента, а именно увеличение удельного расхода электроэнергии и снижение качества катодной меди относительно примеров 2-4 показывают, что поддерживаемая в примере 6 концентрация серной кислоты находится за пределами оптимальной величины.
Результаты проведенных экспериментов представлены в таблице.
Таким образом, предлагаемый способ поддержания концентрации серной кислоты в зависимости от малейших изменений концентрации никеля и/или меди действительно является эффективным. Осуществление способа по примерам 2-4 позволяет снизить удельный расход электроэнергии на получение катодной меди до 28% за счет уменьшения электросопротивления раствора и значительно повысить качество катодной меди. Этим подтверждается, что выбранные границы поддержания концентрации серной кислоты в пределах, рассчитанных по предлагаемой формуле, являются правильными.
Таким образом, технический результат, достигаемый использованием предлагаемого способа, заключается в снижении удельного расхода электроэнергии на производство катодной меди, в зависимости от состава используемого электролита, до 28% по сравнению с прототипом; повышении качества катодной меди по внешнему виду и химическому составу.
Источники информации
1. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. - М.: Металлургия, 1977, с.59.
2. Совершенствование технологии электрорафинирования меди. т.1, Отчет, рег. №70061954. Норильск, 1976, с.60.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2004 |
|
RU2280106C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ В БЛОК-СЕРИЯХ ВАНН ЯЩИЧНОГО ТИПА | 2006 |
|
RU2366763C2 |
| СПОСОБ ЭЛЕКТРОИЗВЛЕЧЕНИЯ КОМПАКТНОГО НИКЕЛЯ | 2007 |
|
RU2361967C1 |
| Способ обезмеживания сернокислых растворов медеэлектролитного производства | 2022 |
|
RU2815375C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2434065C1 |
| Способ получения сульфата никеля | 2024 |
|
RU2840018C1 |
| НЕРАСТВОРИМЫЙ АНОД ДЛЯ ЭЛЕКТРОЭКСТРАКЦИИ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 2003 |
|
RU2266982C2 |
| СПОСОБ КОМПЕНСАЦИИ ДЕФИЦИТА НИКЕЛЯ ПРИ ЭЛЕКТРОЛИТИЧЕСКОМ РАФИНИРОВАНИИ | 2003 |
|
RU2243294C1 |
| Способ электролитического рафинирования меди | 2017 |
|
RU2693576C2 |
| Способ электролитического рафинирования никеля | 1986 |
|
SU1397541A1 |
Изобретение относится к области гидрометаллургии меди, в частности к электролитическому рафинированию меди, и может быть использовано в гальванотехнике. Способ электролитического рафинирования меди включает электрохимическое растворение анодов и катодное осаждение меди из электролита, содержащего серную кислоту, медь, никель, при этом концентрацию серной кислоты поддерживают из расчета

где  - концентрация серной кислоты; CCu - концентрация меди; СNi - концентрация никеля, обеспечивается снижение удельного расхода энергии на производство катодной меди и повышение ее качества. 1 табл.
- концентрация серной кислоты; CCu - концентрация меди; СNi - концентрация никеля, обеспечивается снижение удельного расхода энергии на производство катодной меди и повышение ее качества. 1 табл.
Способ электролитического рафинирования меди, включающий электрохимическое растворение анодов и катодное осаждение меди из электролита, содержащего серную кислоту, медь и никель, отличающийся тем, что концентрацию серной кислоты поддерживают из расчета

где  - концентрация серной кислоты;
- концентрация серной кислоты;
CCu - концентрация меди;
CNi - концентрация никеля.
| Отчет "Совершенствование технологии электрорафинирования меди", т.1, Рег | |||
| №70061954 | |||
| - Норильск, 1976, с.60 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕДИ ИЗ СЕРНОКИСЛЫХ ВОДНЫХ РАСТВОРОВ | 1992 |
|
RU2033481C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 1999 |
|
RU2152459C1 |
| US 4351705, 28.09.1982 | |||
| Устройство для разделения суспензий | 1987 |
|
SU1443254A1 |
| РЕКУПЕРАТИВНЫЙ ТЕПЛООБМЕННИК | 1997 |
|
RU2127852C1 |

