Изобретение относится к технологии обработки оптических деталей, в частности к технологии автоматизированного формообразования оптических поверхностей малым инструментом и автоматизированного управления процессом формообразования.
Известен способ автоматизированного формообразования оптических поверхностей "Зебра-3", заключающийся в том, что строят топографическую карту поверхности, определяют время пребывания инструмента в участках поверхности, требующих обработки, перемещают инструмент так, чтобы центр инструмента находился в пределах каждого участка в течение требуемого времени. Скорость перемещения инструмента постоянна, а время пребывания инструмента в пределах каждого участка регулируется количеством элементарных циклов обработки. Инструмент вращается принудительно вокруг своей оси и описывает траекторию, напоминающую восьмерку.
Недостатком способа является сравнительно низкая точность и производительность формообразования, обусловленная тем, что инструмент вращается вокруг своей оси. Это затрудняет устранение локальных ошибок, так как их нужно производить краем инструмента, но при этом противоположный его край может находиться в зоне, не требующей обработки. Недостатком является и дискретное регулирование времени пребывания инструмента, что приводит к снижению точности и увеличению мелкоструктурной ошибки (м.с.о.).
Наиболее близким к предлагаемому способу является способ формообразования поверхностей оптических деталей.
В этом способе инструмент совершает плоскопараллельное круговое движение с определенным эксцентриситетом относительно шпинделя инструмента. Время обработки на каждом участке ij определяется пропорционально величине припуска на указанном участке и обратно пропорционально давлению, скорости обработки и технологическим коэффициентам; время обработки регулируется скоростью перемещения инструмента. Указанный способ позволяет одновременно устранять все виды ошибок формы оптической поверхности.
Недостатком способа является то, что если исходная поверхность обладала значительной м.с.о., то ее устранение указанным способом весьма затруднительно. В результате такой обработки оптическая поверхность, обладая высокой точностью по критериям размаха отклонений и среднеквадратическому отклонению (с.к.о.), не удовлетворяет требованиям по величине м.с.о.
Целью изобретения является повышение точности формообразования оптических поверхностей за счет уменьшения величины м.с.о. путем автоматизированной обработки малым инструментом.
Поставленная цель достигается тем, что строят топографическую карту м.с. о. , для чего определяют выпуклые участки ij поверхности, значения локальной кривизны Gij которых удовлетворяют условию:
[0-0.3]Gmin≥Gij≥Gmin,
где
Gmin - минимальная локальная кривизна поверхности, определяют для упомянутых участков величину промежуточного припуска Iij по формуле:
Iij = dij - (di-lj + di+lj + dij+1 + dij-1)/4
где
dij - величина отклонения поверхности от требуемой на участке ij, и с учетом полученных промежуточных припусков строят топографическую карту ожидаемой поверхности; указанные операции производят в цикле до удовлетворения условия
(Gmin(old) - Gmin(now))/Gmin(now) ≤[0,1-0,3],
где
Gmin(old) и Gmin(now) - минимальные значения локальной кривизны поверхности на предыдущем и текущем циклах, а окончательный припуск выбирают равным сумме промежуточных припусков, по которому и производят обработку.
Сопоставительный анализ с прототипом показывает, что заявляемый способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом отличается тем, что строят топографическую карту мелкоструктурной ошибки, для чего топографию поверхности анализируют по признаку локальной кривизны Gij а промежуточный припуск на обработку определяют только для выпуклых участков по отношению к их ближайшему окружению, строят топографическую карту ожидаемой поверхности, указанные операции повторяют в цикле, а окончательный припуск выбирают равным сумме промежуточных припусков, после чего производят обработку требуемых участков.
Таким образом, заявляемый способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом соответствует критерию изобретения "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволяют выявить в них признаки, отличающиеся заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
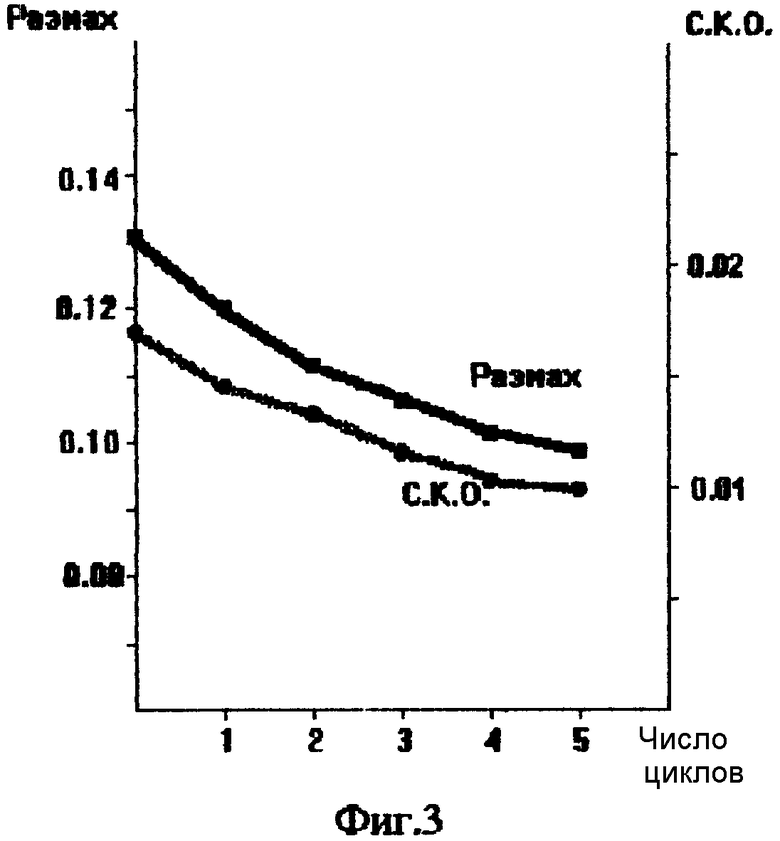
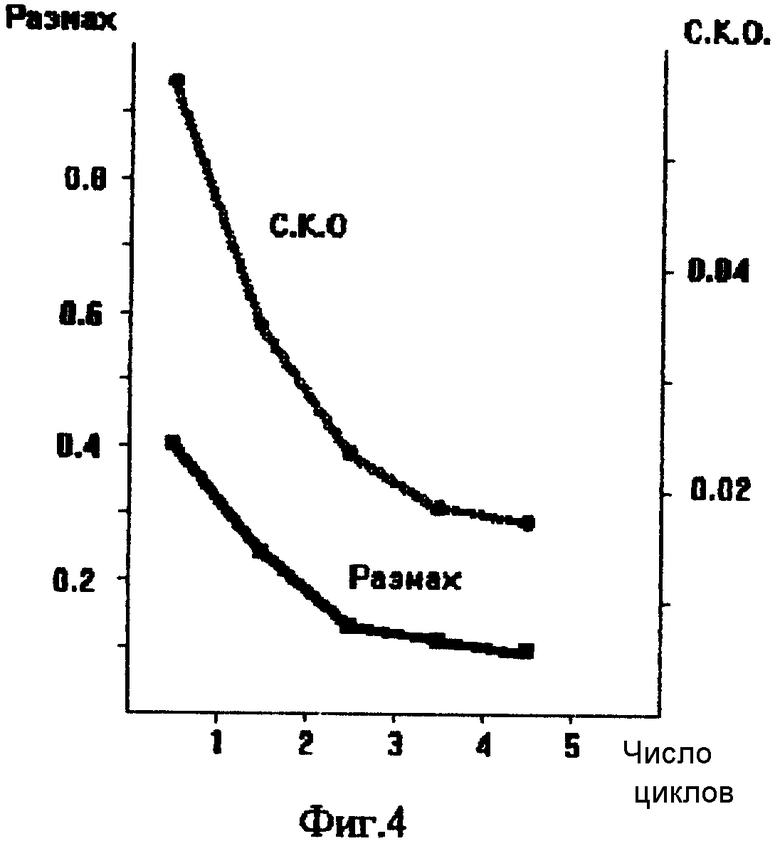
На фиг. 1 изображена зависимость числа участков, выбранных для вычисления промежуточного припуска, от величины коэффициента в левой части условия [0-0.3] Gmin≥Gij≥Gmin; на фиг. 2 - изменение минимальной кривизны ожидаемой поверхности в зависимости от числа циклов операций; на фиг. 3 - изменение амплитуды и с.к.о. ожидаемой поверхности (в долях длины волны 0,6328 мкм) в зависимости от числа циклов операций; на фиг. 4 - изменение амплитуды и с.к. о. полученного припуска (в долях длины волны) в зависимости от числа циклов операций; на фиг. 5 - топографическая карта исходной поверхности; на фиг. 6 - объемное изображение топографии исходной поверхности; на фиг. 7 - объемное изображение топографии промежуточного припуска после первого цикла выделения м. с. о. ; на фиг. 8 - объемное изображение топографии ожидаемой поверхности после первого цикла выделения м. с. о.; на фиг. 9 - объемное изображение промежуточного припуска после шестого цикла выделения м.с.о.; на фиг. 10 - объемное изображение ожидаемой топографии поверхности после шестого цикла выделения м.с.о.; на фиг. 11 - топографическая карта окончательного суммарного припуска (топографическая карта м.с.о.); на фиг. 12 - объемное изображение топографической карты суммарного припуска; на фиг. 13 - топографическая карта поверхности, обработанной предложенным способом; на фиг. 14 - топографическая карта м.с.о. поверхности после обработки.
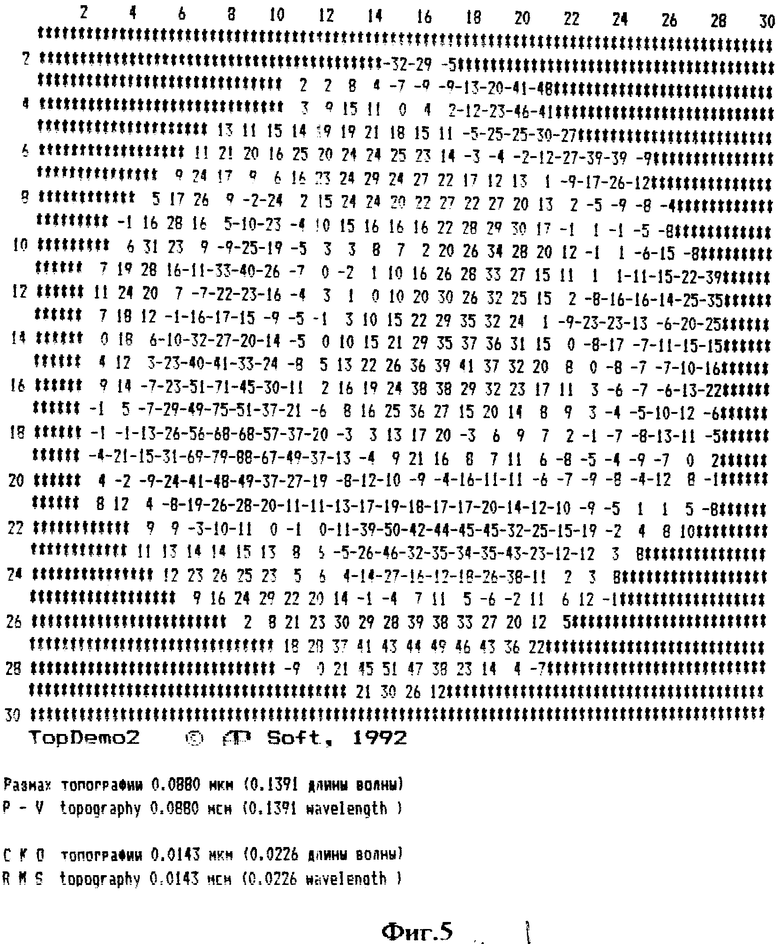
Способ реализуется следующим образом. Строится топографическая карта поверхности оптической детали (см. фиг.5) и по ней формируется топографическая карта мелкоструктурной ошибки поверхности. Для этого топографическая карта поверхности анализируется по признаку локальной кривизны. Для каждого участка ij вычисляется значение локальной кривизны поверхности Gij: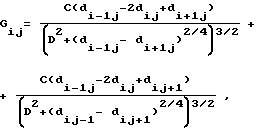
где
C и D - эмпирически подобранные коэффициенты, а dij - величина отклонения поверхности на участке ij.
Локальная кривизна характеризуется знаком и величиной параметра Gij. Если Gij = 0, то это означает, что поверхность участка ij является плоской, положительные Gij указывают на вогнутые участки, отрицательные - на выпуклые, и чем меньше (больше) величина Gij, тем более круто выгнут (вогнут) участок поверхности.
Производится селекция участков, кривизна которых Gij удовлетворяет условию:
[0 - 0.3]Gmin≥Gij≥Gmin,
где
Gmin - минимальное значение их всех Gij для данной топографической карты. Это позволяет отобрать для обработки только выпуклые участки поверхности с отрицательной кривизной (нулевая левая часть), доступные для обработки полированием, или выбрать из них наиболее круто изогнутые (левая часть равна 0,3 Gmin), вносящие наибольший вклад в м.с.о. Увеличение левой части в положительную сторону включит в число участков, подлежащих обработке, ряд вогнутых участков, которые невозможно обработать полированием. С другой стороны, выбор левой части меньше 0,3Gmin сильно сокращает число участков, что делает процедуру неэффективной, приводит к увеличению числа циклов. Для примера на фиг. 1 приведена зависимость числа участков (N), отобранных для обработки, от величины левой части условия. Как видно из графика, изменение значения левой части от 0 до 0,3 сокращает число выбранных участков почти в 10 раз.
Для выбранных участков определяется величина промежуточного припуска по отношению к участкам ближайшего окружения по формуле:
Iij = dij - (di-lj + di+lj + dij+l + dij-l)/4.
Затем вычисляется топографическая карта ожидаемой поверхности (now) как разность между анализируемой топографической картой (old) и полученными значениями промежуточных припусков.
После этого вышеописанные операции повторяют в цикле до тех пор, пока не будет выполнено условие:
(Gmin(old) - Gmin(now))/Gmin(now) ≤[0,1-0,3],
Выбор значения правой части более 0,3 обрывает цикл преждевременно, оставляя нереализованной возможность более качественного сглаживания поверхности. С другой стороны, уменьшение этого значения менее 0,1 увеличивает количество циклов, несмотря на то, что в последних циклах существенного улучшения поверхности не наблюдается. На фиг. 2 приведено характерное изменение минимальной кривизны ожидаемой поверхности в зависимости от числа циклов, на фиг. 3 - изменение размаха и с.к.о. топографии ожидаемой поверхности в зависимости от числа циклов, а на фиг.4 - аналогичное изменение размаха и с.к.о. топографий промежуточных припусков. Из приведенных графиков видно, что наиболее эффективный выбор наблюдается для циклов, в которых соответственно происходит резкое уменьшение абсолютной величины минимальной локальной кривизны.
Далее вычисляется окончательный припуск как сумма промежуточных припусков и производится расчет технологических сеансов обработки, после чего поверхность обрабатывается на автоматизированных станках. После обработки поверхность контролируется и строится топографическая карта поверхности с выделением топографической карты мелкоструктурной ошибки и оценкой ее параметров. Если полученная поверхность не удовлетворяет требуемым критериям по м. с.о., весь технологический цикл повторяется.
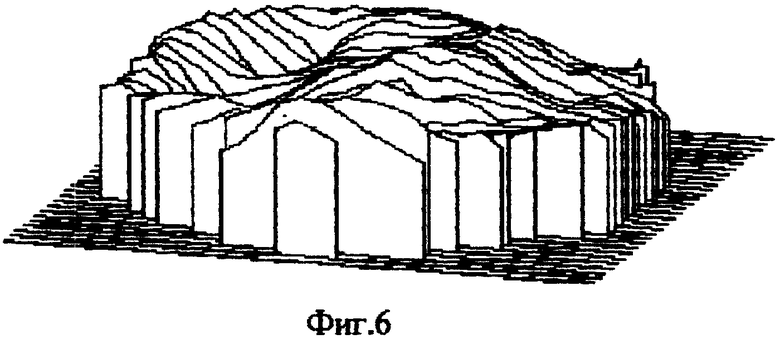
Указанный способ был реализован на практике при обработке оптических деталей на станках серии АД. На фиг. 5 показана топографическая карта исходной оптической поверхности, размах и с.к.о. отклонений которой равны 0,0880 и 0,0143 мкм соответственно. На фиг. 6 для наглядности показано объемное изображение топографии этой поверхности. Видно, что топография поверхности построена ломаными линиями и не является гладкой.
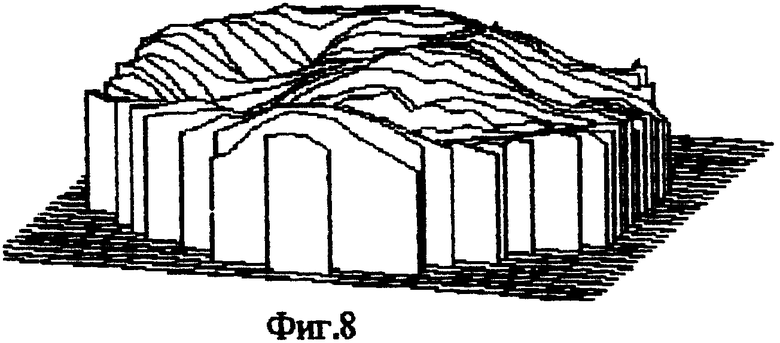
Исходная топография была проанализирована по признаку локальной кривизны, и для отобранных выпуклых участков была построена топографическая карта промежуточного припуска после первого цикла, объемное изображение которого (масштаб по вертикали для наглядности увеличен) приведено на фиг. 7 . Его размах составляет 0,0088 мкм, а с.к.о. 0,0016 мкм. Хорошо видно, что выбранные участки приурочены не только к вершинам, но и к склонам исходной топографии. Топографическая карта ожидаемой поверхности после первого цикла, объемное изображение которой приведено на фиг. 8, не показывает значительного выглаживания поверхности - ее размах 0,0836 мкм, а с.к.о. 0,0139 мкм.
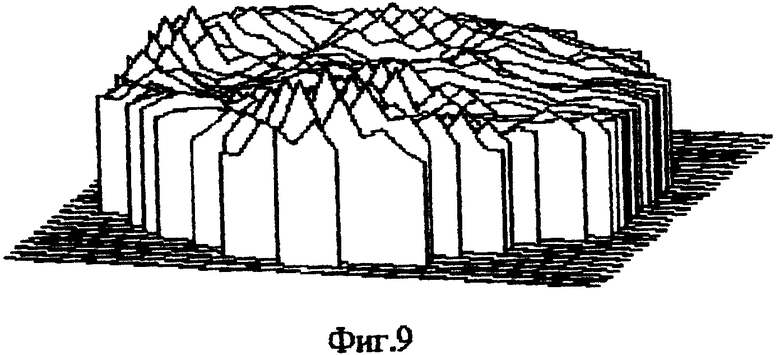
Вышеуказанная операция проведена в цикле 6 раз. На фиг. 9 приведено объемное изображение топографической карты промежуточного припуска после шестого цикла. Видно, что критерию отбора стало удовлетворять большее число участков поверхности, однако вклад их стал меньше - размах топографии промежуточного припуска составляет 0,0031 мкм, а с.к.о. 0,0007 мкм.
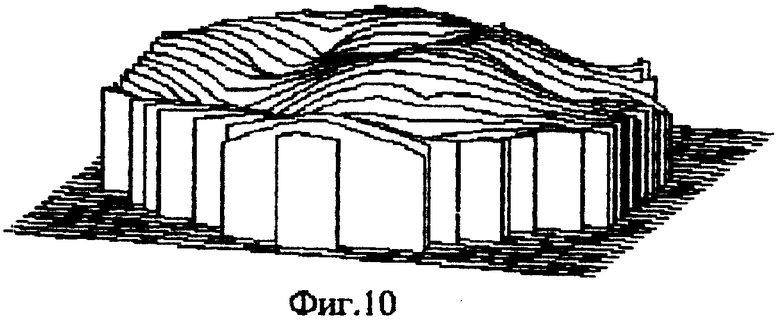
Объемное изображение ожидаемой топографической карты поверхности после шестого цикла приведено на фиг. 10, ее размах составляет 0,0741 мкм, а с.к. о. 0,0128 мкм. По сравнению с исходной топографией поверхность стала выглядеть значительно глаже, хотя ее параметры размаха и с.к.о. изменились незначительно.
Промежуточные припуски были просуммированы. Топографическая карта окончательного припуска приведена на фиг. 11, а его объемное изображение - на фиг. 12. Размах окончательного припуска 0,0197 мкм, с.к.о. 0,0056 мкм. Видно, что припуск имеет ломаный характер и отличается мелкой структурой.
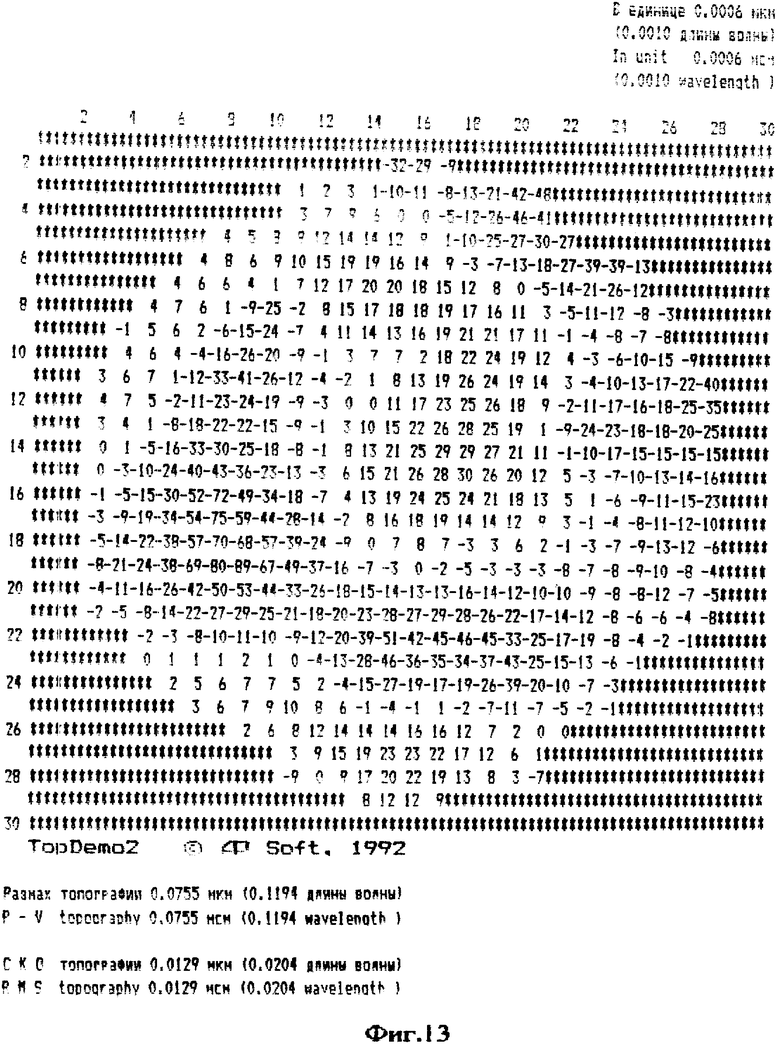
По топографической карте окончательного припуска был проведен сеанс автоматизированной обработки. Полученная поверхность была проконтролирована, ее топографическая карта приведена на фиг. 13. Размах топографии составляет 0,0755 мкм, а с.к.о. 0,0129 мкм.
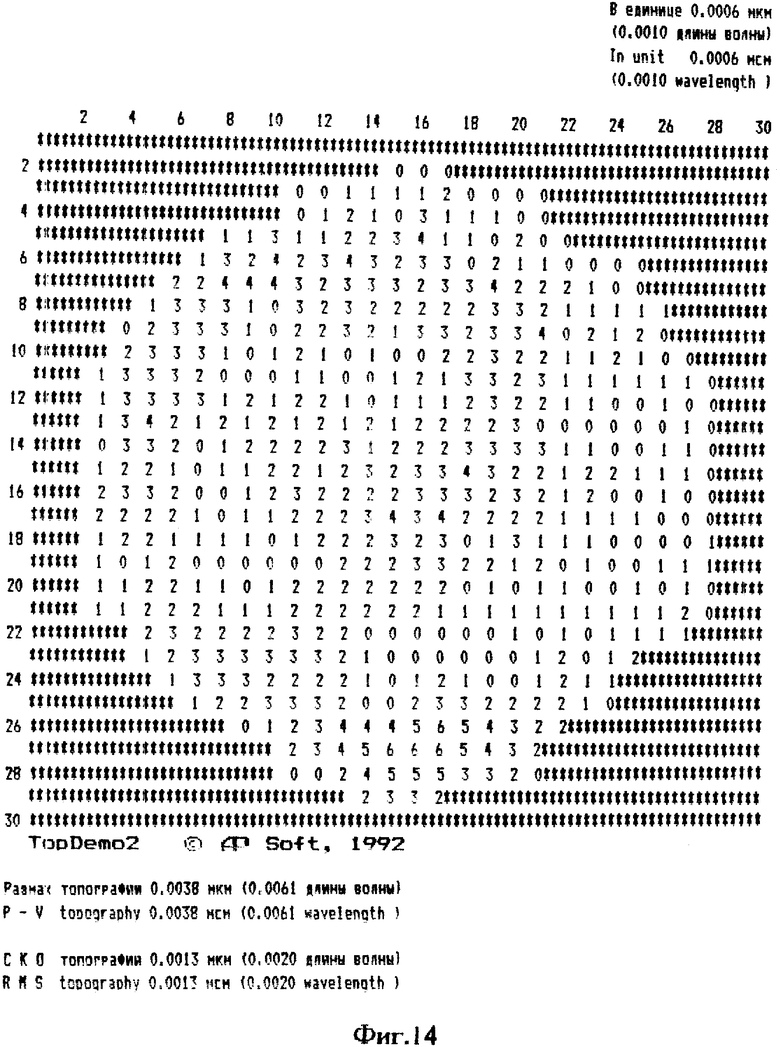
Проведенный анализ по признаку локальной кривизны и построение топографической карты мелкоструктурной ошибки, представленной на фиг. 14, показал, что величина м.с.о. после обработки составляет по размаху 0,0038 мкм, а по с.к.о 0,0013 мкм, т.е. меньше м.с.о. исходной поверхности в 5 раз по размаху и в 4 раза по с.к.о. Полученный результат подтверждает эффективность предлагаемого способа для уменьшения мелкоструктурной ошибки.
Положительный эффект при использовании предлагаемого способа заключается в повышении точности оптических поверхностей за счет уменьшения м.с.о. без ухудшения других параметров поверхности - размаха и с.к.о, причем для реализации способа не требуется дополнительного оборудования и инструментальной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей оптических деталей | 1987 |
|
SU1577942A1 |
| Способ формообразования поверхностей астрономических зеркал | 1989 |
|
SU1779552A1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |
| Способ обработки крупногабаритных оптических деталей | 1987 |
|
SU1563946A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| СПОСОБ ЭЛЛИПСОМЕТРИЧЕСКОГО КОНТРОЛЯ ТОПОГРАФИЧЕСКОГО РЕЛЬЕФА, МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ И ДЕФЕКТНОСТИ ПЛЕНОК НА ПОДЛОЖКАХ | 2020 |
|
RU2744821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-ФОКУСНОГО УЗЛА | 1990 |
|
RU1771329C |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |




Использование: в технологии обработки деталей, в частности в технологии автоматизированного формообразования оптических поверхностей малым инструментом и автоматизированного управления процессом формообразования. Сущность: оптическую поверхность анализируют по признаку локальной кривизны, а припуск на обработку определяют только для выпуклых участков, обладающих кривизной больше допустимой. Строят топографическую карту новой поверхности путем вычитания полученных припусков из первоначальной топографической карты. Повторяют вышеописанные операции "n" раз. Припуск на обработку определяют суммированием припусков, полученных в каждом цикле. Производят обработку требуемых участков. 14 ил.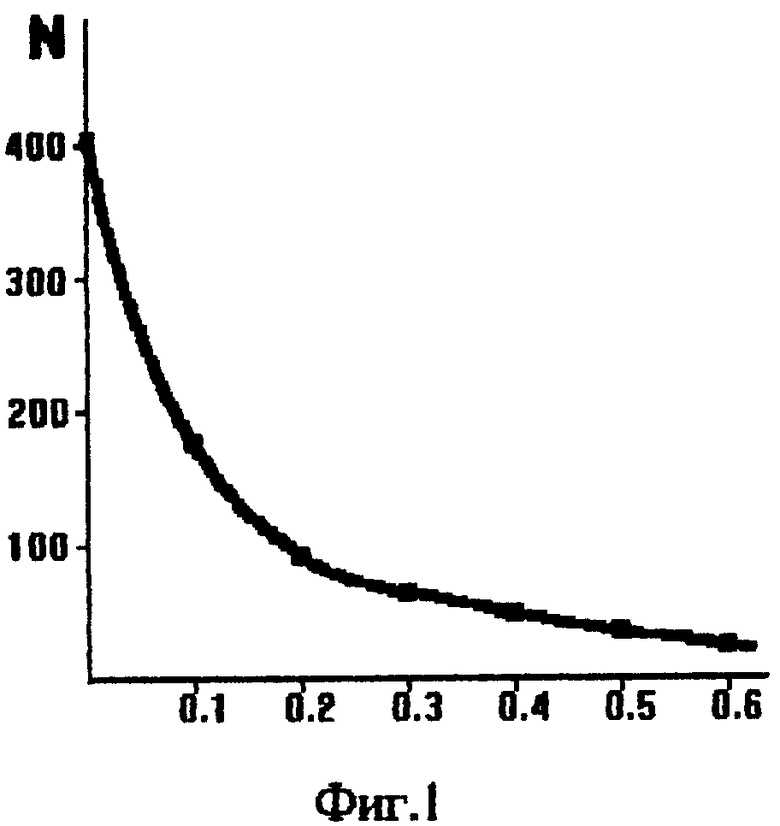
Способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом, при котором производят обработку с учетом получения требуемых параметров поверхности по размаху и среднеквадратическому отклонению, отличающийся тем, что после упомянутой обработки строят топографическую карту мелкоструктурной ошибки, для чего определяют выпуклые участки ij поверхности, значения локальной кривизны Gi j которых удовлетворяют условию
[0 - 0,3] Gm i n> = Gi j> = Gm i n,
где Gm i n - минимальная локальная кривизна поверхности,
определяют для упомянутых участков величину промежуточного припуска Ii j по формуле
Ii j = di j - (di - lj + di + lj + di j + 1 + di j - 1) / 4,
где di j - величина отклонения поверхности от требуемой на участке ij,
и с учетом полученных промежуточных припусков строят топографическую карту ожидаемой поверхности, указанные операции производят в цикле до удовлетворения условия
(Gm i n(old)- Gm i n(now)) / Gm i n)(now) < = [0,1 - 0,3],
где Gm i n(old) и Gm i n(now) - минимальные значения локальной кривизны поверхности на предыдущем и текущем циклах,
а окончательный припуск выбирают равным сумме промежуточных припусков, по которому и производят обработку.
| RU, авторское свидетельство, 1324829, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
