Изобретение относится к технологическому процессу формирования оптических элементов из оптических материалов, в частности, плавленого кварца, заданной формы поверхности с образующей поверхности, имеющей ось симметрии, проходящую через произвольную точку пространства.
Известный метод, обеспечивающий минимальную ошибку формы поверхности оптических элементов при их производстве - притир. Притир осуществляется при контакте заготовки с полировальником по всей ее поверхности, что и обеспечивает наилучшие результаты обработки. Таким методом изготавливаются плоские и сферические оптические элементы достаточно высокого качества - получающееся среднеквадратическое отклонение формы поверхности от расчетной на уровне 10 нм. Но это не удовлетворяет требованиям мягкого рентгеновского (MP) и экстремального ультрафиолетового (ЭУФ) диапазонов длин волн, для которых требуемая точность формы - RMS (root-mean square - среднеквадратическое отклонение) ~0,5-5 нм. Специфика метода (притир осуществляется при вращении полировальника) приводит к тому, что значительную долю в отклонении формы поверхности от расчетной составляют осесимметричные ошибки, требующие последующей коррекции. Более того, для решения широкого круга задач, например, расширения поля зрения оптической системы, требуются поверхности со значительным отклонением профиля от сферы (асферические поверхности). Изготовление таких поверхностей методом притира не представляется возможным. Асферические поверхности формируются в основном путем обработки поверхности малоразмерным режущим инструментом.
Например, в документах (патент RU 2609610 «Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации» (опубл. 02.02.2017 г., МПК В24В 13/06); патент US 7164964 «Method for producing an aspherical optical element» (опубл. 16.01.2007 г., МПК G06F 19/00), авторское свидетельство SU 947113 «Способ формообразования поверхностей оптических деталей» (опубл. 30.07.1982 г., МПК С03С 23/00) и CN 101376229 А «Processing method and device for forming aspheric surface part by numerical control tangent line turning method» (опубл. 04.03.2009 г., МПК B24B 13/04)) описываются различные виды режущего или полирующего инструмента и способы контроля, позволяющие создавать асферические оптические элементы как осесимметричные, так и внеосевые. Однако такой подход приводит к значительному ухудшению качества поверхности, из-за биений инструмента и/или детали формируются высокочастотные ошибки формы поверхности (М.Н. Торопов, А.А. Ахсахалян, И.В. Малышев, М.С. Михайленко, А.Е. Пестов, Н.Н. Салащенко, А.К. Чернышов, Н.И. Чхало, «Линзовый корректор волнового фронта для изучения плоских поверхностей», Журнал технической физики, 2021, т. 91, вып.10, с. 1583-1587), что также не позволяет использовать полученные по этой методике оптические элементы в изображающих системах MP и ЭУФ диапазонов длин волн.
Таким образом, чтобы довести поверхность до требований MP и ЭУФ диапазонов длин волн, приходится проводить финишную коррекцию, что осуществляется методом ионно-пучкового травления (IBF - ion beam figuring). Коррекция осуществляется путем сканирования малоразмерным ионным пучком по поверхности детали. С помощью такого подхода удается получить поверхности с точностью формы по параметру RJV1S на уровне 1 нм и менее (Y. Lu, X. Xie, L. Zhou, Z. Dai, G. Chen, «Improve optics fabrication efficiency by using a radio frequency ion beam figuring tool», Applied Optics, 2017, 56, 260-266; Zhang Y., Fang F., Huang W., Fan W, «Dwell Time Algorithm Based on Bounded Constrained Least Squares Under Dynamic Performance Constraints of Machine Tool in Deterministic Optical Finishing)), International Journal of Precision Engineering and Manufacturing-Green Technology, 2021, 8, 1415-1427). Для этих целей используются ионные источники с размером ионного пучка диаметром до нескольких мм и значением ионного тока в пучке до нескольких мА. Например, в патенте CN 105328535 «Nanometer-precision optical curved-face ion beam processing method based on non-linear modeling)) (опубл. 07.11.2017 г., МПК B24B 1/00, B24B 13/00) и в патенте CN 103831675 «Device and method for processing ion beam of large-diameter optical element)) (опубл. 30.03.2016 г., МПК B24B 1/00) предложены алгоритмы расчета процесса коррекции и предложены источники ускоренных ионов, формирующие малоразмерный ионный пучок. Причем в CN 105328535 предлагается задавать диаметр пучка за счет применения обрезающих диафрагм, что не целесообразно, поскольку с уменьшением диаметра отверстия квадратично падает ток ионов и, соответственно, скорость обработки. В патенте CN 103831675 предлагается использовать источник с фокусировкой ионного пучка, что более эффективно, но даже в этом случае скорость обработки поверхности будет очень низкой из-за малого размера ионного пучка и тока ионов. Поэтому такой двухстадийный процесс (механическая асферизация с последующей коррекцией) является чрезвычайно сложным и требующим значительного времени.
Как альтернативная может быть рассмотрена методика асферизации формы поверхности путем нанесения тонкопленочных покрытий на исходно сферическую подложку, выполненную по технологии притира. Например, в патенте US 5745286 «Forming aspheric optics by controlled deposition)) (опубл. 28.04.1998 г., МПК G02B 3/02, G02B 5/10, G02B 005/08, G02B 001/10) предложено наносить такое покрытие методом магнетронного напыления через вращающуюся перед деталью, соосную с ней, фигурную диафрагму. Это хорошо контролируемый процесс, позволяющий создавать точное распределение толщины пленки по поверхности, однако, этот метод обладает рядом недостатков. Во-первых, такой подход применим только при изготовлении подложек для зеркал, преломляющие оптические элементы с его помощью сформировать не получится. Во-вторых, в силу низкой скорости магнетронного напыления удается формировать асферики с перепадом высот не более единиц мкм. В-третьих, из-за сильного разлета потока частиц создать большой градиент толщины вдоль радиуса также очень затруднительно.
Поэтому в последнее время все чаще предлагают осуществлять асферизацию для оптических систем коротковолнового диапазона длин волн по методике, предложенной в конце XX века (Eisenberg N.P., Carouby R., Broder J, «Aspheric generation on glass by ion beammilling», Proceedings of SPIE, 1988, 1038, 279-287), а именно путем вращения детали позади фигурной диафрагмы, ограничивающей широкий ионный пучок. Существуют источники с очень большими (несколько сотен мА) токами ионов и высокой параллельностью ионного пучка (N.I. Chkhalo, LA. Kaskov, I.V. Malyshev, M.S. Mikhaylenko, A.E. Pestov, V.N. Polkovnikov, N.N. Salashchenko, M.N. Toropov, I.G. Zabrodin, «High-performance facility and techniques for high-precision machining of optical components by ion beams», Precision Engineering, 2017, 48, 338-346), что позволяет проводить значительные съемы материала со скоростью несколько мкм в час и формировать практически сколь угодно большой градиент глубины травления вдоль радиуса. Возникающие при таком методе формирования (вращение вокруг оси симметрии) асферических поверхностей ошибки (ошибки в длительности обработки, в форме и позиционировании диафрагмы) будут иметь значительную осесимметричную составляющую. Такие ошибки могут быть эффективно убраны по этой же методике, если выделить из общей ошибки формы осесимметричную составляющую.
Наиболее близкое по технической сущности изобретение представлено в патенте CN 106736990 «Aspherical ion beam forming device and aspherical ion beam forming method» (опубл. 05.03.2019 г., МПК B24B 13/00), в котором описывается устройство и способ формирования асферических поверхностей ионным пучком. Способ-прототип включает поиск сечения диафрагмы, формирующей профиль ионного пучка, и вращение детали позади этой диафрагмы вокруг оси, являющейся осью симметрии оптической детали. Такой подход является очень перспективным и позволяет получать высококачественные асферические поверхности без формирования высокочастотных ошибок формы. Способ позволяет изготавливать как отражающие, так и преломляющие оптические элементы, поскольку на поверхность заготовки не производится никакого напыления. Недостатком описанного способа является невозможность формировать оптические детали произвольной формы, в том числе внеосевые асферические детали.
Задачей, на решение которой направлено данное изобретение, является разработка способа формирования оптических элементов различной формы путем осесимметричного удаления материала с поверхности оптических элементов широким квазипараллельным ионным пучком через фигурную диафрагму, обеспечивающего минимальный объем ошибки формы поверхности, тем самым уменьшающего время обработки оптической детали.
Технический результат достигается за счет того, что разработанный способ осесимметричного удаления материала с поверхности оптических деталей широким квазипараллельным ионным пучком, как и способ-прототип, включает поиск оси вращения оптической детали, расчет сечения формирующей диафрагмы, вращение оптической детали позади этой диафрагмы, формирующей профиль ионного пучка. Новым является то, что производят поиск оси вращения оптической детали как внутри апертуры этой детали, так и вне ее, и расчет профиля травления таким образом, что обеспечивают максимальное уменьшение ошибки формы поверхности оптической детали. Для этого находят глобальный минимум поверхности, перебирают доступные в геометрии установки положения оси вращения, относительно каждой оси вращения разбивают поверхность на концентрические кольца, на каждом кольце вычисляют глубину травления для достижения глобального минимума поверхности, для каждой оси вращения рассчитывают профиль травления и вычисляют объем ошибки формы поверхности после травления, затем выбирают ось вращения, обеспечивающую минимальный объем ошибки формы поверхности после травления.
В частном случае реализации способа для детали произвольной формы находят ось вращения, не проходящую через геометрический центр детали.
В другом частном случае для круглой симметричной детали находят ось вращения, проходящую через геометрический центр детали, а осесимметричные составляющие ошибки формы поверхности выделяют с помощью полиномов Цернике.
Разработанный способ поясняется следующими фигурами.
На фиг. 1 схематично представлена установка для обработки оптической детали по заявленному способу.
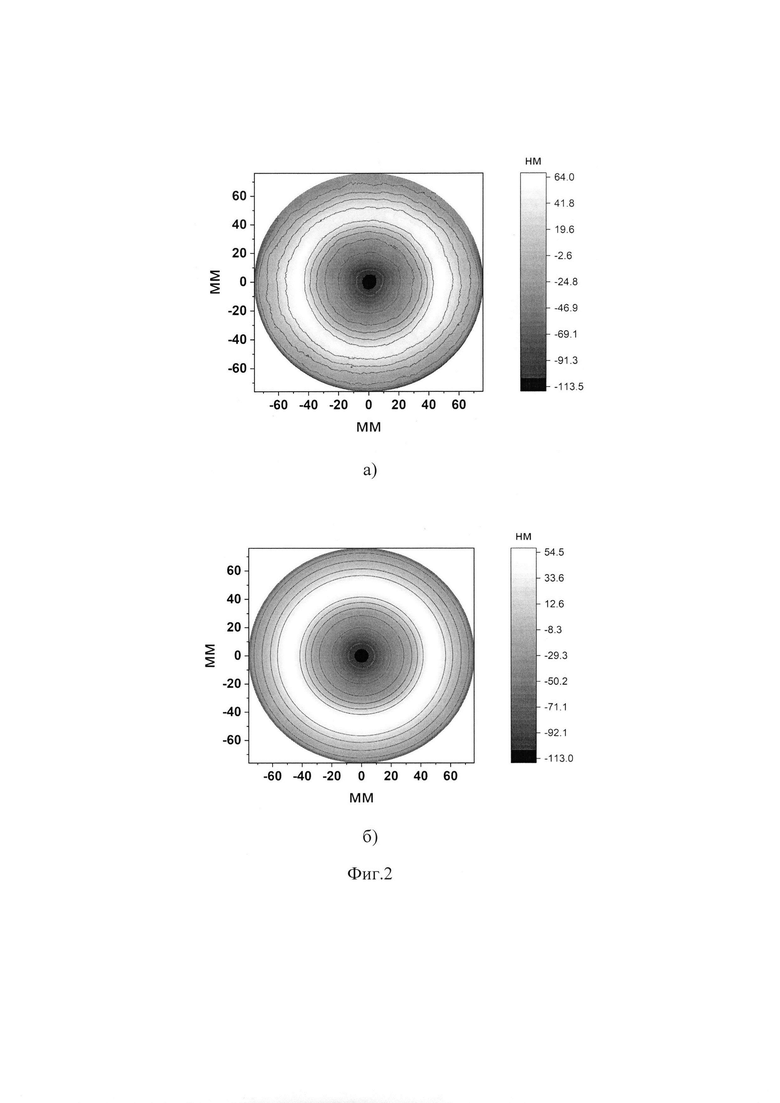
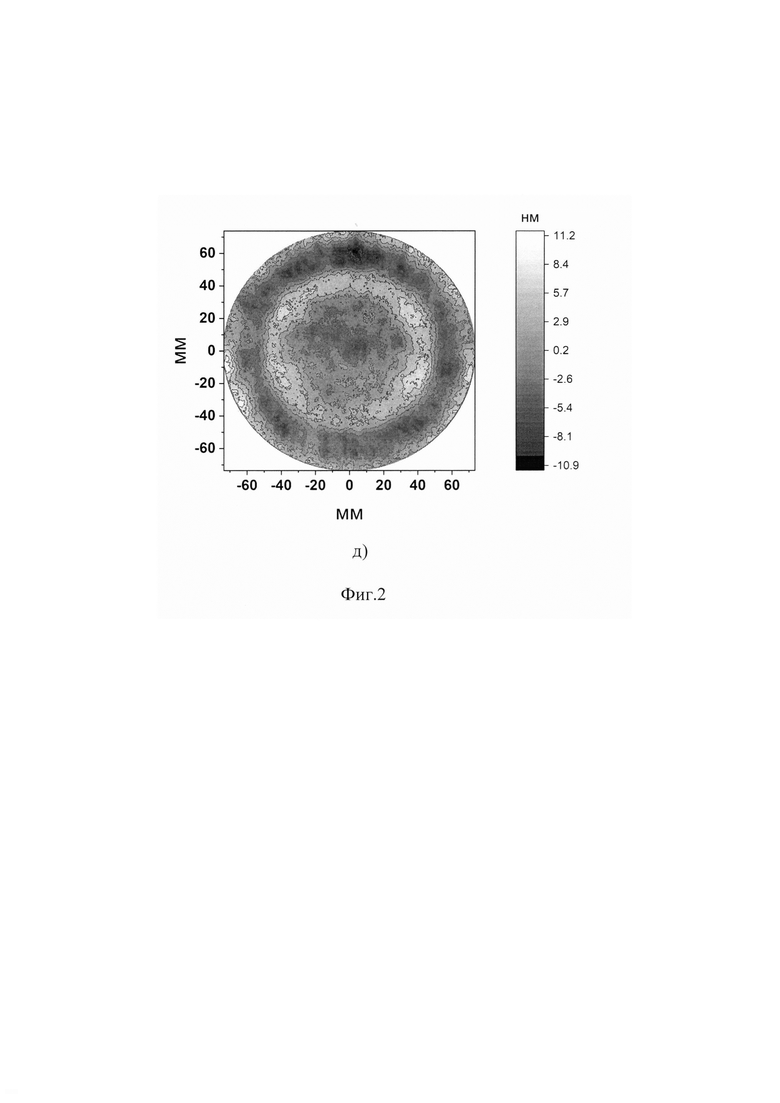
На фиг. 2 представлено для круглой детали: а) карта ошибок формы поверхности (RMS=38,4 нм), б) осесимметричная часть ошибок формы (RMS=36,0 нм), в) профиль осесимметричной части ошибок формы поверхности, г) фигурная диафрагма для удаления материала с поверхности детали, д) карта ошибок формы поверхности после ионной коррекции (RMS=3,5 нм).
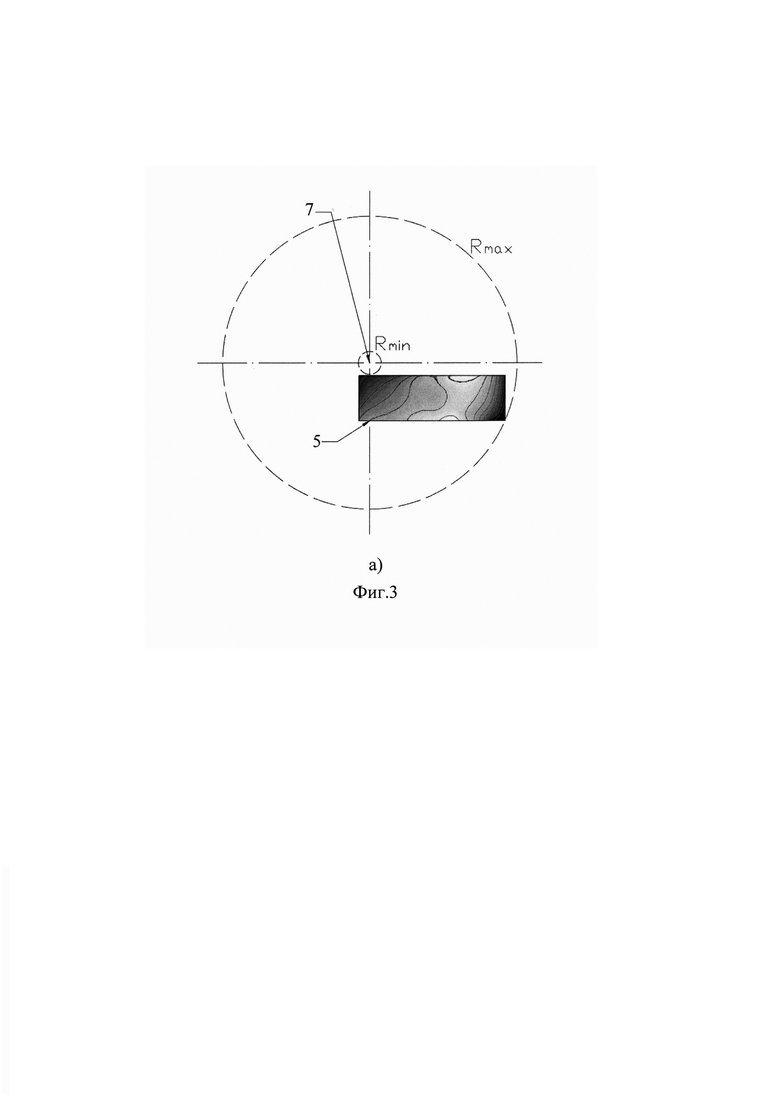
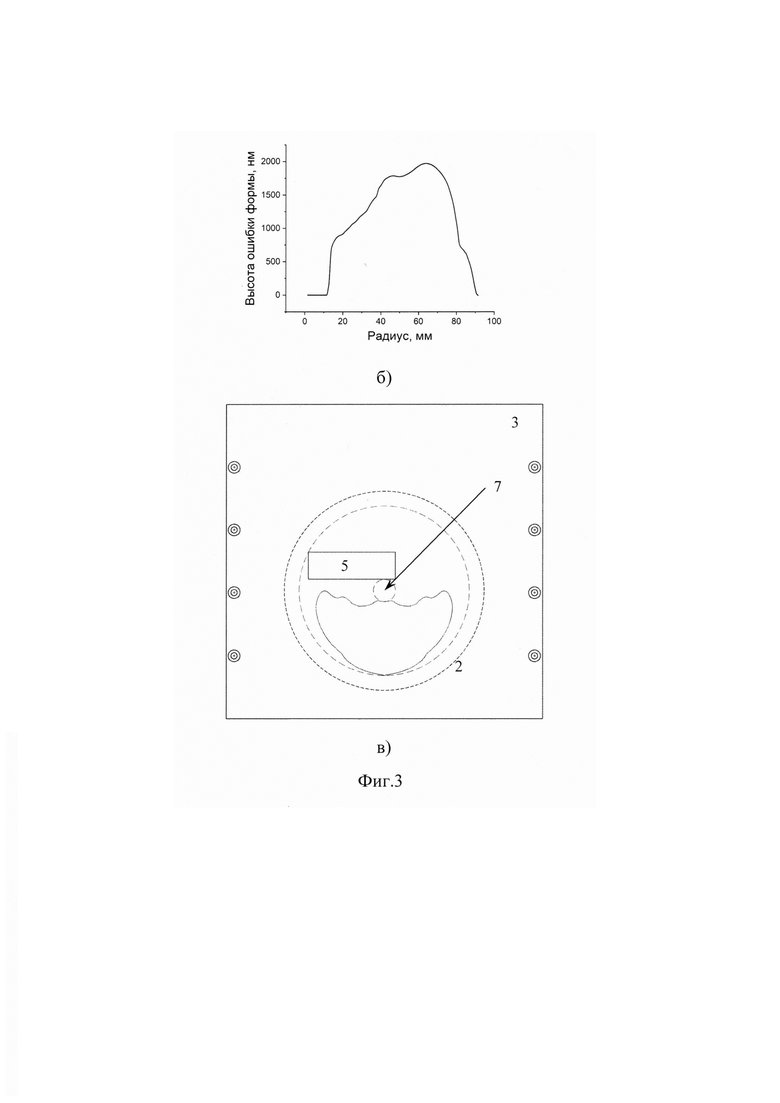
На фиг. 3 представлено для детали произвольной формы: а) схема способа, б) профиль осесимметричной части ошибок формы, в) фигурная диафрагма для удаления материала с поверхности детали.
На фиг. 4 представлено в качестве примера для детали прямоугольной формы: а) карта ошибок формы поверхности до ионной коррекции (RMS=102 нм); б) карта ошибок формы поверхности после ионной коррекции (RMS=2,7 нм).
Авторами предложен способ коррекции формы поверхности широкоапертурным сильноточным ионным пучком, позволяющий существенно снизить длительность наиболее трудоемкой и времязатратной процедуры - финишной коррекции локальных ошибок формы малоразмерным ионным пучком (IBF). Способ предлагает расчет фигурной диафрагмы, ограничивающей профиль пучка таким образом, чтобы при вращении обрабатываемой детали позади диафрагмы на ее поверхности производился съем материала, заданный рассчитанным профилем.
В случае круглых деталей, для которых центр осесимметричных ошибок совпадает с центром детали, вращение производят вокруг оси симметрии детали. Профиль травления определяют из карты ошибок формы поверхности. Осесимметричная часть ошибки формы выделяется с помощью обнуления всех неосесимметричных полиномов Цернике, описывающих отклонение формы поверхности от идеальной.
В случае деталей произвольной формы, где невозможно однозначно выделить осесимметричную часть ошибки формы поверхности с помощью полиномов Цернике, производится поиск оси вращения, проходящей через произвольную точку пространства, обеспечивающей максимальное уменьшение ошибки формы поверхности. В частном случае поиск осуществляется в пределах возможных перемещений моторизованного столика используемой установки. Авторами использовалась установка, описанная в статье (N.I. Chkhalo, LA. Kaskov, I.V. Malyshev, M.S. Mikhaylenko, A.E. Pestov, V.N. Polkovnikov, N.N. Salashchenko, M.N. Toropov, I.G. Zabrodin «High-performance facility and techniques for high-precision machining of optical components by ion beams», Precision Engineering, 2017, V. 48, p. 338-346). В качестве критерия поиска профиля травления выбрана минимизация остаточного объема материала, который необходимого удалить для доведения формы поверхности до достижения требуемой точности.
Таким образом, разработанный способ позволяет проводить асферизацию и/или коррекцию профиля поверхности осесимметричных и внеосевых деталей. Работает заявленный способ следующим образом.
Широкоапертурный ионный источник 1 с плоской ионно-оптической системой формирует квазипараллельный пучок ускоренных ионов 2 (фиг. 1). Этот пучок 2, проходя через формирующую профиль ионного пучка диафрагму 3, преобразуется в пучок требуемого сечения 4 и попадает на вращающуюся вокруг некоторой оси оптическую деталь 5, закрепленную на поворотном столике 6. Таким образом, при вращении детали 5 с ее поверхности будет удаляться часть материала, которая представляет собой некоторую фигуру вращения, ограниченную образующей - профилем травления.
Поиск оси вращения оптической детали 5 производят как внутри апертуры этой детали 5, так и за ее пределами. Для детали 5 произвольной формы находят ось вращения, не проходящую через ее геометрический центр. А для круглой симметричной детали 5 находят ось вращения, проходящую через ее геометрический центр, являющейся и осью симметрии такой детали 5.
Далее выполняют расчет профиля травления таким образом, чтобы обеспечить максимальное уменьшение ошибки формы поверхности оптической детали 5. Для этого находят глобальный минимум поверхности и перебирают доступные в геометрии установки положения оси вращения. Относительно каждой оси вращения разбивают поверхность на концентрические кольца, на каждом кольце вычисляют глубину травления для достижения глобального минимума поверхности. Для каждой оси вращения рассчитывают профиль травления и вычисляют объем ошибки формы поверхности после травления. Затем выбирают ось вращения, обеспечивающую минимальный объем ошибки формы поверхности после травления.
Профиль травления может быть обусловлен задачей асферизации либо выделен из ошибок формы поверхности, и центр профиля травления может как совпадать с осью симметрии детали 5, так и не совпадать, в общем случае ось вращения может проходить через произвольную точку пространства.
Алгоритм расчета диафрагмы 3 сводится к поточечной свертке искомого профиля травления и распределения ионного тока в пучке 4.

где ϕ(r) - функция формы маски в полярных координатах (вектор-столбец радиусов и соответствующих им углов раствора),
ω - угловая скорость вращения детали 5 в оборотах/минуту (характеристика поворотного столика 6),
F(r) - требуемый профиль травления в виде одномерной карты, то есть зависимость глубины травления от радиуса детали 5,
v(r) - распределение скорости травления, получаемое путем нормировки распределения ионного тока в пучке 4 на скорость травления для данной пары газ-материал мишени.
В случае круглой детали 5 профиль травления для коррекции формы поверхности может быть выделен непосредственно из карты ошибок формы, полученной на интерферометре, которую можно представить в виде разложения в ряд по полиномам Цернике. Существуют четные и нечетные многочлены Цернике. Четные многочлены определяют следующим образом:

Нечетные полиномы определяют как:

где m и n - целые неотрицательные числа, n>=m,
ρ - радиус,
ϕ - азимутальный угол.
Радиальная часть многочленов определяют следующим образом:

Выделяя четные полиномы с m=0, можно описать осесимметричную часть аберрации.
В случае элементов с произвольной формой границы разложение по полиномам Цернике является неоднозначным, следовательно, необходимо рассматривать все возможные (в частном случае, реализуемые в пределах установки) траектории движения заготовки в области ионного пучка 4, и найти профиль травления, обработка в соответствии с которым приведет к наилучшему результату. Для оценки качества проводимой обработки необходимо ввести метрику в пространстве решений, которая бы показывала, насколько хорошим является построенное решение. Существует множество вариантов описания качества поверхности, например, по параметру RMS, по построению функции спектральной плотности мощности PSD (power spectral density), и т.д. По каждому из них можно оценивать проводимую обработку и контролировать изменение поверхности. В данном случае используется критерий минимизации объема ошибок формы поверхности.
Минимизация объема ошибок формы, остающегося после обработки пучком 4 от широкоапертурного источника 1, приводит к уменьшению времени финишной обработки малоразмерным ионным пучком (методика IBF). Это является разумным, так как локальная коррекция формы малоразмерным ионным пучком позволяет получить поверхность с заданной точностью, но при этом скорость обработки в несколько раз ниже, чем при использовании широкоапертурного источника 1.
Карта ошибок формы поверхности задается в формате (x, y, z) на сетке с фиксированным шагом. Таким образом, объемом карты ошибок формы поверхности можно считать сумму значений высот на карте ошибок формы поверхности относительно уровня самой низкой точки (глобального минимума поверхности), умноженную на площадь одной ячейки координатной сетки.

где Hi - значение ошибки поверхности в i-ой точке,
Hms - глобальный минимум на карте поверхности,
Sячейки - площадь одной ячейки координатной сетки.
При осесимметричной обработке материал, удаленный с поверхности в ходе травления, описывается фигурой вращения. Это значит, что глубина травления в конкретной точке поверхности зависит от радиуса, на котором находится данная точка относительно оси вращения, и не зависит от угла.
Рассмотрим случай, когда профиль травления Н(r) задается следующим образом:

В таком случае травление будет происходить только в пределах кольца с внутренним радиусом r0, и внешним радиусом r0+δr. В ходе такой обработки будет произведен равномерный съем материала по всей площади кольца на глубину X.
Запишем изменение объема поверхности в зависимости от глубины травления X. Можно выделить два случая: меняется глобальный минимум поверхности или нет, формулы (7) и (8) соответственно.
Если глубина травления X оказывается меньше разности минимального значения на кольце Hmr и глобального минимума поверхности Hms:
X<(Hmr-Hms), то есть глобальный минимум не меняется, то

Если же Х>(Hmr-Hms), то есть глобальный минимум меняется, то

где V0 - объем карты поверхности до травления,
V - объем карты поверхности после травления,
Х - глубина травления на кольце,
Sкольца - площадь кольца,
Sповерхности - площадь всей поверхности,
Hmr - минимальное значение ошибки формы поверхности на кольце,
Hms - минимальное значение ошибки формы всей поверхности.
То есть при травлении на кольце на глубину, которая оказывается ниже глобального минимума всей поверхности, происходит замена этого глобального минимума, и оставшийся объем на карте ошибок начинает увеличиваться.
Раскроем скобки в уравнении (8) и получим уравнение (9):

Из этого уравнения можно видеть, что при условии Sповерхности>2 * Sкольца объем будет увеличиваться с ростом X. За счет того, что δr может быть взят произвольно малым, мы можем выполнить условие малости площади кольца по сравнению с площадью всей поверхности для любого r0.
 стремится к 0 при δr стремящимся к 0.
стремится к 0 при δr стремящимся к 0.
Таким образом, для достижения наилучшего результата (минимизации объема карты ошибок формы поверхности) необходимо, чтобы после обработки минимальное значение на каждом из радиусов равнялось минимальному значению на всей поверхности (10).

Таким образом, алгоритм поиска оси вращения и профиля травления для деталей выглядит следующим образом:
- находят глобальный минимум поверхности,
- перебирают возможные оси вращения, в частном случае, оси вращения, доступные в геометрии установки,
- разбивают поверхность на концентрические кольца относительно каждой оси вращения,
- на каждом кольце находят глубину травления для достижения глобального минимума поверхности,
- для каждой оси вращения рассчитывают профиль травления и вычисляют объем ошибки формы поверхности после травления,
- выбирают ось вращения, обеспечивающую минимальный объем ошибки формы поверхности после травления.
Этот же подход справедлив для формирования внеосевых асферических элементов или оптических элементов круглой формы, где невозможно выделить осесимметричную составляющую ошибку формы поверхности. В первом случае ось вращения и профиль травления будет наперед задан (рассчитанный профиль асферизации оптического элемента из задачи асферизации). Во втором случае поиск оси вращения осуществляется также по описанному выше алгоритму.
По предлагаемому способу авторами были изготовлены две детали: круглая, представленная на фиг. 2, и деталь произвольной формы (фиг. 3).
На фиг. 2 представлена подложка зеркала-коллектора. Для обеспечения расчетного размера пятна фокусировки от источника размером 50 мкм аберрационные искажения волнового фронта по параметру RMS должны быть не более 5 нм. Исходные ошибки формы составляли RMS=38,4 нм (фиг. 2а). Обработка малоразмерным ионным пучком такой поверхности по расчету занимает около 38 часов. Время коррекции формы широкоапертурным пучком 4 через диафрагму 3 составило 36 мин. На фиг. 2г представлена фигурная диафрагма 3, через которую проходил пучок ускоренных ионов 2, и на деталь 5 попадал пучок требуемого сечения 4. Для круглой детали 5 ось вращения (центр вращения 7) проходит через геометрический центр детали 5. Финишная коррекция малоразмерным ионным пучком для достижения требуемых параметров составила 3,5 часа. Таким образом, суммарное время обработки детали 5 было уменьшено почти в 10 раз с 38 часов до 4 часов. После коррекций (одной осесимметричной широкоапертурным ионным пучком и двух локальных малоразмерным ионным пучком) формы поверхности зеркала ошибки волнового фронта были уменьшены до RMS ~ 3,5 нм (фиг. 2д).
На фиг. 3 представлена деталь 5 произвольной формы Si<110> кристалл монохроматор для синхротрона ESRF (габаритные размеры 80×30×30 мм, рабочая область поверхности 75×25 мм). Углы падения излучения на поверхность элемента лежат в пределах 0,5° от поверхности (скользящее падение). В данном случае на поверхности нужно минимизировать угловой RMS∠ (разброс углов от плоскости). Исходные параметры: RMS∠ ~ 15 μrad (что соответствует RMS ~ 100 нм). Требования: RMS∠ ~ 0,2 μrad (то есть RMS ~ 6 нм). Таким образом, необходимо уменьшить RMS поверхности с ~100 нм до ~6 нм. Обработка поверхности малоразмерным ионным пучком такой поверхности по расчету занимает ~22 часа. Время коррекции формы через диафрагму 3 широкоапертурным пучком 4 составило 105 мин. При этом расчетный центр вращения 7 находился вне детали 5 (см. фиг. 3a). Деталь 5 в ходе обработки вращается вокруг центра вращения 7 и находится внутри кольца ограниченного радиусами Rmin и Rmax (Rmin - минимальное расстояние от центра вращения 7 до края детали 5, Rmax - максимальное расстояние от центра вращения 7 до крайней точки детали 5). Финишная коррекция малоразмерным ионным пучком для достижения требуемых параметров заняла 3,5 часа. Таким образом, суммарное время обработки детали 5 было уменьшено почти в 4 раза с 22 часов до 5 часов 15 мин. После коррекций (одной осесимметричной широкоапертурным ионным пучком и трех локальных малоразмерным ионным пучком) ошибки формы поверхности уменьшены до RMS ~ 2,7 нм (фиг. 4).
Таким образом, предложенный способ позволяет обрабатывать оптические детали произвольной формы путем осесимметричного удаления материала с поверхности оптических элементов широким квазипараллельным ионным пучком через фигурную диафрагму. Разработанный способ обеспечивает значительное сокращение времени обработки оптической детали и минимизацию объема ошибки формы поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления материала с поверхности оптических деталей для формирования оптических элементов с формой поверхности в виде внеосевого сегмента эллипсоида вращения | 2024 |
|
RU2838647C1 |
| Способ формирования на поверхности оптических элементов астигматизма и более высоких порядков полиномов Цернике с коэффициентами n=m (n≥2) | 2023 |
|
RU2810680C1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| ВЫСОКОРАЗРЕШАЮЩАЯ ОПТИЧЕСКАЯ СИСТЕМА ОДНОМЕРНОГО КВАЗИЛИНЕЙНОГО СКАНИРОВАНИЯ ЛАЗЕРНЫМ ПУЧКОМ | 2002 |
|
RU2227313C1 |
| Способ формообразования оптических поверхностей | 1979 |
|
SU878530A1 |
| Способ асферизации поверхности вращения с применением "маски" | 1975 |
|
SU557909A2 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |
| Способ изготовления зонных пластин | 2022 |
|
RU2793078C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |



Изобретение относится к технологическому процессу формирования оптических элементов из оптических материалов заданной формы поверхности. Согласно изобретению производят поиск оси вращения оптической детали как внутри апертуры этой детали, так и вне ее, находят глобальный минимум поверхности, перебирая доступные в геометрии установки положения оси вращения. Относительно каждой оси рассчитывают профиль травления, а затем выбирают ось вращения, обеспечивающую минимальный объем ошибки формы поверхности после травления. Изобретение обеспечивает максимальное уменьшение ошибки формы поверхности оптической детали, тем самым уменьшающего время обработки оптической детали. 2 з.п. ф-лы, 4 ил.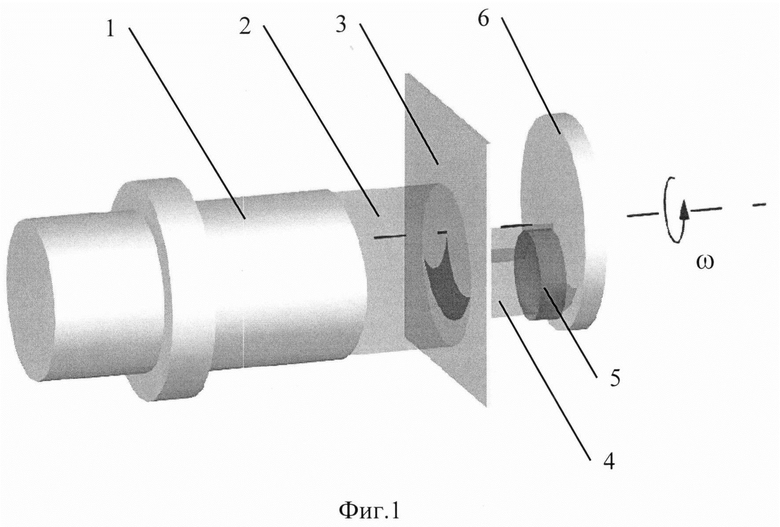
1. Способ осесимметричного удаления материала с поверхности оптических деталей широким квазипараллельным ионным пучком, включающий поиск оси вращения оптической детали, расчет сечения формирующей диафрагмы, вращение оптической детали позади этой диафрагмы, формирующей профиль ионного пучка, отличающийся тем, что производят поиск оси вращения оптической детали как внутри апертуры этой детали, так и вне ее, и расчет профиля травления таким образом, что обеспечивают максимальное уменьшение ошибки формы поверхности оптической детали, для этого находят глобальный минимум поверхности, перебирают доступные в геометрии установки положения оси вращения, относительно каждой оси вращения разбивают поверхность на концентрические кольца, на каждом кольце вычисляют глубину травления для достижения глобального минимума поверхности, для каждой оси вращения рассчитывают профиль травления и вычисляют объем ошибки формы поверхности после травления, затем выбирают ось вращения, обеспечивающую минимальный объем ошибки формы поверхности после травления.
2. Способ осесимметричного удаления материала с поверхности оптических деталей широким квазипараллельным ионным пучком по п. 1, отличающийся тем, что для детали произвольной формы находят ось вращения, не проходящую через геометрический центр детали.
3. Способ осесимметричного удаления материала с поверхности оптических деталей широким квазипараллельным ионным пучком по п. 1, отличающийся тем, что для круглой симметричной детали находят ось вращения, проходящую через геометрический центр детали, а осесимметричные составляющие ошибки формы поверхности выделяют с помощью полиномов Цернике.
| CN 106736990 B, 05.03.2019 | |||
| US 7164964 B2, 16.01.2007 | |||
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ формообразования поверхностей оптических деталей | 1980 |
|
SU947113A1 |
| Установка для обработки оптическихпОВЕРХНОСТЕй издЕлий | 1978 |
|
SU834800A1 |

