Данное изобретение относится к обладающему новизной способу и к применяющей этот способ установке для производства листов бумажного материала, имеющего по существу жесткую структуру, например, подходящего для использования вместо обычного волнистого картона при изготовлении коробок, упаковок и т.п.
Данное изобретение также относится к бумажной продукции, производимой этим способом.
В известном уровне техники хорошо известен т.н. волнистый картон, сформированный из одного или нескольких внутренних слоев волнистой бумаги разной толщины и из плоских листов, наклеенных на две стороны каждого волнистого слоя. Эта структура имеет свойство создания жесткости при минимальном использовании материала. С другой стороны, это производство относительно усложнено, поскольку обычно необходимо изготавливать относительно толстую бумагу обычными способами производства бумаги. Этой бумаге затем можно придать волнистость, покрыть клеем и накрыть с обеих сторон плоскими листами другой бумаги, которую также производят обычными способами. До недавнего времени все это необходимо было умеренно прессовать, чтобы обеспечить приклеивание; нарезать на панели и оставлять для высыхания. Соответственно это производство относительно сильно усложнено, поскольку бумаге необходимо придать волнистость, точно ее разместить, склеить вместе плоские листы и пр. Всегда необходимо изготавливать исходную бумагу с известными проблемами обычного бумажного производства.
Особенность волнистого картона, иногда являющаяся недостатком, заключается в разной жесткости, которую он обеспечивает в направлении длины волнистостей в отношении ортогонального направления. Для устранения этого недостатка предложен картон, выполненный из нескольких волнистых слоев, склеенных вместе, и при этом волнистости расположены в разных направлениях. Это решение усложняет производство волнистого картона в еще большей степени. Также нужно помнить, что непрерывное производство возможно только в том случае, когда волнистость выполняют со складками, проходящими поперек хода производственной линии, или, в лучшем случае, с минимальным наклоном по отношению к указанному направлению хода.
Патент США №5290621 раскрывает производство отдельных гофрированных пластинчатых панелей, выполняемых в три этапа из деревянных мелких осколков в сочетании с термореактивной смолой. Разумеется, этот основной материал отличается от бумажного материала, используемого в области техники данного изобретения, и поэтому его поведение на протяжении производственных этапов и характеристики конечной продукции значительно отличаются от данного изобретения.
Общая задача данного изобретения заключается в устранении упоминаемых выше недостатков за счет создания бумажного материала в листах, имеющих жесткость, сопоставимую с жесткостью волнистого картона; с минимальным расходом материала, со сниженной себестоимостью и с упрощением производства. Еще одна задача данного изобретения заключается в создании способа производства и установки, применяющей указанный способ.
Ввиду этой задачи согласно данному изобретению создан способ непрерывного производства листов с по существу жесткой структурой бумажного материала, включающий в себя операции, согласно которым измельчают бумагу для получения бумажных хлопьев, распределяют хлопья с получением состоящего из хлопьев покрытия, разбрызгивают на покрытие клеящую жидкость, выполняют первое сжатие покрытия с получением первого уплотнения хлопьев, при этом сохраняя по существу плоскую конфигурацию покрытия; выполняют второе сжатие покрытия с получением еще одного уплотнения хлопьев; и во время указанного второго сжатия выполняют одновременное формование для обеспечения непрерывного производства листа с множеством углублений удлиненной формы, придающих жесткость и расположенных по меньшей мере в двух разных направлениях по площади листа.
В соответствии с принципами данного изобретения создана установка для непрерывного производства листов с по существу жесткой структурой бумажного материала, содержащая средство измельчения бумаги для получения бумажных хлопьев, распределяющее средство для распределения хлопьев в виде равномерного слоя, чтобы сформировать покрытие из хлопьев; разбрызгивающее средство для обрызгивания покрытия клеящей жидкостью; средство равномерного прессования для осуществления первого сжатия покрытия в целях обеспечения первого уплотнения хлопьев с одновременным сохранением по существу плоской конфигурации покрытия; и средство фасонного прессования для осуществления второго сжатия покрытия в целях обеспечения второго уплотнения хлопьев с помощью средства фасонного прессования, которое во время указанного второго сжатия выполняет одновременное формование в целях обеспечения непрерывного производства листа с множеством упрочняющих углублений удлиненной формы, расположенных по меньшей мере в двух разных направлениях по площади листа.
Также согласно принципам данного изобретения создан лист с по существу жесткой структурой бумажного материала, состоящего из прессованных бумажных хлопьев, отличающийся тем, что содержит множество упрочняющих углублений удлиненной формы, расположенных по меньшей мере в двух разных направлениях по площади листа.
Для пояснения обладающих новизной принципов данного изобретения и его преимуществ по сравнению с известным уровнем техники далее следует изложение его возможных осуществлений с помощью прилагаемых чертежей - в качестве неограничивающего примера применения указанных принципов.
На чертежах:
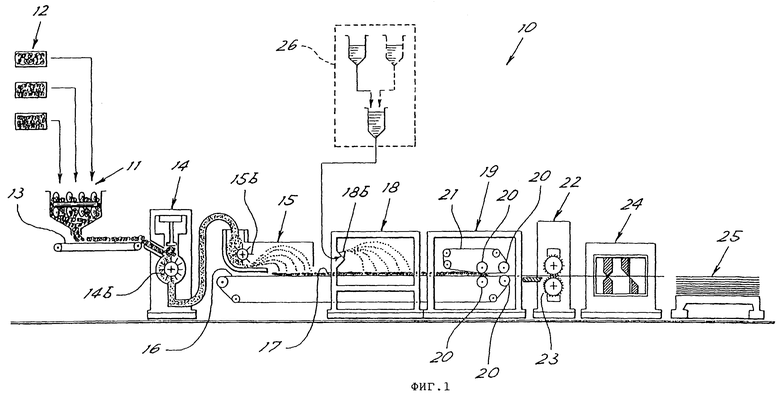
Фиг.1 схематически изображает производственную установку для производства бумажного материала согласно данному изобретению;
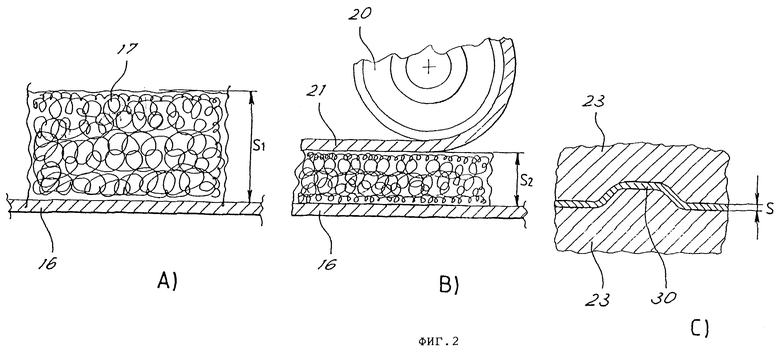
Фиг.2 схематически изображает этапы обработки материала;
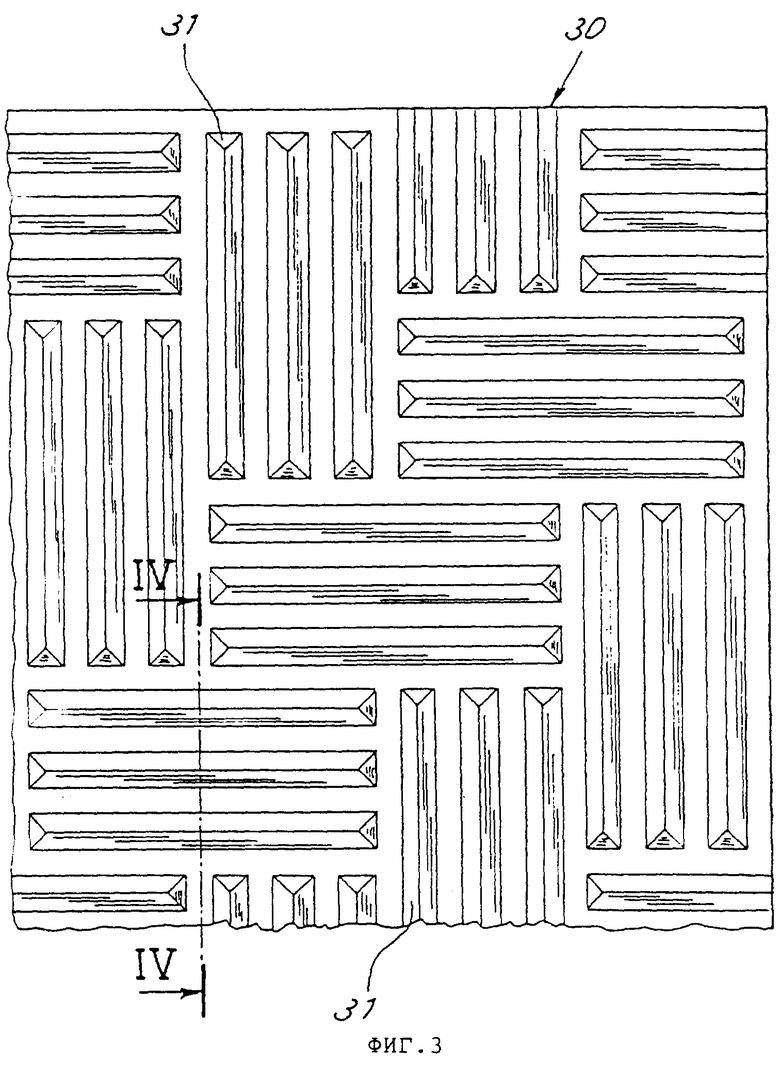
Фиг.3 изображает вид сверху материала, получаемого в соответствии с данным изобретением;
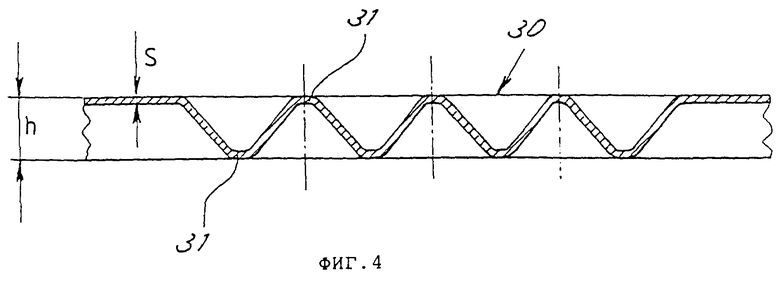
Фиг.4 изображает поперечное сечение по плоскости IV-IV, указанной на Фиг.3.
Обращаясь к чертежам: Фиг.1 изображает производственную установку согласно данному изобретению. Установка, в целом обозначенная позицией 10, содержит емкость 11 для смешивания бумажной массы 12 из разных источников. Емкость выгружают на конвейер 13, который доставляет бумагу в средство 14 измельчения для получения бумажных хлопьев, т.е. частиц бумаги небольшого размера, выглядящих как “пух”.
Средство измельчения предпочтительно имеет зубчатый вращающийся барабан 14b, на который подают бумажную массу.
Бумажные хлопья, выходящие из средства 14 измельчения, подают на распределительное средство 15, которое распределяет их на ленточном конвейере 16 с образованием по существу равномерного покрытия 17. Распределительное средство преимущественно содержит вращающиеся лопасти 15b, которые поднимают и рассыпают хлопья в виде дождя по ленточному конвейеру, тем самым обеспечивают покрытие из хлопьев, очень удобное для последующей обработки.
Сформированное таким образом покрытие поступает на пункт 18 разбрызгивания, где разбрызгивающее средство обрызгивает его предпочтительно распыленным облаком с помощью разбрызгивателей 18b дождевального распыления клеящей жидкостью, поступающей из емкости 26. Клей может быть в той или иной степени разбавлен водой. Например, клей может быть на основе винила.
Обрызганное покрытие проходит через средство равномерного прессования, состоящее из пункта 19 первого уплотнения, в котором покрытие подвергают первому сжатию для создания первого уплотнения хлопьев, при этом сохраняя по существу плоскую конфигурацию покрытия и обеспечивая уменьшение толщины.
Средство равномерного прессования предпочтительно содержит прижимные валики 20, установленные друг против друга между противолежащими полосами ремня 16 и верхним противоремнем 21.
После этого утонченное и уплотненное покрытие подают на пункт 22 второго уплотнения, где средство фасонного прессования подвергает покрытие второму сжатию, чтобы обеспечить второе уплотнение. Во время второго уплотнения средство фасонного прессования выполняет одновременное формование, чтобы получить лист с множеством упрочняющих углублений согласно приводимому ниже объяснению.
Средство фасонного прессования содержит противолежащие взаимодополняющие накатные валики 23, между которыми проходит покрытие, выходящее из средства равномерного прессования.
Лист или ленту, таким образом сформированные и взятые по его/ее конечной толщине s, можно направить в известный пункт 24 травления, складывания и нарезания для производства отдельных листов, которые будут уложены в стопы в известном пункте 25 укладки в стопы.
Фиг.2 иллюстрирует изменения конфигурации покрытия из хлопьев во время различных этапов производственного способа, выполняемого упомянутой установкой. Фиг. 2а иллюстрирует покрытие из хлопьев первой толщины s1 пункта 18 разбрызгивания и первого пункта 19 уплотнения. Фиг.2b иллюстрирует покрытие, толщина которого уменьшена до толщины S2 и которое выходит из первого пункта 19 уплотнения. Во время сжатия толщина S1 покрытия из бумажных хлопьев уменьшается по меньшей мере наполовину и предпочтительно от трех до пяти раз от исходной толщины, чтобы осуществить первое уплотнение хлопьев с получением определенного сцепления внутри покрытия.
Фиг.2с изображает покрытие во время прохождения через средство 23 фасонного прессования. Это средство уменьшает толщину материала по меньшей мере еще в пять раз, и предпочтительно от пяти до десяти раз, и достигает окончательной толщины S, и при этом указанное средство придает ему форму для обеспечения нужной жесткости в соответствии со следующим ниже объяснением. Толщина S может составлять около 2 мм.
Фиг.3 и 4 иллюстрируют предпочтительную конфигурацию получаемого листа 30. Эта конфигурация проявила себя как особо предпочтительная для создания удовлетворительной жесткости листа при уменьшенном расходовании материала.
Согласно Фиг.3 полученный таким образом лист имеет множество углублений 31. Углубления имеют удлиненную форму и расположены по меньшей мере в двух разных направлениях по площади листа. Два разных направления расположены под прямыми углами друг к другу, и впадины сгруппированы в группах, каждая из которых состоит, например, из трех впадин. Впадины каждой группы расположены рядом друг с другом и параллельно, и группы расположены таким образом, что направлены в указанных двух направлениях вдоль зигзагообразных линий таким образом, что не образуют преимущественно прямых линий складывания по площади листа.
Согласно Фиг.4 по существу трапецеидальные углубления имеют высоту h, равную по меньшей мере четырехкратной, и предпочтительно шестикратной толщине S листа.
Согласно Фиг.2, 3 и 4 накатные валики 23 должны во взаимно дополняющем порядке воспроизводить на своей поверхности углубления и выступы, изображаемые на Фиг.3 и 4 и имеющие интервал, примерно равный S, между двумя валиками.
Теперь ясно, что сформулированные выше задачи решены.
Было установлено, что предлагаемый способ применим для формирования глубоких углублений в бумажном изделии, не разрывая его, чтобы получить относительно тонкий лист, но с удовлетворительным сопротивлением деформированию, пригодный для использования вместо обычного волнистого картона, например для изготовления коробок. “Хлопьевидная” структура обеспечивает возможность прохождения материала во время придания ему определенной формы, чтобы избежать разрыва сжатого и утолщенного покрытия.
Было установлено, что первое частичное уплотнение придает покрытию такую консистенцию и деформируемость, которые обеспечивают равномерное распределение материала в ямках, которые размечают последующий рисунок. На этом этапе важно, чтобы материал не уплотнялся на дне ямок, поскольку он не ведет себя как текучая среда, и будут оставаться зоны вне дна ямки с минимальной плотностью и поэтому с недостаточным сопротивлением.
Напротив, если довести покрытие до его конечной плотности, то будут возникать разрывы из-за недостаточной пластической деформации материала.
Углубление, полученное в соответствии с данным изобретением, является предпочтительно глубоким, т.е. с формированием выступов, имеющих некоторый габарит, измеряемый ортогонально к листу и являющийся кратным толщины материала.
Естественно в приводимом выше описании осуществления обладающие новизной принципы данного изобретения даны в качестве неограничивающего примера указанных принципов в рамках исключительного заявляемого в данном документе права. Например, углубления могут быть также только частично пересекающимися, чтобы быть непрямолинейными, или с волнистым рисунком.
Изобретение предназначено для использования в производстве тары и упаковки. Способ и производственная установка для производства листов с по существу жесткой структурой бумажного материала содержат операции, согласно которым бумагу измельчают для получения бумажных хлопьев, распределяют хлопья для получения покрытия из хлопьев, обрызгивают покрытие клеящей жидкостью. Выполняют первое уплотнение хлопьев и второе уплотнение покрытия, во время которого выполняют одновременное формование, чтобы получить лист с множеством упрочняющих углублений. Обеспечивается получение листа с жесткостью, сопоставимой с жесткостью волнистого картона при минимальном расходе материала, низкой себестоимости и упрощении производства. 3 с. и 16 з.п. ф-лы, 4 ил.
- измельчают бумагу для получения бумажных хлопьев,
-распределяют хлопья для получения покрытия из хлопьев,
- обрызгивают покрытие клеящей жидкостью,
- осуществляют первое сжатие покрытия для получения первого уплотнения хлопьев, при этом сохраняя, по существу, плоскую конфигурацию покрытия,
- осуществляют второе сжатие покрытия для получения еще одного уплотнения хлопьев, и
- во время второго сжатия осуществляют одновременное формование для получения непрерывного производства листа с множеством упрочняющих углублений удлиненной формы, расположенных по меньшей мере в двух разных направлениях по площади листа.
- средство измельчения бумаги для получения бумажных хлопьев,
- распределяющее средство для распределения хлопьев в равномерном слое для формирования покрытия из хлопьев,
- разбрызгивающее средство для обрызгивания покрытия клеящей жидкостью,
- средство единообразного прессования для первого сжатия покрытия для получения первого уплотнения хлопьев, с одновременным сохранением, по существу, плоской конфигурации покрытия, и
- средство фасонного прессования для второго сжатия покрытия с получением второго уплотнения хлопьев с помощью средств фасонного прессования, выполняющих во время указанного второго сжатия одновременное формование для образования непрерывного производства листа с множеством упрочняющих углублений удлиненной формы, расположенных по меньшей мере в двух разных направлениях по площади листа.
| US 5290621 А, 01.03.1994 | |||
| КОМПОНОВКА КОММУТАЦИОННОГО ШКАФА С РАМНЫМ КАРКАСОМ КОММУТАЦИОННОГО ШКАФА И СО СМОНТИРОВАННЫМ НА МОНТАЖНОЙ ПЛАТЕ МНОГОПОЛЮСНЫМ МОДУЛЕМ ЗАЩИТЫ ОТ ПРИКОСНОВЕНИЯ | 2020 |
|
RU2776682C1 |
| JP 10278014 А, 20.10.1998 | |||
| JP 9201807 A, 05.08.1997 | |||
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |

