Изобретение в общем имеет отношение к производству изделий из бумаги и картона низкой плотности и к производству изолирующих изделий из них, а в частности имеет отношение к производству чашек, изготовленных из бумаги и картона низкой плотности.
Теплоизолирующие (далее изолирующие) чашки и сосуды широко используют для подачи горячих и холодных напитков и других пищевых продуктов. Такие изделия могут быть изготовлены из самых разных материалов, в том числе из пепополистирола; это могут быть двустенные сосуды и многослойные сосуды на основе бумаги, такие как сосуды из картона, имеющие внешний слой вспененного материала. Сосуды на основе бумаги часто являются более желательными, чем сосуды, изготовленные из материалов на основе стирола, так как обычно легче производить переработку материалов на основе бумаги, которые являются разлагаемыми с помощью микроорганизмов и имеют поверхность, более подходящую для печати. Однако многослойные и многостенные сосуды на основе бумаги являются относительно дорогими в изготовлении по сравнению с изделиями на основе пепополистирола и часто не имеют аналогичных изолирующих свойств. Картонные сосуды, которые имеют внешний изоляционный слой из пенопласта, обычно являются менее дорогими в изготовлении по сравнению с двустенными сосудами, однако их внешняя поверхность менее подходит для печати.
Уже были предприняты попытки улучшения некоторых свойств бумаги за счет введения в бумагу как расширяемых, так и не расширяемых микросфер. Например, в патенте США №3556934 описано производство бумажных изделий для книг, журналов и т.п., в которых нерасширяемые микросферы вводят в композицию бумаги, из которой затем формуют полотно бумаги и производят его сушку. Микросферы расширяются при сушке, что позволяет получить лист, имеющий улучшенную плотность и толщину. Однако в этом патенте имеют дело с бумагой с относительно низкой основной массой, которая не годится для изготовления изолирующих сосудов; в этом патенте отсутствует упоминание относительно использования полученного материала для производства картонных сосудов, имеющих изоляционные свойства, и нет никаких указаний относительно того, как могут быть изготовлены такие изолирующие сосуды, как чашки и т.п.
В связи с изложенным, продолжает существовать необходимость в создании материалов на основе бумаги, которые имеют хорошие изоляционные свойства и которые не являются более дорогими в изготовлении по сравнению с изделиями на основе пепополистирола.
Настоящее изобретение направлено на создание картона низкой плотности, предназначенного для использования при производстве изолирующих сосудов, таких как бумажные чашки. Обычно картонный материал имеет картонное полотно (далее в тексте описания термины "полотно бумаги" и "картонное полотно" являются равнозначными), которое содержит расширенные микросферы и имеет основную массу, которая подходит для изготовления изолирующих сосудов, таких как бумажные чашки, причем в данном случае картон преимущественно имеет основную массу в диапазоне ориентировочно от 325 до 358 г/м2. Картон низкой плотности в соответствии с настоящим изобретением содержит ориентировочно от 0.25 до 10 вес.% (в пересчете на сухой вес) расширенных микросфер и имеет относительно низкую теоретическую (кажущуюся) плотность, которая лежит в диапазоне ориентировочно от 0,38 до 0,64 г/см3, и относительно высокую толщину листа, которая лежит в диапазоне ориентировочно от 610 до 889 микрон - мкм). Эти свойства особенно хорошо подходят для картонных изделий, используемых при изготовлении чашек, в частности чашек, рассчитанных на 16 унций жидкости (с внутренним основным диаметром 5,715 см). Однако следует иметь в виду, что картон низкой плотности в соответствии с настоящим изобретением может найти применение в широком диапазоне применений и размеров изделий, где желательны свойства низкой плотности или тепловая изоляция.
При изготовлении чашек, когда изделие предназначено для содержания жидкости, предпочтительным является нанесение на поверхность картона, контактирующую с жидкостью, защитного покрытия, блокирующего прохождение жидкости в картон. Предпочтительным для этой задачи является покрытие из полиэтилена низкой плотности.
Для чашек и сосудов, предназначенных для горячих жидкостей, обычно необходимо использовать покрытие только на внутренней поверхности картонного сосуда, а в случае охлажденных жидкостей (например, напитков со льдом или охлажденных напитков), когда имеется конденсация на внешней поверхности, следует использовать покрытие на обеих поверхностях.
Картон в соответствии с настоящим изобретением, имеющий указанные диапазоны плотности и толщины листа и предназначенный для производства чашек, преимущественно должен иметь среднюю (то есть для средних MD и CD) прочность внутреннего сцепления около 210×10-3 килоджоулей/м2 - кДж/м2). Эту минимальную прочность внутреннего сцепления вместе с другими свойствами картона полагают необходимой иметь для того, чтобы из картона успешно могли быть получены чашки и другие аналогичные фасонные изделия, без возникновения вредных последствий в результате процесса преобразования (формования). Среди указанных вредных последствий следует указать так называемые "волны", которые могут появляться по высоте чашки в ходе процесса формования чашки, когда картон с полиэтиленовым покрытием охватывает небольшие похожие на рябь деформации в ходе обертывания заготовки вокруг оправки для формования стенки чашки.
Среди других факторов, которые могут влиять на образование волнистости в ходе операций преобразования, можно упомянуть метод нанесения покрытия на картон и вес покрытия. Так, при обычных условиях экструзии полиэтиленового покрытия (скорость и вес), для надлежащего преобразования считают необходимым иметь минимальную среднюю прочность внутреннего сцепления 210×10-3 кДж/м2, причем снижение скорости экструзии на 25 процентов относительно обычной скорости или увеличение веса покрытия ориентировочно на 50 процентов относительно обычного веса обычно позволяет произвести соответствующее снижение минимальной средней прочности внутреннего сцепления ориентировочно до 168×10-3 кДж/м2).
В соответствии с первым аспектом настоящего изобретения поверхность не имеющего покрытия картона низкой плотности имеет шероховатость по шкале чистоты поверхности Шеффилда существенно выше, чем у обычного сырья для изготовления чашек, что достаточно неожиданно приводит к получению сопоставимого качества печати при операции флексографской печати. Таким образом, для типичного картона низкой плотности в соответствии с настоящим изобретением, который годится для изготовления чашек, поверхность не имеющего покрытия картона имеет чистоту поверхности по шкале Шеффилда по меньшей мере около 300SU, а чистоту поверхности PPS10 ориентировочно 6.5 мкм или меньше.
Картон низкой плотности в соответствии с настоящим изобретением отличается от обычного сырья для изготовления чашек, которое каландрируют для обеспечения, среди прочего, намного более высокой плотности, составляющей около 0,704-0,769 г/см3, намного более низкой толщины листа, составляющей около 508 мкм, и связанной с этим относительно гладкой поверхности в диапазоне ориентировочно от 160 до 200 SU, что полагают необходимым для получения приемлемого качества печати. Указанные более высокая плотность и более низкая толщина листа картона приводят к повышению теплопроводности картона (то есть к снижению желательной теплоизоляции).
В соответствии с другим аспектом в изобретении предложен способ изготовления картона низкой плотности, подходящего для использования при производстве изолирующих сосудов, таких как чашки. Этот способ предусматривает использование бумажной массы, которая содержит целлюлозные волокна и ориентировочно от 0.25 до 10 вес.%, а преимущественно ориентировочно от 5 до 7 вес.%, в пересчете на сухой вес, расширяемых микросфер, формование полотна картона из бумажной массы на бумагоделательной машине и сушку и каландрирование полотна картона до теоретической плотности в диапазоне ориентировочно от 0,38-0,64 г/см3, а преимущественно ориентировочно от 0,416-0,64 г/см3, и толщины листа ориентировочно от 610 до 889 мкм, а преимущественно ориентировочно от 711 до 889 мкм.
В соответствии с еще одним аспектом настоящего изобретения предлагается способ изготовления из картона изолирующего сосуда, такого как бумажная чашка. Этот способ предусматривает использование бумажной массы, которая содержит целлюлозные волокна и ориентировочно от 0.25 до 10 вес.%, а преимущественно ориентировочно от 5 до 7 вес.%, в пересчете на сухой вес, расширяемых микросфер, формование полотна картона из бумажной массы на бумагоделательной машине и сушку и каландрирование полотна картона до теоретической плотности в диапазоне ориентировочно от 0,38 до 0,64 г/см3, а преимущественно ориентировочно от 0,416 до 0,64 г/см3, и толщины листа ориентировочно от 610 до 889 мкм, а преимущественно ориентировочно от 711 до 889 мкм, с прочностью внутреннего сцепления по меньшей мере около 169×10-3 кДж/м2), а преимущественно по меньшей мере около 210×10-3 кДж/м2, и с чистотой поверхности по Шеффилду около 300 SU или выше, а затем формование из полотна картона сосуда, такого как бумажная чашка, которая содержит полотно картона по меньшей мере на участке боковой стенки чашки.
Картонные полотна (ленты), изготовленные в соответствии с настоящим изобретением, имеют повышенные изоляционные свойства по сравнению с обычными однослойными картонными полотнами, причем их стоимость производства существенно меньше, чем многослойного картона или картона, имеющего внешнее покрытие из пенопласта. Картон низкой плотности может быть использован для изготовления чашек и других изолирующих сосудов на обычном технологическом оборудовании, с минимальной потерей скорости оборудования и со сниженной тенденцией к образованию волнистости и других дефектов обычных операций.
Ключевой характеристикой настоящего изобретения является использование расширяемых микросфер в составе бумаги и получение в результате относительно низкой плотности и высокой толщины листа картона, который содержит расширенные сферы. Несмотря на то, что ранее считали, что наличие микросфер в составе бумаги оказывает вредное влияние на физические свойства полученных материалов в некоторых конечных применениях, авторы настоящего изобретения обнаружили, что при производстве материалов в соответствии с настоящим изобретением полученный картон может быть легко преобразован в сосуды, такие как изолирующие чашки. Не желая связывать себя никакой теорией, можно однако полагать, что подходящий изолирующий картон, имеющий прочность, которая требуется для операций формования чашек, может быть получен за счет существенного увеличения толщины листа материала и снижения его плотности (по сравнению с обычными видами картона) при поддержании относительно высокой прочности внутреннего сцепления.
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания его предпочтительных вариантов, данных в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
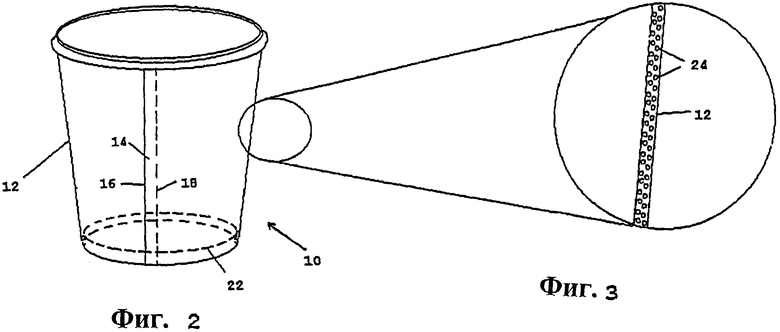
На фиг.1 показан тепловой поток через стенку чашки во времени, для чашки, которая может выдерживать температуру воды 190°F.
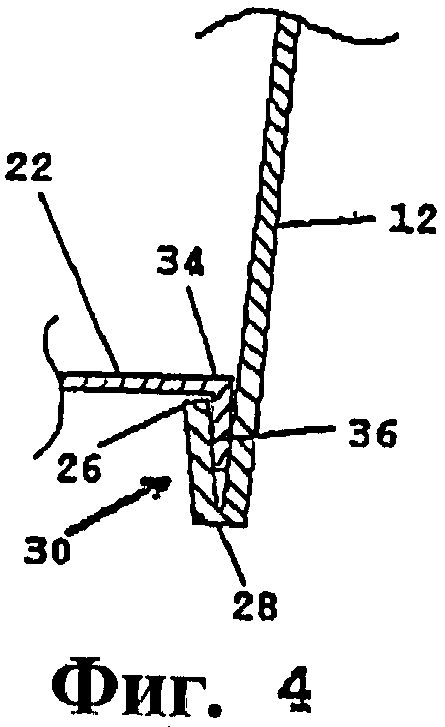
На фиг.2 показан схематично вид в перспективе чашки из изолирующего картона, изготовленной в соответствии с настоящим изобретением.
На фиг.3 показано поперечное сечение участка стенки картонной чашки, изготовленной в соответствии с настоящим изобретением.
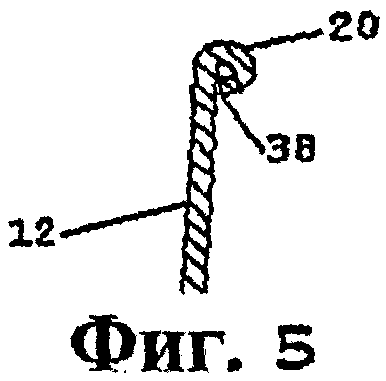
На фиг.4 показано поперечное сечение соединения между участком дна и участком боковой стенки чашки в соответствии с настоящим изобретением.
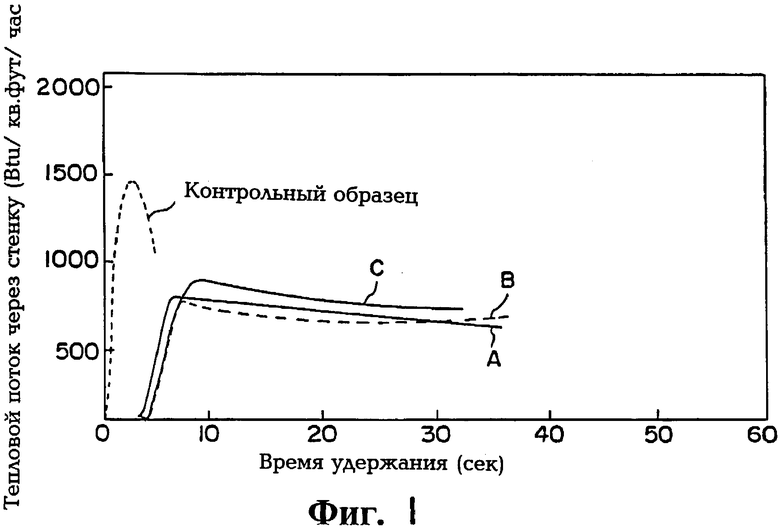
На фиг.5 показано поперечное сечение участка верхнего края чашки в соответствии с настоящим изобретением.
Изолирующие сосуды, такие как чашки, широко используют для раздачи горячих и холодных напитков. В этом случае картонные полотна, покрытые изолирующим слоем, часто обеспечивают приемлемые изолирующие свойства, однако внешним слоем обычно является слой вспененного термопластичного полимера, что повышает стоимость и усложняет печать. Рифленые и двустенные картонные сосуды также обычно обеспечивают - достаточные изоляционные свойства, однако они являются более сложными и дорогими в изготовлении, чем однослойные сосуды. До настоящего времени не удавалось изготовить экономичный изолирующий сосуд, изготовленный главным образом из картона, который имеет требуемую прочность для проведения операции формования, обладает изоляционными свойствами и имеет поверхность для печати.
В соответствии с настоящим изобретением предлагается улучшенный картон низкой плотности, который обладает изоляционными свойствами, подходящими для изготовления сосудов для горячих и холодных напитков, и который имеет прочность, необходимую для проведения операции формования чашек.
Картон низкой плотности получают из бумажной массы, которая содержит волокна древесины твердых пород, волокна мягкой древесины, или же комбинацию волокон древесины твердых пород и мягкой древесины. Предпочтительная бумажная масса содержит ориентировочно от 60 до 80 процентов по весу, в пересчете на сухой вес, волокон древесины твердых пород и ориентировочно от 20 до 40 процентов по весу, в пересчете на сухой вес, волокон мягкой древесины.
Преимущественно используют волокна беленой крафт-целлюлозы древесины твердых и мягких пород. Бумажная масса также содержит ориентировочно от 0,25 до 10 процентов по весу, в пересчете на сухой вес, расширяемых микросфер, преимущественно не в расширенном состоянии. Предпочтительно микросферы составляют ориентировочно от 5 до 7 процентов по весу бумажной массы в пересчете на сухой вес. В состав бумаги могут быть также включены и другие обычные материалы, такие как крахмал, наполнители, размерные химикаты и упрочняющие полимеры. Среди наполнителей могут быть использованы органические и неорганические красители, такие как, например, полимерные частицы, такие как полистирольные латексы и полиметилметакрилат, и минералы, такие как карбонат кальция, каолин и тальк.
Производство бумаги, содержащей расширяемые микросферы, описано в целом, например, в патенте США №3556934. Подходящие расширяемые микросферы представляют собой синтетические полимерные частицы, которые обычно имеют сферический содержащий жидкость центр. Такие полимерные частицы могут быть изготовлены из метилметакрилата, орто-хлорстирола, полиорто-хлорстирола, поливинилбензилхлорида, акрилонитрила, винилиденхлорида, пара-терт-бутилстирола, винилацетата, бутилацетата, стирола, метакриловой кислоты, винилбензилхлорида, и комбинации двух или более указанных веществ. Предпочтительные частицы представляют собой полимер, который содержит ориентировочно от 65 до 90 процентов по весу винилиденхлорида, а преимущественно ориентировочно от 65 до 75 процентов по весу винилиденхлорида, и ориентировочно от 35 до 10 процентов по весу акрилонитрила, а преимущественно ориентировочно от 25 до 35 процентов по весу акрилонитрила.
Центр расширяемых микросфер может содержать летучий жидкий пенообразователь, который преимущественно не является растворителем для полимерной смолы. Особенно предпочтительным пенообразователем является изобутан, который может присутствовать в количестве ориентировочно от 10 до 25 процентов от веса полимерных частиц. После нагревания до температуры в диапазоне ориентировочно от 80 до 190°С в сушилке бумагоделательной машины полимерные частицы расширяются до диаметра в диапазоне ориентировочно от 0,5 до 50 мкм.
Обычные процессы приготовления бумажной массы (варка, отбеливание, облагораживание и т.п.) и производства бумаги могут быть использованы для образования полотна картона из бумажной массы. Однако одна из характеристик настоящего изобретения состоит в том, что полотно бумаги низкой плотности, содержащее расширенные микросферы, преимущественно изготавливают таким образом, что оно имеет минимальную среднюю прочность внутреннего сцепления (средняя CD и MD прочность внутреннего сцепления), в сочетании с уменьшенной плотностью и увеличенной толщиной листа по сравнению с обычным картоном, который используют для изготовления изолирующих сосудов, таких как бумажные чашки. Для этого могут быть предприняты известные специалистам различные меры, изолированно или в сочетании, позволяющие увеличить прочность внутреннего сцепления картонного полотна для заданной основной массы. Такие меры включают в себя (но без ограничения) увеличение добавки в бумажную массу мокрых и/или сухих упрочнителей, таких как меламинформальдегид, полиаминэпихлоргидрин и полиамидэпихлоргидрин в качестве мокрых упрочнителей, и крахмал, декстрины и полиакриламиды в качестве сухих упрочнителей, улучшение облагораживания целлюлозной массы и увеличение сжатия полотна бумаги в секции пресса бумагоделательной машины. В дополнение к увеличению прочности внутреннего сцепления увеличение сжатия полотна бумаги также снижает влажность в полотне бумаги и позволяет производить сушку картона с более высокой скоростью, чем это возможно в противном случае.
В соответствии с настоящим изобретением предпринятые меры преимущественно достаточны для поддержания минимальной средней прочности внутреннего сцепления, составляющей по меньшей мере около 210×10-3 кДж/м2). Эти меры являются предпочтительными по меньшей мере по отношению к сырью для изготовления чашек, которое имеет обычный вес барьерного покрытия, которое наносят обычным образом на одну или обе поверхности чашек. Однако минимальная прочность внутреннего сцепления может быть несколько снижена для более тяжелого веса барьерного покрытия, которое наносят в средней и верхней частях обычного 12,7-88,9 мкм диапазона толщин покрытия. Например, для барьерного покрытия с толщиной свыше ориентировочно 38,1 мкм минимальную прочность внутреннего сцепления около 168×10-3 кДж/м2 считают достаточной для приемлемого качества преобразования. Кроме того, снижение скорости экструзии ориентировочно на 25 процентов также позволяет снизить прочность внутреннего сцепления до этого же минимального уровня.
Среди различных возможностей увеличения средней прочности внутреннего сцепления предпочтительными являются улучшение облагораживания целлюлозной массы, увеличение содержания внутреннего крахмала и сухих упрочнителей и мокрое сжатие полотна бумаги в ходе ее производства до уровня, ниже раздавливания листа, а также увеличение содержания крахмала и других материалов, которые наносят на поверхность полотна бумаги, например, в клеильном прессе.
Введение в бумажную массу расширяемых микросфер в нерасширенном состоянии приводит к снижению теоретической плотности полученного сухого картона. Однако обнаружили, что снижение плотности картона за счет введения расширенных микросфер оказывает вредное влияние на возможность формования из картона чашек и других сосудов. В соответствии с настоящим изобретением определили, что картон низкой плотности, который содержит расширенные микросферы, полученные в относительно узком диапазоне плотностей и толщин листов, в сочетании с указанной выше повышенной прочностью внутреннего сцепления, имеет физические свойства, необходимые для проведения обработки при различных операциях преобразования. Такой картон имеет существенно улучшенные изоляционные свойства по сравнению с обычным сырьем для изготовления чашек и с двустенными сосудами, и имеет изоляционные свойства, сравнимые с сосудами, имеющими внешний слой пенопласта, однако при существенно меньшей стоимости. Например, картон низкой плотности в соответствии с настоящим изобретением имеет R значение около 0,0132 м2К/Вт по сравнению с R значением около 0,0132 м2К/Вт для обычного сырья для изготовления чашек, однако при сохранении хороших свойств преобразования, высокого качества печати и других преимуществ.
Таким образом, в соответствии с первым вариантом осуществления настоящего изобретения картонное полотно, которое содержит расширяемые микросферы, сушат и каландрируют на бумагоделательной машине до достижения теоретической плотности в диапазоне ориентировочно от 0,38 до 0,64 г/см3 итолщины листа в диапазоне ориентировочно от 609 до 889 мкм. Как уже было описано здесь ранее, полученное полотно бумаги, которое содержит расширенные микросферы, введенные между волокнами, преимущественно получают из целлюлозной и/или бумажной массы, обработанной таким образом, чтобы полотно бумаги имело среднюю прочность внутреннего сцепления по меньшей мере около 168×10-3 кДж/м2 для картона с более тяжелым покрытием (то есть свыше ориентировочно 38,1 мкм до максимально ориентировочно 88,9 мкм) и по меньшей мере около 210×10-3 кДж/м2 в среднем для картона с более легким покрытием (то есть ориентировочно от 12,7 до 38,1 мкм). Картонное полотно, которое содержит расширенные микросферы и имеет плотности и толщины листа вне этих диапазонов, или которое в указанных диапазонах имеет прочность внутреннего сцепления ниже 168×10-3 кДж/м2), полагают не подходящим для серийного формования изолирующих чашек. Верхнюю границу толщины листа выбирают таким образом, чтобы из картонного полотна можно было формовать чашки на существующем оборудовании для производства чашек, при минимальных переделках оборудования или вообще без них.
Что касается других физических свойств, необходимых для изготовления чашек, то полотна картона низкой плотности в соответствии с настоящим изобретением преимущественно имеют минимальную прочность на растяжение, которую определяют в соответствии с тестом Tappi Standard Test Т, составляющую около 5,25 кН, и минимальное значение среднего CD растяжения подложки, которое определяют в соответствии с тестом Tappi Standard Test T494, составляющее около 3.3 процента.
Дополнительной характеристикой настоящего изобретения является то, что картон низкой плотности имеет шероховатость по меньшей мере около 300 по шкале чистоты поверхности Шеффилда, однако обеспечивает сравнимое качество печати при операции флексографской печати. Возможность хорошей печати на картоне является достаточно неожиданной, так как обычный картон, такой как используемый в качестве сырья для изготовления чашек, обычно каландрируют до толщины листа около 508 мкм, чтобы получить чистоту поверхности (без покрытия) ориентировочно от 125 до 200 SU (причем чистота поверхности до каландрирования составляет свыше 400 SU), что считают необходимым для приемлемого качества печати.
Таким образом, каландрирование картона в соответствии с настоящим изобретением до толщин листа в диапазоне ориентировочно только от 609 до 889 мкм (а преимущественно ориентировочно от 711 до 889 мкм) и при плотности ориентировочно от 0,38 до 0,64 г/см3 (преимущественно ориентировочно от 0,41 до 0,64 г/см3, когда остается относительно шероховатая поверхность с чистотой поверхности по Шеффилду (без покрытия) ориентировочно 300 SU или выше (обычно ориентировочно от 320 до 350 SU) и с чистотой поверхности PPS10 менее ориентировочно 6,5 мкм имеет неожиданно благоприятное воздействие на качество печати и на процесс изготовления чашек из картона. Не желая связывать себя никакой теорией, можно однако полагать, что качество печати на картоне объясняется его более высокой способностью подвергаться сжатию, что позволяет получить улучшение параметров печати на флексографской машине.
Как уже было упомянуто здесь ранее, картон, изготовленный в соответствии с настоящим изобретением, особенно хорошо подходит для формования чашек с хорошими свойствами теплоизоляции. Такие чашки обычно делают из заготовки для изготовления чашек, которая имеет барьерное покрытие на одной или обеих сторонах. Чашки, которые предназначены для горячих напитков, таких как кофе, суп и другие горячие продукты, обычно имеют покрытие только на внутренней стороне, так что заготовка для изготовления таких чашек в соответствии с настоящим изобретением может иметь барьерное покрытие только на одной стороне, причем на другой (внешней) стороне непосредственно нанесена печатная информация или рисунок. В готовой чашке сторона с покрытием расположена внутри.
Чашки, предназначенные для холодных напитков, обычно изготавливают из заготовки для изготовления чашек с покрытием на обеих сторонах, а печать наносят на один из слоев покрытия. Таким образом, заготовки для изготовления указанных чашек в соответствии с настоящим изобретением могут иметь барьерное покрытие на обеих сторонах, причем сторона без печати расположена внутри. В чашках, предназначенные для холодных напитков, внешнее барьерное покрытие позволяет избежать проникновения образовавшегося на внешней поверхности конденсата в подложку из картона и ее возможного ослабления.
Любое подходящее барьерное покрытие может быть использовано для теплоизолирующих сосудов, таких как чашки. Несмотря на то, что полиэтиленовые покрытия низкой плотности в соответствии с настоящим изобретением являются предпочтительными для использования в таких изделиях, могут быть также использованы натуральные и синтетические химические системы, такие как покрытия на основе крахмала и покрытия на основе поливинилового спирта, а также окрашенные пигментом покрытия, которые содержат органические и неорганические пигменты (красители), такие как глина, карбонат и латексы, причем эти покрытия обеспечивают достаточную защиту или другие свойства, необходимые для данного применения. Покрытия могут быть нанесены при помощи обычных средств, причем в случае полиэтилена они могут быть нанесены на поверхность картона низкой плотности при помощи экструзионного ламинирования или за счет ламинирования предварительно образованной пленкой. Толщина покрытия обычно лежит в диапазоне ориентировочно от 12,7 до 88,9 мкм, а преимущественно составляет около 38,1 мкм для внутренней поверхности сосуда или чашки и около 25,4 мкм для внешней поверхности.
Специфическим и особенно предпочтительным картоном низкой плотности в соответствии с настоящим изобретением является картон низкой плотности, который содержит картонное полотно, содержащее расширенные микросферы, имеющий теоретическую плотность 0,448 г/см3, толщину листа 711,2, мкм чистоту поверхности по Шеффилду по меньшей мере 300 SU, PPS10 чистоту поверхности 6.5 мкм или меньше, прочность на растяжение (в поперечном направлении) 5,25 кН/м и прочность внутреннего сцепления (в поперечном направлении) 189×10-3 кДж/м2. Этот картон имеет основную массу 325 г/м2 и содержание микросфер от 5 до 6 вес.% в пересчете на сухой вес полотна бумаги. Полиэтилен низкой плотности при помощи экструзионного ламинирования нанесен на одну или обе стороны полотна при толщине около 38,1 мкм. Из полученного картона низкой плотности без особых проблем формуют чашки и получают R значение около 0,0123 м2K/Вт.
Вновь отметим, что картон низкой плотности в соответствии с настоящим изобретением с успехом может быть использован для изготовления различных изделий, в том числе (но без ограничения) чашек и других картонных сосудов, которые могут содержать теплые, горячие или холодные продукты, когда существует необходимость в изоляции и по меньшей мере в кратковременных барьерных свойствах. При использовании для изготовления чашек (первостепенное заданное применение) секция дна обычно представляет собой плоскую отдельную деталь и может быть не образована из изолирующего картона низкой плотности, полученного в соответствии с настоящим изобретением, что зависит от экономических и иных факторов.
Отметим, что при серийном формовании чашек некоторые обычные упаковочные машины предназначены для работы только в узком диапазоне толщин листов картона. Так как изолирующий картон в соответствии с настоящим изобретением может быть толще, чем стандартная заготовка для изготовления чашек (для данной основной массы), то увеличенная толщина листа может потребовать использования нового или модифицированного оборудования. В таких ситуациях настоящее изобретение позволяет производить относительно большое сжатие участка картона (ориентировочно 200 psi (фунтов на кв. дюйм) или больше) (обычно после разрезания для образования заготовки), что позволяет использовать обычное оборудование.
Примером является горизонтальный шов упаковки или чашки. При заданной основной массе изолирующий картон в соответствии с настоящим изобретением имеет толщину листа существенно больше, чем стандартный картон, поэтому горизонтальный шов может быть слишком толстым для некоторых обычных операций преобразования. За счет сжатия участка горизонтального шва под высоким давлением толщина может быть снижена почти до толщины листа обычного картона (обычно до толщины около 508 мкм). Эту технологическую операцию обычно называют как "обжатие", причем она может считаться предварительной обработкой готового картона низкой плотности (то есть картона с нанесенным покрытием), что облегчает его использование для формования чашек и других картонных сосудов, имеющих один или несколько накладных швов.
Некоторые виды операции обжатия могут быть осуществлены на участке заготовки, которую используют для изготовления ободка чашки или сосуда в виде ванночки, чтобы уменьшить конечную толщину ободка. Это улучшает эстетический внешний вид за счет меньшего диаметра ободка или позволяет использовать существующие крышки для чашек или сосудов в виде ванночки, изготовленных из изолирующего картона. Ободок представляет собой кромку упаковки, которая свернута в цилиндр. Обычно используют свертывание картона на 360 градусов.
Следует также иметь в виду, что минимальный диаметр цилиндра ободка обычно зависит от толщины картона. Так, например, при обычном процессе изготовления диаметр ободка (диаметр цилиндра, который получен за счет свертывания части заготовки с образованием ободка, который является верхней кромкой чашки) обычно в 7 раз превышает толщину листа картона. Если верхний участок ободка обжать для снижения толщины листа, то диаметр цилиндра ободка также может быть уменьшен. Участок заготовки, из которого будет образован ободок, может быть сжат для снижения всего его диаметра или может быть сжат при помощи ряда параллельных проходов, что способствует последующей деформации.
При некоторых технологиях обжатие может быть приложено к горизонтальному шву после его образования для снижения его полной толщины.
Дополнительные аспекты, преимущества и характеристики настоящего изобретения могут быть выяснены из следующих примеров, которые не имеют ограничительного характера. В этих примерах был использован картон с LDPE покрытием для формования заготовки боковой стенки для чашек, изготавливаемых на машине для производства чашек, причем чашка имеет боковой шов. В таблицах приведена основная масса собственно картона без полиэтиленового покрытия, которое обычно составляет дополнительно около 5-20 процентов от полного веса картона, когда, например, материал LDPE наносят за счет экструзионного ламинирования на одну поверхность картона с толщиной около 38,1 мкм.
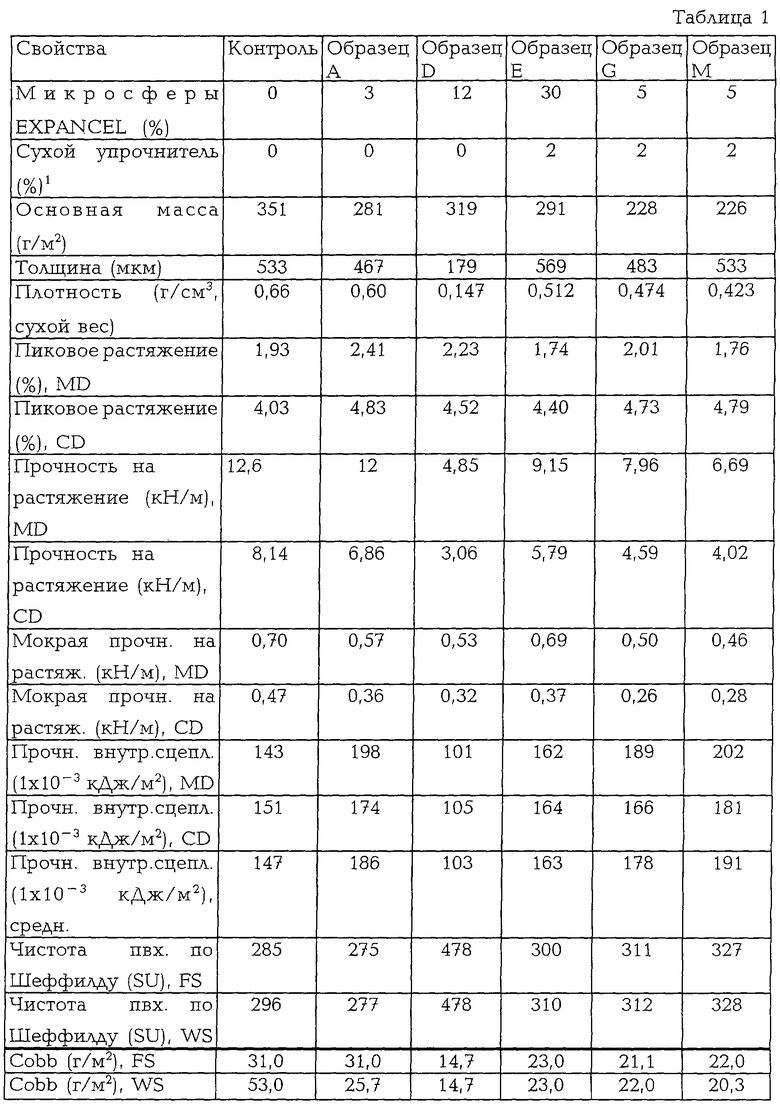
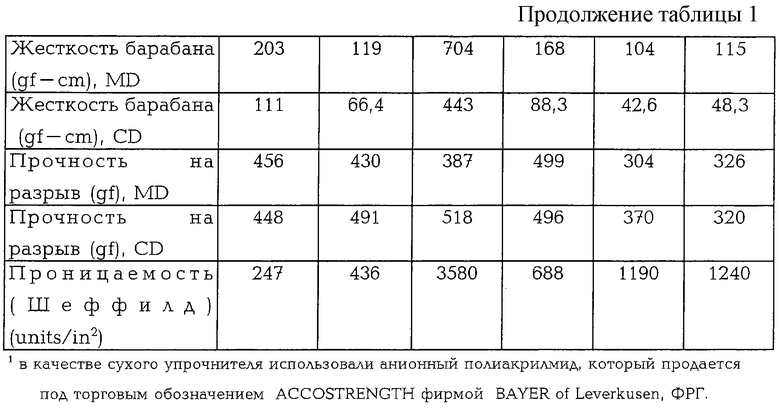
Пример 1. В приведенных далее примерах были получены образцы картона низкой плотности, содержащего микросферы, и проведено их сравнение с контрольным образцом, которые не содержит микросфер. Расширяемые микросферы, которые вводят в бумажную массу, получены от фирмы Expancel, Inc. of Duluth, США, штат Джорджия (торговое название EXPANCEL). Заданная толщина листа образцов составляла 483 мкм для имитации толщины листа обычного сырья для изготовления чашек. После получения картона его направляли на экструдер для экструзионного покрытия полиэтиленом низкой плотности со скоростью 239 г/м2, для получения барьерного покрытия на одной стороне, имеющего толщину около 25,4 мкм. Все образцы, за исключением образца D, содержат полиэтиленовые покрытия. Образец D имеет недостаточную прочность и является слишком хрупким для экструзионного покрытия полиэтиленом. Покрытые полиэтиленом образцы были использованы для формования 16-унцевых чашек на серийной установке для производства чашек. Изоляционные параметры чашек были определены путем измерения времени, в течение которого человек может держать чашку, наполненную горячей водой с температурой 190°F. Соответствующие свойства образцов из картона низкой плотности приведены в Таблице 1.
Из приведенных образцов выделяется Образец G, который имеет исключительно высокие изоляционные свойства. Среднее время, в течение которого человек может держать горячую чашку, сделанную из образца G, составляет 29 секунд, в то время как оно составляет 11 секунд для контрольного образца. В то время как Образец G имеет прекрасные изоляционные свойства, низкая основная масса картона приводит к низкой жесткости, поэтому сделанная из такого картона чашка имеет низкую жесткость (устойчивость конструкции). Однако жесткость является существенной характеристикой для чашки, поэтому необходимо улучшать жесткость сырья для изготовления чашек. Образец М, который имеет плотность 0,429 г/см3 и среднюю прочность внутреннего сцепления 191×10-3 кДж/м2, может быть подвергнут обработке на экструзионной линии и преобразован в чашки. Жесткость картона этого образца была несколько улучшена по сравнению с жесткостью Образца G. Образец М также имеет лучшие изоляционные свойства, чем контрольный образец, который имеет плотность 0,66 г/см3.
Прочность внутреннего сцепления образца М была несколько ниже предпочтительной прочности внутреннего сцепления, составляющей по меньшей мере около 210×10-3 кДж/м2, однако она еще позволяет производить преобразование, если эта меньшая прочность внутреннего сцепления, как уже было упомянуто здесь ранее, является приемлемой при несколько сниженной скорости экструдера и/или при увеличении веса барьерного покрытия.
Плотность Образца D была слишком низкой для проведения процессов обработки полотна бумаги. Плотность Образца D составляла 0,147 г/см3, а средняя прочность внутреннего сцепления была 103×10-3 кДж/м2. Нашли, что эта прочность внутреннего сцепления является слишком низкой для обработки полотна бумаги в экструзионной установке для нанесения покрытий или для проведения операции формования чашки.
Кажущуюся удельную теплопроводность картона низкой плотности измеряли при помощи методики Guarded Heat Flow Method (ASTM C177). Результаты показывают главным образом линейную зависимость между плотностью и теплопроводностью, причем картон с более высокой плотностью имеет более высокую теплопроводность (то есть обеспечивает худшую теплоизоляцию).
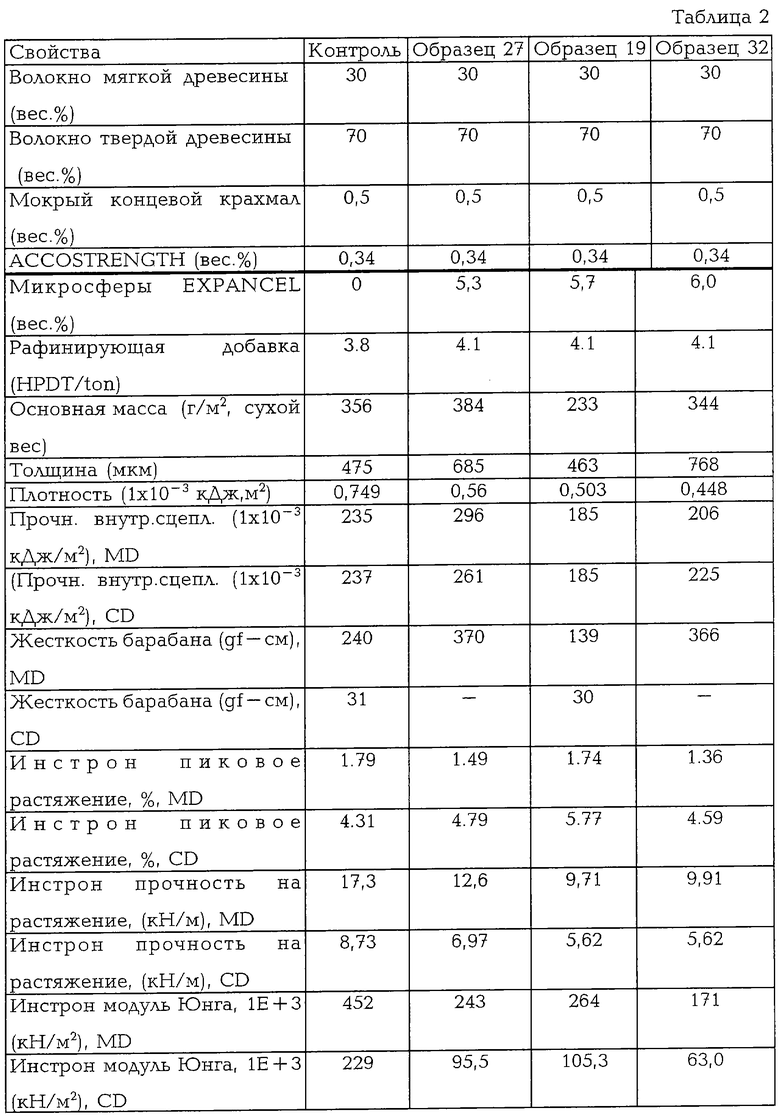
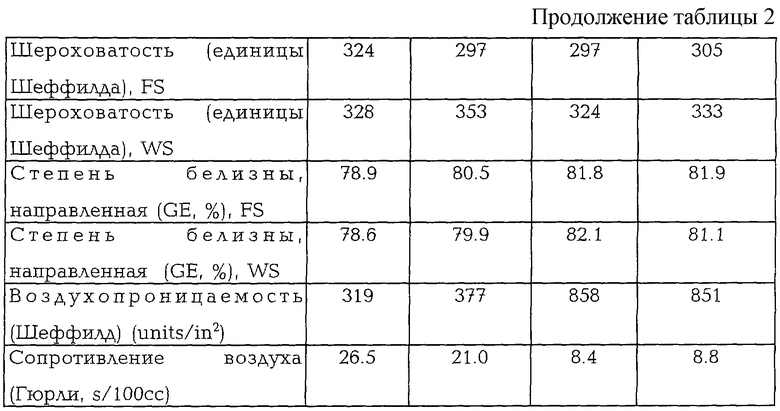
Пример 2. В этом примере два исходных различных картона низкой плотности в диапазоне ориентировочно от 0,38 до 0,64 г/см3 были приготовлены из бумажной массы, которая содержит расширяемые микросферы. Из такого исходного картона были изготовлены 16-унцевые чашки. Физические свойства исходного картона приведены в Таблице 2. Все образцы в Таблице 2 содержат нанесенные на экструзионной линии покрытия из полиэтилена низкой плотности и имеют печать, выполненную на водном флексографском прессе. Покрытие толщиной 508 мкм было нанесено на одну сторону картона, а печать была нанесена на другую сторону.
Картон с покрытием, указанный как Образец 19, был использован для изготовления чашек на серийной установке с существующей оснасткой. Картон, указанный как Образец 32, был использован для изготовления чашек на серийной установке с экспериментальной оснасткой. При помощи экспериментальной оснастки удалось получить только частично отформованный ободок чашки. Модификация оснастки позволяет получать полностью отформованные чашки.
Из приведенных образцов выделяется Образец 32, который имеет исключительно высокие изоляционные свойства. Среднее время, в течение которого человек может держать горячую чашку, сделанную из образца 32, составляет 37 секунд, в то время как оно составляет 11 секунд для контрольного образца. Более того, относительно высокая жесткость картона Образца 32, указанная в таблице, приводит к соответствующей (более высокой) жесткости по сравнению со стандартным картоном. Жесткость Образца 32 существенно превышает жесткость любого из образцов Примера 1.
Изоляционные свойства чашки, изготовленной из исходного картона, были определены путем измерения температуры боковой стенки чашки, содержащей горячую жидкость. Отметим, что максимальное значение температуры боковой стенки чашки, содержащей горячую жидкость, является типичной характеристикой для изолирующей чашки. Чувственное восприятие теплоты определяет время, в течение которого ткань кожи человека может выдерживать прикосновение к боковой стенке горячей чашки. Температура кожи является функцией теплового потока в ткани от чашки и внутреннего рассеяния теплоты (теплоотвода) в ткани. Тепловой поток в ткани является комбинацией множества факторов, в том числе тепловых свойств картона, температуры жидкости и контактного сопротивления между тканью и внешней стенкой чашки. Полагают, что жесткость чашки и шероховатость поверхности (то есть текстура) также влияют на чувственное восприятие теплоты, воздействуя на эффективную площадь контакта между боковыми стенками чашки и тканью.
На фиг.1 показан график теплового потока стенки во времени для чашки с водой, имеющей температуру 190°F. Показанные на фиг.1 данные были получены за счет приложения давления к датчику потока. На фиг.1 кривая А соответствует чашке, изготовленной из Образца 32 (Таблица 2), кривая В соответствует чашке, изготовленной в соответствии с патентом США №4435344, имеющей внешний изолирующий слой, кривая С соответствует обычной двустенной чашке, а контрольная кривая соответствует обычной одностенной чашке без изоляции.
Можно полагать, что представленные на фиг, 1 данные относительно точно отражают результаты измерения теплоты, втекающей в ткань, для чашки, которую держат в руке при нормальном давлении удержания. Измерения прекращали в точке обнаружения чрезмерной теплоты.
Как это показано на кривых фиг.1, чашка, сделанная из картона Образца 32 (кривая А), имеет теплоизоляционные свойства, сравнимые с чашкой, изготовленной в соответствии с патентом США №4435344 (кривая В). В этом отношении отметим, что чашки в соответствии с кривой В были получены за счет покрытия внешней стенки термопластической смолой, которая затем была вспенена. Однако процесс изготовления чашек в соответствии с кривой В требует дополнительного оборудования для проведения обработки, причем термопластичное покрытие отрицательно влияет на качество печати и на приятность поверхности чашки для руки на ощупь. В отличие от этого чашки, сделанные из картона Образца 32, не имеют внешнего термопластичного покрытия (покрытие имеется только на внутренней поверхности), причем пользователь имеет ощущение, что он держит в руке обычную бумажную чашку. Чашки, сделанные из картона Образца 32, также имеют лучшие теплоизоляционные свойства, чем обычная двустенная чашка в соответствии с кривой С.
Пример 3. В этом примере были приготовлены 8 исходных картонов низкой плотности, которые имеют плотности в диапазоне ориентировочно от 0,38 до 0,64 г/см3, причем бумажная масса содержит расширяемые микросферы. Затем из этих исходных картонов делали 16-унцевые чашки. Физические свойства исходного картона приведены в Таблице 3. Все образцы в Таблице 3 содержат нанесенные на экструзионной линии покрытия из полиэтилена низкой плотности и имеют печать, выполненную на водном флексографском прессе. Покрытие толщиной около 38,1 мкм было нанесено на одну сторону картона, а печать была нанесена непосредственно на другую поверхность.
Образцы PI и Р2 были изготовлены на опытной бумагоделательной машине и подвергались экструзии на опытном экструдере, в то время как образцы С1-С5 были изготовлены на серийной бумагоделательной машине. В том и другом случае бумажная масса, которую используют для изготовления указанных образцов, содержит смесь древесной массы из твердой древесины и из мягкой древесины, а также увлажняющие (wet-end, "мокрые концевые") химикаты, такие как крахмал, сухие упрочнители и соответствующее количество расширяемых микросфер, позволяющее обеспечить диапазон плотностей картона. В каждом случае энергии размола и добавку увлажняющих химикатов варьировали для достижения заданного диапазона прочностей внутреннего сцепления. После экструзии полиэтилена и преобразования в чашки, был произведен внешний осмотр и разбраковка чашек по MD волнистости или наличию складок (морщин), что позволяет судить о потенциальных возможностях преобразования картона с покрытием. Образцы с высокой степенью волнистости не могут быть использованы в качестве коммерческого продукта.
Образцы PI и С1 соответствуют условию, при котором прочность внутреннего сцепления лежит ниже минимума 168×10-3 кДж/м2. При этом условии указанные образцы имеют сильную MD волнистость и не могут быть использованы в качестве коммерческого продукта. Образец Р2 соответствует условию, при котором плотность картона существенно ниже плотности обычного картона, который используют для производства чашек, однако благодаря его высокой прочности внутреннего сцепления этот продукт не имеет MD волнистости. Образец С2 имеет некоторую степень волнистости, так как его прочность внутреннего сцепления, составляющая 170×10-3 кДж/м2, является нижним пределом предпочтительного диапазона прочностей внутреннего сцепления. Образцы C3, С4, и С5 имеют предпочтительные уровни плотности и прочности внутреннего сцепления.
Образцы PI и С1 соответствуют условию, при котором полиэтилен имеет толщину листа около 38,1 мкм, и прочность внутреннего сцепления лежит ниже минимума 168×10-3 кДж/м2. При этих условиях указанные образцы имеют сильную MD волнистость и не могут быть использованы в качестве коммерческого продукта. Образец Р2 соответствует условию, при котором плотность картона существенно ниже плотности обычного картона, который используют для производства чашек, однако благодаря высокой прочности внутреннего сцепления этот продукт не имеет MD волнистости. Образец С2 имеет некоторую степень волнистости, так как его прочность внутреннего сцепления, составляющая 170×10-3 кДж/м2, является нижним пределом предпочтительного диапазона прочностей внутреннего сцепления. Образцы С3, С4, и С5 имеют предпочтительные уровни плотности и прочности внутреннего сцепления.
Предшествующие примеры показывают, что в диапазоне теоретической плотности ориентировочно от 0,38 до 0,64 г/см3 и толщины листов в диапазоне ориентировочно от 609 до 889 мил, в сочетании с относительно высокой прочностью внутреннего сцепления, свыше по меньшей мере около 168×10-3 кДж/м2, физические свойства картона низкой плотности подходят для проведения обработки сырья для изготовления чашек, позволяющей делать изолирующие чашки.
Чашки обычно отгружают в транспортных гильзах по 50 штук. Для того чтобы чашки в гильзе не входили в зацепление, их обычно укладывают таким образом, что внешняя кромка дна одной чашки упирается во внутреннее основание другой чашки, которая находится под ней. Это требование, вместе с желательным внутренним объемом чашки и эстетическими требованиями, создает дополнительные ограничения на допустимую толщину картона. Например, толщина листа заготовки для 16-унцевой чашки преимущественно не должна превосходить ориентировочно 889 мкм. В связи с этим верхний предел толщины листа заготовки для 16-унцевой чашки преимущественно составляет около 813 мкм.
В процессе формования полотна бумаги полотно бумаги, которое содержит расширяемые микросферы, преимущественно прессуют до большего содержания твердых веществ, чем полотно бумаги, которое не содержит микросфер.
После прессования и сушки полотно бумаги каландрируют до толщины, которая обеспечивает желательную плотность и толщину листа в указанных выше диапазонах для картона низкой плотности в соответствии с настоящим изобретением. Для каландр ирирования может быть использован обычный многовалковый каландр, однако преимущественно используют установку для каландририрования с удлиненной нагреваемой зоной захвата, с длинной зоной захвата или с башмачным захватом, которая обеспечивает повышенную микрогладкость поверхности при длительном времени выдержки и при пониженном давлении. Таким образом, используют установку для каландририрования с одной или несколькими удлиненными зонами захвата, которая имеет время выдержки в диапазоне ориентировочно от 2 до 10 мкс и пиковое давление захвата менее ориентировочно 1200 psi.
Со ссылкой на фиг.2-5 показан вариант выполнения чашки 10, изготовленной из изолирующего картона низкой плотности в соответствии с настоящим изобретением, имеющей форму перевернутого усеченного конуса.
Чашка 10 имеет главным образом цилиндрический участок стенки 12, имеющий вертикальный шов внахлестку 14, соединяющий концевые кромки 16 и 18 картонного полотна, образующего участок стенки 12. Концевые кромки 16 и 18 могут быть прикреплены друг к другу с использованием обычных средств, таких как клеи, термосклеивающие покрытия и другие известные средства. Чашка 10 также имеет кольцевой закрученный ободок 20 и отдельный главным образом круговой участок дна 22, который соединяют и скрепляют с участком стенки 12 по его периметру. На фиг.4 показан способ прикрепления участка дна 22 к участку стенки, а на фиг.5 показан закрученный (свернутый) ободок 20 чашки в соответствии с настоящим изобретением.
Как это показано на фиг.3, участок стенки 12 чашки 10 изготовлен из изолирующего картона низкой плотности в соответствии с настоящим изобретением, который содержит расширенные микросферы 24, диспергированные в волокнистой матрице картона. Микросферы 24 преимущественно являются большей частью полыми и придают изоляционные свойства участкам стенки и дна 12, 22 чашки 10. Однако дно 22 может быть изготовлено из обычного картона с покрытием, чтобы снизить стоимость изделия, так как нагревание дна не имеет большого значения, потому что пользователь обычно не касается дна, когда держит чашку.
За счет увеличенной толщины листа картона, использованного для образования участков стенки и дна 12, 22 чашки 10, могут потребоваться модификации обычного оборудования и/или собственно картона, чтобы выполнить фальцы и валики, необходимые для сборки участков чашки вместе. Ранее здесь уже были описаны операции предварительной обработки для изменения толщины листа участков картона ("обжатие"), которые позволяют облегчить формование и сборку чашек.
Как это показано на фиг.4, нижний конец 26 участка стенки 12 сгибают по шву фальца 28 для того, чтобы создать главным образом V-образный карман 30. Конец 22 участка дна сгибают вдоль стыка 34 для создания идущего главным образом под прямым углом клапана 36 (который может быть обжат при операции предварительной обработки), который входит в карман 30. Клапан 36 может быть уплотнен в кармане 30 аналогично тому, как уплотнен шов 14, как уже было описано здесь ранее.
Кольцевой верхний конец 38 участка стенки 12 (который может быть обжат при операции предварительной обработки), преимущественно свернут, как это показано на фиг.5, чтобы получить кольцевой свернутый ободок 20. Оснастку, необходимую для формования свернутого ободка 20, также может потребоваться изменить по причине увеличенной толщины листа картона, из которого делают участок стенки 12, в частности, если область верхнего конца 33, из которой делают ободок 20, не обжата при операции предварительной обработки. Свернутый ободок 20 обеспечивает упрочнение верхнего участка чашки, позволяющее удерживать в ней жидкость и ограничить образование капель, причем он обеспечивает более удобный край для захвата губами.
Вновь следует подчеркнуть, что внутренняя и, возможно, внешняя поверхности чашки 10 могут иметь обычные барьерные покрытия для снижения пористости чашки, так чтобы жидкости не просачивались в картонную подложку участков стенки и дна 12, 22. В качестве покрытий могут быть использованы один или несколько слоев таких полимерных материалов, как полиэтилен (преимущественно полиэтилен низкой плотности), EVOH, полиэтилен терефталат, и т.п., которые обычно используют в таких применениях.
Несмотря на то, что были описаны некоторые примерные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения.

| название | год | авторы | номер документа |
|---|---|---|---|
| БУМАГА И ИЗДЕЛИЯ ИЗ БУМАГИ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2004 |
|
RU2358056C2 |
| КАРТОН, СОДЕРЖАЩИЙ МИКРОПЛАСТИНЧАТЫЕ ЦЕЛЛЮЛОЗНЫЕ ЧАСТИЦЫ | 2007 |
|
RU2374374C1 |
| СПОСОБ ПОВЫШЕНИЯ ГЛАДКОСТИ ПОЛОТНА | 2003 |
|
RU2303672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ДРЕВЕСНОЙ МАССЫ С УВЕЛИЧЕННЫМ ОБЪЕМОМ, ПОЛУЧАЕМЫЕ ВОЛОКНА ДРЕВЕСНОЙ МАССЫ И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 2017 |
|
RU2716879C1 |
| СПОСОБ ОБРАБОТКИ СУБСТРАТА | 2007 |
|
RU2436882C2 |
| БУМАГА С УЛУЧШЕННОЙ ЖЕСТКОСТЬЮ И ПУХЛОСТЬЮ И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2387752C2 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО МАТЕРИАЛА | 1996 |
|
RU2172283C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА И СВЯЗАННЫЙ КРАХМАЛОМ ЛИСТ (ВАРИАНТЫ) | 1997 |
|
RU2172749C2 |
| БУМАГА С УЛУЧШЕННОЙ ЖЕСТКОСТЬЮ И ПУХЛОСТЬЮ И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2330911C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА И УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ЭТОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2236944C2 |
Предназначено для использования в целлюлозно-бумажной промышленности при производстве бумаги и картона низкой плотности для изготовления изолирующих сосудов, например чашек. Картонный материал содержит картонное полотно, содержащее древесные волокна и диспергированные среди волокон расширенные микросферы, имеющее теоретическую плотность ориентировочно от 0,38 до 0,64 г/см3 и толщину листа от 609 до 889 мкм, при прочности внутреннего сцепления по меньшей мере около 168×10-3 кДж/м2, а преимущественно по меньшей мере около 210×10-3 кДж/м2. Для таких применений, как чашки, указанный материал имеет на одной или обеих сторонах барьерное покрытие, которым преимущественно является полиэтилен низкой плотности, предназначенное для ограничения проникновения жидкости в картонное полотно. Поверхность картона низкой плотности имеет чистоту поверхности по Шеффилду около 300 SU или больше по сравнению с чистотой поверхности от 160 до 200 SU для обычного сырья для изготовления чашек, что раньше считали необходимым для обеспечения хорошего качества печати. Картон низкой плотности обеспечивает хорошее качество печати на флексографической печатной машине, несмотря на относительно низкую чистоту поверхности, что является неожиданным преимуществом картона, вместе с его изоляционными и прочностными свойствами. 6 н. и 34 з.п.ф-лы, 5 ил., 3 табл.
| US 3556934 А, 19.01.1971 | |||
| ВИБРОТРАМБУЮЩЕЕ УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ БАЛЛАСТНОЙ ПРИЗМЫ | 0 |
|
SU256806A1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| US 3819470 A, 25.06.1974 | |||
| US 4179546 А, 18.12.1979. | |||

