Область техники, к которой относится изобретение
Изобретение относится к способу изготовления профиля кромки для элемента мебели, при котором простирающуюся в продольном направлении кромочную пленку оснащают декоративным узором и при котором кромочную пленку оснащают трехмерной структурой.
Изобретение относится также к части мебели с имеющим форму плиты материалом, который содержит, по меньшей мере, узкую сторону, а также верхнюю сторону и нижнюю сторону, и с, по меньшей мере, одним профилем кромки.
Уровень техники
Из уровня техники известны мебельные плиты, которые оснащены имитирующим дерево декоративным узором и содержат трехмерную структуру, которая согласована с имитирующим дерево декоративным узором. Иными словами, структура проходит конгруэнтно декоративному узору, то есть часть структуры, в частности, углубления или выступы, проходят соответственно конгруэнтно элементу декоративного узора. Согласованную с декоративным узором, например, имитирующим дерево декоративным узором, структуру называют синхронной структурой или синхронными порами или “embossed-in-registre” (тиснение с точным совмещением). При этом декоративный узор и структура являются частью покрытия, которое было нанесено на имеющий форму плиты материал, в частности, древесно-стружечную плиту.
Для изготовления таких покрытых декоративным узором мебельных плит известны различные способы. Так, заявка ЕР 2 700 522 А1 описывает способ изготовления, имеющего форму плиты элемента мебели, при котором запечатанные имитирующим дерево декоративным узором и пропитанные искусственной смолой листы бумаги прессуют с верхней стороной и нижней стороной древесно-стружечной плиты. Для прессования соответственно структурированные прокладки пресса настраивают на декоративный узор и таким образом на обеих поверхностях плиты осуществляют тиснение синхронной с декоративным узором структуры.
Другой способ описан в заявке ЕР 1 645 339 А1. Здесь трехмерную структуру выполняют не методом тиснения, а наносят на декоративный узор. Таким образом непосредственно запечатанную несущую плиту оснащают прозрачным защитным слоем, на который с помощью матового или окрашенного лака методом печати наносят структуру. Такую структуру называют также лаковой порой. Также и при этом способе в соответствии с одним исполнением структура может быть выполнена в виде синхронной структуры, то есть синхронной с декоративным узором структуры.
Известно также наклеивание на узкие поверхности имеющего форму плиты материала, например, мебельной плиты, профиля кромки, который называют также кромочной пленкой. Он служит, с одной стороны, в качестве визуально привлекательной, придающей законченность детали мебельных плит на их узких поверхностях, с другой стороны, за счет этого достигают защиты поделочной древесины от влаги и ударов. Известны различные виды профилей кромки и кромочных пленок.
С одной стороны, известны профили кромки на основе бумаги, которые состоят из слоистой структуры из одного или нескольких пропитанных смолой листов бумаги. В случае смолы речь идет, например, о меламиновой смоле или другой термореактивной смоле. В качестве бумаги используют декоративную бумагу, которая запечатана декоративным узором, и один или несколько стержневых листов бумаги. Профили кромки такого типа используют, например, для окантовки узких поверхностей оснащенной покрытием поделочной древесины, например, древесностружечных плит, МДФ-плит, древесноволокнистых плит высокой плотности, клеённой фанеры и щитов переклеенной конструкции. Готовые мебельные плиты можно в свою очередь использовать в качестве корпусных элементов, фронтонов, рабочих панелей и т.п.
В случае профилей кромки на бумажной основе соответствующий декоративный узор может быть нанесен методом печати перед или после пропитки соответствующей бумаги. Оснащенная таким образом декоративным узором слоистая структура может быть затем полимеризована посредством прессования или простого высушивания. Известно также тиснение трехмерной структуры, например, путем тиснения одного слоя перед прессованием или путем тиснения общей слоистой структуры в ходе прессования.
Изготовленные таким образом кромочные пленки можно в принципе изготавливать также с шириной, большей по сравнению с окончательной шириной, например, с шириной от 50 до 150 мм. В этом случае кромочные пленки затем нарезают по длине полосами, причем полученные таким образом более узкие кромочные пленки образуют затем соответствующий профиль кромки.
Наряду с описанными ранее профили кромки на бумажной основе или термореактивные профили кромки известны также термопластичные профили кромки, также экструзионные профили, которые также служат для декоративного покрытия узких поверхностей поделочной древесины, например, древесно-стружечных плит, МДФ-плит, древесноволокнистых плит высокой плотности, клеённой фанеры и щитов переклеенной конструкции, и выполняют как защитные, так и дизайнерские функции. Профили кромки изготавливают путем экструзии термопластичного полимера, например, ABS (акрил-бутадиен-стирол) и обычно окрашивают по всей поверхности. Эти профили кромки можно использовать при изготовлении мебели для кухни, ванных комнат, бюро и т.п. Вследствие высокой прочности их можно использовать также в выставочных и торговых залах.
Экструзию профиля кромки, который в последствии образует термопластичную кромку, можно осуществлять различным образом. Так, различают, с одной стороны, экструзию отдельного жгута и, с другой стороны каландровый метод.
В случае экструзии отдельного жгута используют экструзионный инструмент, который содержит главным образом профиль готовой кромки, то есть окончательный профиль кромки. При каландровом методе, напротив, например, с помощью щелевой головки, экструдат подводят к каландру, между валками которого формуют относительно широкую кромочную пленку, которую при необходимости затем вновь разделяют на полосы в соответствии с желаемой шириной кромки.
Также и изготовленные методом экструзии кромочные пленки могут быть оснащены трехмерной структурой, причем отдельный валик для тиснения наносит структуру путем тиснения в, как правило, еще мягком, тестообразном состоянии. Известен также способ, при котором кромочной пленке сначала дают охладиться и затем поверхностно нагревают ее интенсивным излучением, например, инфракрасным излучением, настолько, что валик для тиснения в завершение может произвести тиснение структуры. Тиснение трехмерной структуры может быть произведено также при каландровом методе, причем именно один из валков каландра является структурированным. В обоих случаях, то есть как при экструзии отдельного жгута, так и при каландровом методе, на кромочную пленку может быть нанесен декоративный узор и это нанесение возможно перед или после тиснения кромочной пленки.
Печать декоративного узора при описанных выше профилях кромки производят, например, с помощью метода цифровой печати, при котором печатающая головка лазерного принтера или струйного принтера наносит декоративный узор на подлежащую запечатыванию поверхность. Такой способ печатания на профиле кромки описан, например, в заявке DE 198 23 195 С2.
Профили кромки на бумажной основе, равно как и термопластичные профили кромки могут быть в принципе оснащены декоративным узором, имитирующим дерево или камень. Для элементов мебели, которые должны особо хорошо имитировать часть из массивной древесины или камня, предпочтителен выбор кромки на бумажной основе или термопластической кромки с декоративным узором, который соответствует декоративному узору верхней стороны элемента мебели.
Из заявки US 2005/0076598 A1 известно покрытие видимой скошенной кромки панели основания декоративным узором и сообщающимися с декоративным узором порами.
Заявка JP 2000-71691 А раскрывает слой переводного нанесения для покрытия подложки из поделочной древесины, причем слой переводного нанесения содержит декоративный слой и тисненный слой.
Из заявки WO 2005/046987 A1 известна панель, которая оснащена декоративной бумагой. В завершение с помощью фольги для тиснения или клише на панель наносят структуру, причем нанесенная структура, по меньшей мере, частично совпадает с декоративным узором декоративной бумаги.
Раскрытие изобретения
Задачей настоящего изобретения является создание элемента мебели, дополнительно улучшенного в отношении оптических и тактильных характеристик.
Определенную ранее и показанную задачу решают в соответствии с первым учением настоящего изобретения при способе изготовления профиля кромки для элемента мебели,
- при котором простирающуюся в продольном направлении кромочную пленку, в частности, бесконечную пленку, оснащают декоративным узором, который содержит, в частности, по меньшей мере, один декоративный элемент, и
- при котором кромочную пленку оснащают трехмерной структурой, которая, в частности, содержит, по меньшей мере, одно углубление или один выступ,
за счет того, что декоративный узор и структуру располагают таким образом, что структура, по меньшей мере, главным образом конгруэнтна декоративному узору и что кромочную пленку изготавливают путем экструзии термопластичного полимера.
Таким образом, в соответствии с изобретением, по меньшей мере, одна часть структуры, в частности, одно или несколько углублений или выступов, проходит соответственно конгруэнтно декоративному элементу декоративного узора. Было установлено, что, в частности, при элементах мебели, которые с обеих сторон, то есть как на их верхней стороне, так и на их нижней стороне, оснащены синхронной структурой, использование такого профиля кромки, который также содержит синхронную структуру, придает еще лучшее сходство с подлежащим имитации материалом, например, деревом. В частности, при больших узких поверхностях, которые предусмотрены, например, на рабочих кухонных панелях, достигается впечатление плиты из массивной древесины, особенно если декоративный узор и структура покрытия на верхней и/или нижней стороне совпадают с покрытием на узкой поверхности. Предпочтительно в случае имеющего форму плиты материала, который оснащен, например, покрытием из имитирующего дерево декоративного узора, даже представляет возможным оснащение двух взаимно параллельных узких поверхностей декоративным узором и синхронной структурой, которая идентична декоративному узору и структуре верхней или нижней стороны плиты, и оснащение обеих других параллельных друг другу узких поверхностей отличным от него декоративным узором и отличной от нее синхронной структурой, которые создают, например, впечатление торцовой поверхности дерева. Верхняя сторона или нижняя сторона и обе первых параллельных узких стороны создавали бы в этом случае впечатление длинномерной древесины, так что в целом практически невозможно обнаружить отличия от натурального массива дерева.
В последующем теперь описаны различные исполнения соответствующего изобретению способа изготовления профиля кромки, которые представляют собой также предмет дополнительных пунктов формулы изобретения.
В соответствии с изобретением предусмотрено, что кромочную пленку изготавливают путем экструзии термопластичного полимера и последующего по мере необходимости разделения кромочной пленки в продольном направлении. Под кромочной пленкой понимают, таким образом, с одной стороны, экструдированную и не подвергнутую последующему разделению на части ленту и, с другой стороны, также ленту, полученную в результате разделения экструдата на части. Оба варианта кромочной пленки, если они оснащены декоративным узором и синхронной с декоративным узором структурой, могут образовывать профиль кромки в смысле изобретения.
В соответствии с исполнением соответствующего изобретению способа предусмотрено, что кромочную пленку в течение промежутка времени после ее изготовления, в частности, экструзии, в течение которого полимерный материал кромочной пленки еще не приобрел окончательную жесткость формы, оснащают структурой. Таким образом, в соответствии с этим исполнением структуру наносят на экструдат методом тиснения в его еще мягком или тестообразном состоянии.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что кромочную пленку оснащают структурой в течение промежутка времени с момента его изготовления, в частности. экструзии, в течение которого полимерный материал кромочной пленки уже приобрел окончательную жесткость формы. Таким образом, можно также сначала дать экструдату полностью отвердеть, при необходимости в ходе промежуточного хранения, и затем поверхностно нагреть его и, тем самым, размягчить его в области, которой должно быть осуществлено тиснение. Нагревание осуществляют, в частности, интенсивным излучением, например, инфракрасным излучением.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что ленту сначала оснащают декоративным узором и затем структурой. Это подразумевает, что в заданном месте кромочной пленки предусматривают декоративный узор, в частности, путем нанесения печатного изображения на верхнюю сторону, то есть последнюю видимую сторону, например, методом цифровой печати или глубокой печати, причем в ходе последующего второго этапа на этом (предварительно оснащенном декоративным узором) месте выполняют тиснение структуры.
В соответствии с альтернативным исполнением соответствующего изобретению способа предусмотрено, что кромочную пленку сначала оснащают структурой и в завершение декоративным узором. Таким образом, представляется возможным случай, при котором на первом этапе в заданном месте кромочной пленки сначала осуществляют тиснение структуры и затем в ходе отдельного второго этапа наносят декоративный узор, причем нанесение (нанесение печатного изображения) осуществляют, в частности, или лишь в углубленных участках, но не на возвышающихся участках тиснения. Наконец, на возвышенных участках может быть предусмотрено другое нанесение, например, другим цветом, нежели в углубленных участках тиснения. Таким образом синхронная с декоративным рисунком структура может быть изготовлена особенно просто.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что декоративный узор наносят на кромочную пленку с помощью косвенной глубокой печати, с использованием одного или нескольких печатных цилиндров. Под способом глубокой печати понимают технику печати, при которой печатный цилиндр содержит выступающие участки и углубленные участки, этот печатный цилиндр заливают краской, например, путем его погружения в красочную ванну, так что в контакт с краской входят как выступающие, так и углубленные участки, после этого краску снимают с выступающих участков ракелем или скребком, так что краска находится лишь в углубленных участках, и, наконец, печатный цилиндр и подлежащую запечатыванию поверхность кромочной пленки прижимают друг к другу, в результате чего происходит передача краски из углубленных участков на поверхность кромочной пленки. Соответствующий декоративный узор повторяется в зависимости от окружного периметра соответствующего печатного цилиндра. В принципе этот процесс можно также повторять с использованием нескольких таких печатных цилиндров, в частности, с различными красками и/или различными формами углубленных и выступающих участков и/или с различными окружными периметрами.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что структуру наносят на кромочную пленку методом тиснения с помощью одного или нескольких валиков для тиснения. Валик (валики) для тиснения содержит или содержат аналогично описанным выше печатным цилиндрам выступающие и углубленные участки, причем выступающие участки погружаются в кромочную пленку и, тем самым, осуществляют тиснение. Также и в этом случае может быть предусмотрено тиснение с помощью нескольких последовательно расположенных валиков для тиснения, причем также и здесь форма выступающих или углубленных участков и/или окружный периметр валиков для тиснения могут быть различными. В принципе может быть предусмотрен также валик без собственной структуры тиснения, причем в этом случае между валиком и экструдированной кромочной пленки пропускают в продольном направлении структурирующую пленку или т.п. (структурирующую бумагу).
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что, по меньшей мере, один валик для тиснения представляет собой валок каландра. Каландр состоит из нескольких расположенных один под другим и/или рядом друг с другом валков каландра, которые удалены от соседнего или соответственно соседних валка (валков) каландра на расстояние заданного зазора. Экструдат пропускают между несколькими парами соседних валков каландра и за счет этого формуют. Если в случае одного из валков каландра речь идет о валике для тиснения, то автоматически предусматривают тиснение поверхности кромочной пленки или экструдата. Валик для тиснения представляет собой предпочтительно валок каландра последней пары валков каландра, через которую пропускают экструдат.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что окружный периметр печатного цилиндра или печатных цилиндров и валика (валиков) для тиснения выбирают таким образом, что, если кромочная пленка входит в контакт с печатным цилиндром (печатными цилиндрами) и валиком (валиками) для тиснения, декоративный узор и структуру наносят совместно, по меньшей мере, главным образом с перекрыванием. Если вследствие допусков все же произойдет возможное незначительное смещение в продольном направлении между декоративным узором и структурой, то величина смещения в продольном направления не изменяется (без принятия мер противодействия), поскольку печатные цилиндры и валик (валики) для тиснения постоянно вращаются синхронно относительно друг друга вследствие взаимно согласованного окружного периметра.
Для достижения такого синхронизма предусмотрено, в частности, что окружный периметр валика (валиков) для тиснения соответствует окружному периметру печатного цилиндра или печатных цилиндров или целочисленному кратному окружного периметра печатного цилиндра или печатных цилиндров.
Дополнительно или альтернативно может быть также предусмотрено, что окружный периметр печатного цилиндра или печатных цилиндров соответствует целочисленному кратному окружного периметра валика (валиков) для тиснения.
Для случая со смещением может быть также предусмотрено автоматизированное устройство управления, которое (своевременно) распознает смещение в продольном направлении между декоративным узором и структурой и осуществляет дополнительное регулирование скорости подачи кромочной пленки и/или скорости вращения одного или нескольких печатных цилиндров и/или одного или нескольких валиков для тиснения.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что декоративный узор наносят на кромочную пленку с помощью цифровой печати (с использованием устройства для цифровой печати, в частности, с использованием печатающей головки, в частности, струйной чернильной печатающей головки или лазерной печатающей головки). В завершение запечатанную таким образом декоративную бумагу прессуют к виду слоистой структуры или высушивают.
В соответствии вновь со следующим исполнением соответствующего изобретению способа предусмотрено, что печатающее устройство для цифровой печати или печатный цилиндр или один из печатных цилиндров или валик для тиснения или один из валиков для тиснения или отдельное маркирующее устройство многократно наносит на кромочную пленку маркировку, в частности, с равномерным интервалом. Под маркировкой можно понимать графическую (например, напечатанную) или трехмерную (например, тисненую) маркировку. С помощью таких маркировок можно, в частности, несложным образом регулировать соответственно последующие печатные цилиндры и/или валики для тиснения таким образом, что оттиск соответственно следующего печатного цилиндра или тиснение соответственно следующего валик для тиснения всегда расположены на одинаковом расстоянии от ближайшей маркировки.
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что соответствующую маркировку предусматривают в качестве отдельной маркировки на крае кромочной пленки или на задней стороне (не видимой в последующем смонтированном состоянии стороне) кромочной пленки или интегрируют в декоративный узор и/или структуру. «Отдельная маркировка» подразумевает, что маркировку наносят независимо от декоративного узора и/или структуры в ходе отдельного этапа. Однако, в принципе маркировку может образовывать также определенное место повторяющегося декоративного узора или повторяющейся структуры.
В частности, маркировку можно предусматривать на крае кромочной пленки предпочтительно в том случае, если в течение дальнейшего изготовления кромочной пленки ее дополнительно также разделяют по длине, причем предпочтительно отделяют столь широкую краевую полосу кромочной пленки, что на оставшейся кромочной ленте маркировка более не является видимой. Если, напротив, кромочная пленка не подлежит более дополнительному боковому обрезанию, то может быть предпочтительно предусмотрена маркировка на ее задней стороне, в результате чего маркировка является в последующем скрытой в смонтированном состоянии профиля кромки. Однако, как было сказано, маркировка может быть интегрирована в принципе также в декоративный узор и/или структуру, в частности, в качестве части декоративного узора и/или структуры, так что маркировка не может быть распознана как таковая наблюдателем (так называемая «скрытая маркировка с точной приводкой»).
В соответствии со следующим исполнением соответствующего изобретению способа предусмотрено, что соответствующую маркировку распознают, в частности, с помощью считывающего устройства, например, оптического считывающего устройства, и привлекают с помощью устройства управления для регулирования скорости подачи кромочной пленки и/или скорости печати устройства для цифровой печати и/или скорости вращения печатного цилиндра или печатных цилиндров и/или валика (валиков) для тиснения и/или для согласования подлежащего печатанию цифрового декоративного узора (данных декоративного узора в процессоре). Регулирование осуществляется, в частности, автоматически, причем считывающее устройство предпочтительно распознает каждую маркировку и передает соответствующий сигнал на устройство управления.
В частности, возможен случай, при котором устройство управления сравнивает позицию соответствующей маркировки с угловым положением (относительно поверхности пленки) печатного цилиндра или печатных цилиндров и/или валика (валиков) для тиснения и на основании результата сравнения осуществляет регулирование. Для этого может быть также предусмотрена маркировка на соответствующем печатном цилиндре и/или соответствующем валике для тиснения, в частности, на основании соответствующего печатного цилиндра или соответствующего валика для тиснения, причем эта маркировка также распознается считывающим устройством, например, оптическим считывающим устройством, и на устройство управления может быть передан соответствующий сигнал.
В соответствии с альтернативным исполнением соответствующего изобретению способа предусмотрено, что устройство управления сравнивает позицию соответствующей, предусмотренной на кромочной пленке маркировки с позицией устройства для цифровой печати, в частности, печатающей головки (относительно поверхности пленки) и на основании результата сравнения производит регулировку.
Описанное выше регулирование и относящееся, тем самым, к нему согласование может включать в себя дополнительно также изменение позиции соответствующего печатного цилиндра или соответствующего валика для тиснения или подлежащей запечатыванию или тиснению кромочной пленки в поперечном направлении (направление, ортогональное продольному направлению), в результате чего можно компенсировать или предотвратить смещение между декоративным узором и структурой в поперечном направлении.
Выведенную ранее и показанную -12а- решают, далее, в соответствии со вторым учением настоящего изобретения при элементе мебели
- с имеющим форму плиты материалом, который содержит, по меньшей мере, узкую поверхность, а также верхнюю сторону и нижнюю сторону, и
- с, по меньшей мере, одним профилем кромки,
за счет того, что профиль кромки изготовлен с помощью описанного выше способа, в частности, что кромочная пленка изготовлена путем экструдирования термопластичного полимерного материала.
В соответствии с исполнением соответствующего изобретению элемента мебели предусмотрено, что верхняя сторона и/или нижняя сторона имеющего форму плиты материала оснащены покрытием, которое содержит декоративный узор и трехмерную структуру, которая предпочтительно, по меньшей мере, главным образом конгруэнтна декоративному узору покрытия имеющего форму плиты материала. Таким образом, элемент мебели может содержать также на главных сторонах (верхней стороне и/или нижней стороне) синхронную с декоративным узором структуру, например, имитирующий дерево декоративный узор с соответствующей структурой под дерево.
В соответствии со следующим исполнением соответствующего изобретению элемента мебели предусмотрено, что декоративный узор покрытия имеющего форму плиты материала соответствует декоративному узору профиля кромки и/или структура покрытия имеющего форму плиты материала соответствует структуре профиля кромки. Таким образом, структура в области расположенной с верхней стороны или нижней стороны поверхности и узкой стороны предпочтительно является идентичной. Это предпочтительно относится также к декоративному узору. В случае декоративного узора, имитирующего дерево, за счет этого покрытие верхней стороны или нижней стороны и профиль кромки может оптически и тактильно имитировать поверхность продольного бруса.
В соответствии с альтернативным исполнением соответствующего изобретению элемента мебели предусмотрено, что декоративный узор покрытия имеющего форму плиты материала отличается от декоративного узора профиля кромки и/или структура покрытия имеющего форму плиты материала отличается от структуры профиля кромки. В случае декоративного узора, имитирующего дерево, тем самым профиль кромки, отличающийся по декоративному узору и структуре от покрытия главной поверхности (главных поверхностей) может оптически и тактильно имитировать поверхность торца древесины.
В частности, может быть предусмотрено, что декоративный узор и структура покрытия имеющего форму плиты материала представляют собой декоративный узел и структуры продольного бруса, а декоративный узор и структура профиля кромки представляют собой декоративный узор и структуру торца древесины.
Для достижения особенно реалистичного впечатления может быть, кроме того, предусмотрено, что на две встречающиеся в одном углу имеющего форму плиты материала узких сторонах соответственно нанесен изготовленный описанным способом профиль кромки, причем оба профиля кромки содержат синхронную с декоративным узором структуру, которая идентична, по меньшей мере, на одном, граничащем с соответствующим концом профиля кромки участке, или полностью идентична, причем смещение в направлении, проходящем перпендикулярно плоскости, в которой проходит верхний и нижний край узкой поверхности, между синхронной с декоративным узором структурой на конце одного профиля кромки и синхронной с декоративным узором структурой на конце другого профиля кромки составляет максимально 0,5 мм, предпочтительно максимально 0,35 мм, особо предпочтительно максимально 0, 2 мм. Это относится, в частности, ко всем углам имеющего форму плиты материала, в которых встречаются вместе два профиля кромки с синхронной с декоративным узором структурой. «Углом» в этой взаимосвязи обозначают кромку, в которой встречаются обе узких поверхности, и которая простирается от верхней стороны к нижней стороне имеющего форму плиты материала.
Теперь существует множество возможностей для исполнения и усовершенствования соответствующего изобретению способа и соответствующего изобретению элемента мебели. В этом отношении следует, с одной стороны, указать на следующие за пунктами 1 и 19 пункты формулы изобретения и, с другой стороны, на описание примеров исполнения в совокупности с чертежами. Чертежи показывают:
Краткое описание чертежей
Фиг. 1 показывает схематическое изображение изготовления профиля кромки в соответствии с первым примером исполнения соответствующего изобретению способа,
Фиг. 2 показывает схематическое изображения изготовления профиля кромки в соответствии со вторым примером исполнения соответствующего изобретению способа,
Фиг. 3 показывает схематическое изображение изготовления профиля кромки в соответствии с третьим примером исполнения соответствующего изобретению способа,
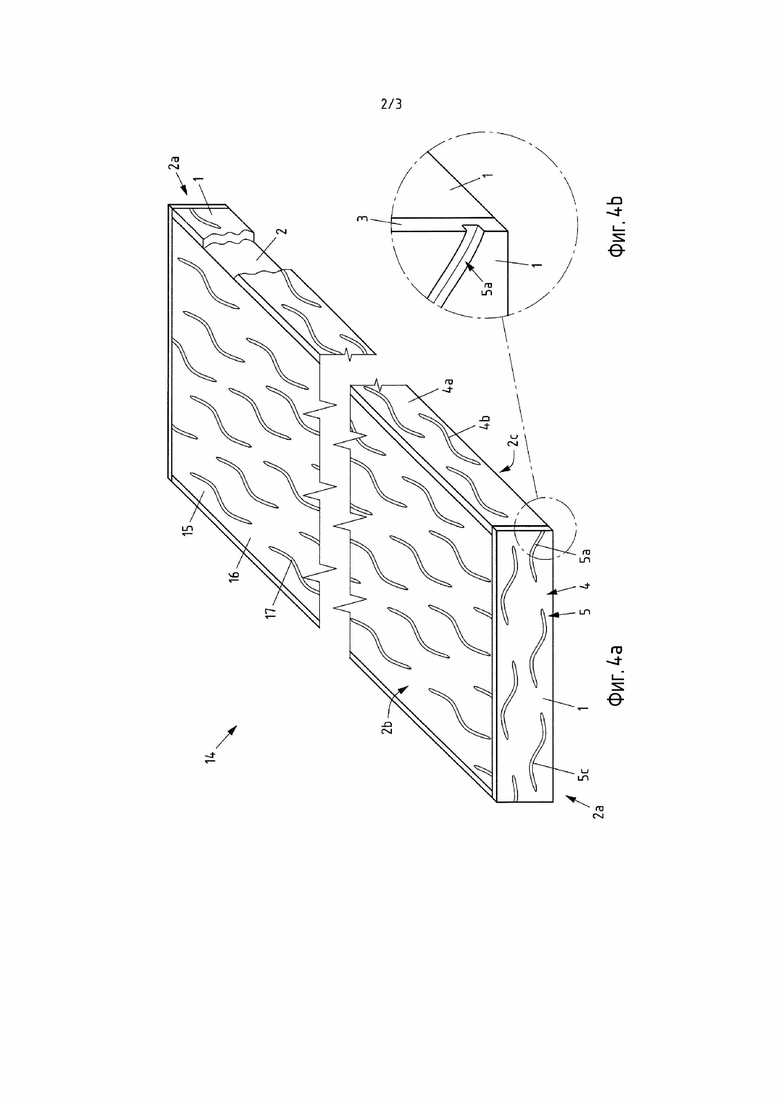
Фиг. 4а) и b) показывают схематическое изображение первого примера исполнения соответствующего изобретению элемента мебели и
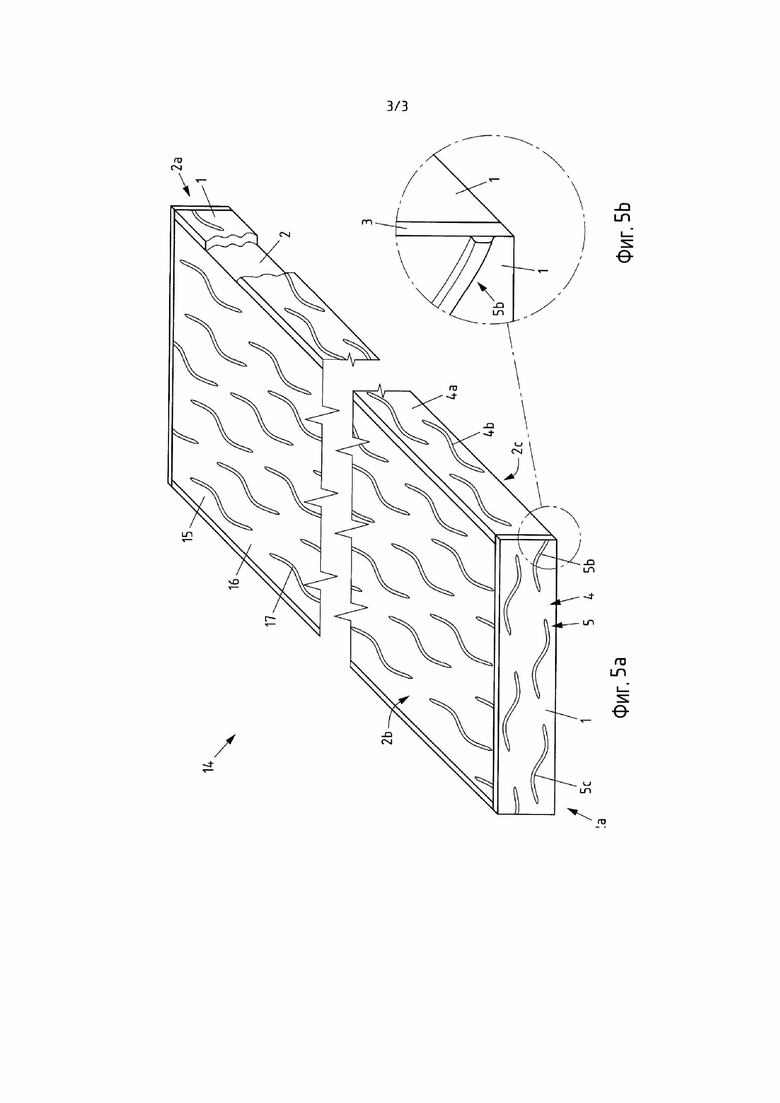
Фиг. 5а) и b) показывает схематическое изображение второго примера исполнения соответствующего изобретению элемента мебели.
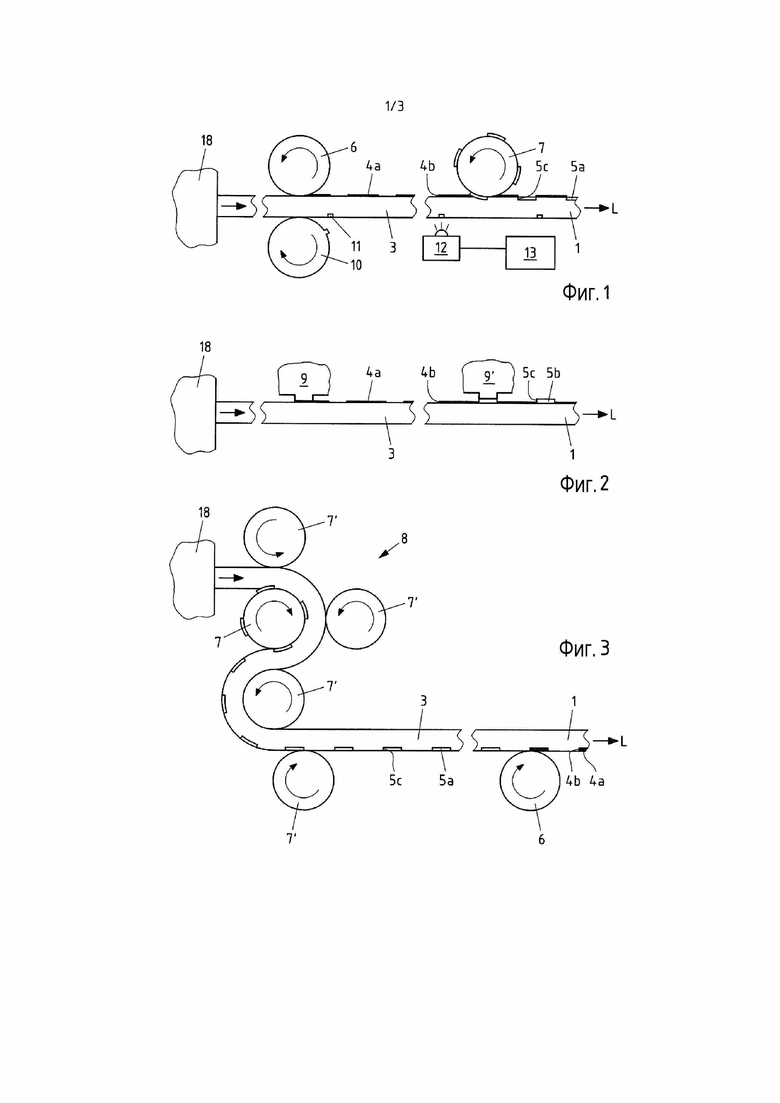
На фиг. 1 в виде примера показано изготовление профиля 1 кромки для нанесения на узкую поверхность 2а имеющего форму плиты материала 2. Фиг. 2 и 3 показывают следующие варианты способа. Фиг. 4а) и 4b) показывают элемент 14 мебели из имеющего форму плиты материала 2, который содержит соответствующий профиль 1 кромки. Фиг. 5а) и 5b) показывают альтернативный пример исполнения элемента 14 мебели с профилем 1 кромки.
В основу различных вариантов показанного на фиг. с 1 по 3 способа изготовления профиля 1 кромки положен следующий общий базовый принцип.
Осуществление изобретения
Так, при соответствующем изобретению способе сначала подготавливают или изготавливают простирающуюся в продольном направлении L кромочную пленку 3 в форме бесконечной пленки. Изготовление может быть осуществлено, например, методом экструзии термопластичного полимера или прессования слоистой структуры из бумаги, пропитанной термореактивным полимером (смолой).
Кромочную пленку 3 в процессе изготовления или после его оснащают как декоративным узором 4, так и трехмерной структурой 5. При этом декоративный узор вырабатывают путем частичного нанесения краски, в результате чего оснащенные краской 4а области граничат с не запечатанными или запечатанными иным образом областями. Оснащенные краской 4а области образуют соответственно элемент 4b декоративного узора.
Структура 5 может быть выработана путем предусмотрения либо углублений 5а либо выступов 5b, причем углубления 5а или выступы 5b ограничены, по меньшей мере, одним краем 5с. Углубления 5а можно выполнить, например, путем тиснения, а выступы 5b – путем нанесения материала, например, лака.
Для базового принципа настоящего изобретения вопрос о том, оснащают ли кромочную пленку 3 сначала декоративным узором 4 и в завершение – трехмерной структурой 5 или же сначала трехмерной структурой 5 и затем декоративным узором 4, имеет второстепенное значение. В данном случае последовательность может варьироваться в зависимости от конкретного случая и желаемого результата.
Как пояснено в последующем на основании примеров исполнения в фиг. с 1 по 3, в случае соответствующего изобретению способа существенно то, что декоративный узор 4 и структуру 5 располагают таким образом, что структура 5, по меньшей мере, главным образом конгруэнтна декоративному узору 4. Таким образом, в соответствии с изобретением вырабатывают так называемую синхронную с декоративным узором структуру 5. Определение «главным образом» подразумевает, что хотя в идеальном случае часть структуры 5, в частности, оговоренное углубление 5 или оговоренный выступ 5b, проходит конгруэнтно элементу 4b декоративного узора 4, не могут быть, однако, исключены обусловленные допусками незначительные перемещения или незначительное смещение в продольном направлении L или поперечно ему. Возможное смещение может быть, однако, предотвращено с помощью устройства 13 управления, которое еще будет описано ниже.
Как уже указывалось, кромочная пленка 3 может состоять главным образом из одно- или многослойной слоистой структуры из пропитанной термореактивной смолой бумаги. В этом случае декоративное покрытие 4может быть нанесено также, по меньшей мере, частично на один из слоев слоистой структуры, например, на пропитанную смолой или еще не пропитанную смолой бумагу, причем в этом случае в завершение из слоистой структуры вырабатывают кромочную пленку 3, например, посредством упомянутого прессования.
В последующем способ поясняется со ссылкой на фиг. с 1 по 3, однако, в качестве примера для профиля 1 кромки, в случае которого кромочная пленка 3 состоит из термопластичного полимера.
На фиг. 1 и 2 схематически показан экструдер 18 для экструзии отдельных жгутов, который вырабатывает кромочную пленку 3. На фиг. 3 изображен, напротив, экструдер 18’ каландра 8.
Фиг. 1 схематически показывает способ, при котором экструдированную кромочную пленку 3 на первом этапе оснащают декоративным узором 4 и затем во входе следующего этапа оснащают структурой 5. Экструдированную кромочную пленку 3 для этого пропускают в продольном направлении L сначала мимо печатного цилиндра 6 и в завершение мимо валика 7 для тиснения. С помощью печатного цилиндра 6 с помощью способа глубокой печати многократно парциально краску 4а наносят на передней стороне на кромочную пленку 3. Оснащенные краской 4а участки образуют вместе с прочей поверхностью декоративный узор 4.
Затем расположенный за ним валик 7 для тиснения осуществляет в случае фиг. 1 тиснение углублений 5а между участками, оснащенными краской 4а. Углубления 5а совместно образуют структуру 5. При этом соответствующее углубление 5а проходит конгруэнтно соответствующему элементу 4b декоративного узора, который образован участком, оснащенном краской 4а. Таким образом создают синхронную с декоративным узором структуру.
Фиг. 3 схематически показывает способ, при котором экструдированную кромочную пленку 3 также оснащают сначала декоративным узором 4 и затем структурой 5. В этом случае краску 4а декоративного узора 4 наносят, конечно, через печатающую головку 9, например, чернильную струйную печатающую головку 9, с помощью метода цифровой печати.
Также и трехмерную структуру 5 вырабатывают с помощью печатающей головки 9’ методом цифровой печати, в то время как печатающая головка 9’ наносит между оснащенными краской 4а участками полимерный материал, например, цветной или бесцветный и/или матовый или блестящий лак. Нанесенный печатающей головкой 9’ материал имеет в данном случае большую толщину слоя по сравнению с ранее нанесенной печатающей головкой 9 краской 4а, так что в данном случае возникают выступы 5b, которые образуют структуру 5.
Для достижения особенно хорошего результата может быть также предусмотрено, что структуру 5, в частности, выработанную путем цифровой печати структуру 5, распознают оптическим устройством распознавания (не изображено), например, камерой, и согласовывают печать декоративного узора с определенной позицией структуры 5, относительно продольного направления L. Также представляется возможным противоположный случай, при котором на кромочной пленке 3 предусматривают сначала декоративный узор 4 и затем структуру 5, причем декоративный узор 4 распознают оптическим устройством распознавания (не изображено), например, камерой, и тиснение структуры 5 согласовывают с определенной позицией декоративного узора 4, относительно продольного направления L.
При способе в соответствии с фиг. 3 экструдированную кромочную пленку 3 после выхода из экструдера 18’ направляют в продольном направлении между несколькими валками 7 или 7’ каландра и формуют ее. В случае одного из валков 7 или 7’ каландра речь в этом примере исполнения идет о валике 7 для тиснения, который в аналогии к фиг. 1 осуществляет тиснение структуры 5 на кромочной пленке 3.
Для оптимизации результата тиснения представляются возможными различные следующие меры. Так, осуществляющий тиснение структуры 5 валок 7 каландра представляет собой в данном случае часть первой пары 7/7’ валков, с которой экструдированная кромочная пленка 3 после выхода из экструдера 18’ входит в контакт первой, в результате чего кромочная пленка является еще относительно мягкой. Кроме того, валок 7 каландра расположен относительно экструдера 18’, в частности, таким образом и/или экструдированную кромочную пленку 3 направляют на выходе из экструдера 18’ таким образом, что экструдированная кромочная пленка 3 проходит вокруг осуществляющего тиснения валка 7 каландра с поворотом на 90°, предпочтительно на, по меньшей мере, 135°, особо предпочтительно на, по меньшей мере, 180° и за счет этого находится в особо длительном контакте с задающим структуру валком 7.
После каландра 8 расположен печатный цилиндр 6, аналогичный изображенному на фиг. 1, который также методом глубокой печати наносит краску 4а на кромочную пленку 3. В этом случае краску 4а вводят, конечно, в выработанные ранее валиком 7 для тиснения углубления 5а структуры 5. Вне углублений 5а краска отсутствует или присутствует другая краска, которая была затем нанесена отдельно (не изображена).
Для того чтобы в соответствии с изобретением образующие структуру 5 углубления 5а или выступы 5b проходили синхронно (конгруэнтно) с соответствующими элементами 4b декоративного узора, то есть с оснащенными краской 4а участками декоративного узора 4, представляются возможными различные меры.
С одной стороны, может быть предусмотрено, что окружный периметр соответствующего печатного цилиндра 6 и окружный периметр соответствующего валика 7 для тиснения выбраны таким образом, что при вхождении кромочной пленки 3 в контакт с соответствующим печатным цилиндром 6 и соответствующим валиком 7 для тиснения, декоративный узор 4 и структура 5 взаимно (по меньшей мере, главным образом) перекрывают друг друга. При этом градус перекрывания между декоративным узором 4 и структурой не изменяется. В данном случае этого достигают, с одной стороны, за счет того, что окружный периметр соответствующего валика 7 для тиснения соответствует окружному периметру соответствующего печатного цилиндра 6, так что печатный цилиндр 6 и валик 7 для тиснения вращаются с одинаковой скоростью вращения или качения.
С другой стороны, как показывает фиг. 1, может быть предусмотрено отдельное маркировочное устройство 10, которое автоматически наносит на кромочную пленку 3 с равномерным интервалом на протяжении длины L маркировки 11, которые можно использовать в целях регулирования. На фиг. 1 маркировки 11 выполнены тиснением. Возможна, однако, также печать маркировок 11. Такие маркировки можно предусматривать также при примерах исполнения по фиг. 2 и 3.
На фиг. 1 маркировки предусматривают, например, на задней стороне, то есть на обращенной от декоративного узора 4 и структуры 5 стороне кромочной пленки 3. В принципе маркировки 11 могут быть предусмотрены, однако, также в другом месте, например, на крае кромочной пленки 3 и/или с верхней стороны и/или внутри декоративного узора 4 и/или внутри структуры 5.
Соответствующие маркировки 11 на фиг. 11 распознают, например, считывающим устройством 12, в данном случае оптическим сенсором 12, и привлекают с помощью устройства 3 управления для управления скоростью подачи кромочной пленки 3 и/или скоростью вращения валика 7 для тиснения. В случае, если за печатным цилиндром 6 расположен валик 7 для тиснения, как это показано в виде примера на фиг. 3, соответствующую маркировку 11 привлекают предпочтительно для управления скоростью вращения печатного цилиндра 6.
Устройство 13 управления сравнивает определенные позиции соответствующих маркировок 11, например, с определенными угловыми положениями печатного цилиндра 6 или валика 7 для тиснения относительно поверхности кромочной пленки, и на основании результата сравнения производит юстировку скорости вращения печатного цилиндра 6 или валика 7 для тиснения, если смещение между декоративным узором 4 и структурой 5 превышает определенную заданную величину.
Как было сказано, альтернативно или дополнительно на основании результата сравнения при превышении заданной величины для смещения можно варьировать также скорость подачи кромочной пленки 3, например, путем изменения скорости экструзии и/или путем изменения скорости транспортировки транспортирующего устройства или отдельных участков транспортирующего устройства (не изображено), на котором экструдированную кромочную пленку 3 транспортируют вдоль продольного направления L. Устройство 13 управления может описанным образом осуществлять также растяжение или сплющивание участков кромочной пленки 3 в продольном направлении L, чтобы предотвратить посредством этого возможное смещение между декоративным узором 4 и структурой 5.
На фиг. 4а) и 4b) в виде примера показан элемент 14 мебели, который образован имеющим форму плиты материалом 2, который на своих узких сторонах 2а, а также своей верхней стороне 2b и своей нижней стороне 2с оснащен покрытием.
Верхняя сторона 2b и нижняя сторона 2с имеющего форму плиты материала 2 оснащены при этом покрытием 15, в данном случае, например, прессованным ламинатом на основе бумаги, причем покрытие 15 содержит, с одной стороны, декоративный узор 16 и, с другой стороны, трехмерную структуру 17, в случае которой речь идет о синхронной с декоративным узором структуре 17.
Узкие стороны 2а оснащены профилем 1 кромки, который был изготовлен в соответствии с описанным выше соответствующим изобретению способом. Также и профиль 1 кромки содержит декоративный узор 4 и трехмерную структуру 5, причем структура 5 представляет собой синхронную с декоративным узором структуру 5.
При этом декоративный узор 4 и структура 5 профиля 1 кромки идентичны декоративному узору 16 и структуре 17 нанесенного с верхней стороны и нижней стороны покрытия 15 имеющего форму плиты материала 2.
В случае примера исполнения элемента 14 мебели на фиг. 4а) и 4b) трехмерная структура 5 состоит из множества углублений 5а, которые вытиснены в профиле 1 кромки. Структура 17 сформована соответствующим образом.
Следующий пример исполнения элемента 14 мебели, который показан на фиг. 5а) и 5b), главным образом сравним с примером исполнения по фиг. 4а) и 4b), с той разницей, что трехмерная структура 5 профиля 1 кромки образована в данном случае множеством выступов 5b. Это относится также к структуре 17 покрытия 15.
Изобретение относится к способу изготовления профиля кромки для элемента мебели, при котором простирающуюся в продольном направлении кромочную пленку оснащают декоративным узором и при котором кромочную пленку оснащают трехмерной структурой, а также к части мебели с имеющим форму плиты материалом, который содержит, по меньшей мере, узкую сторону, а также верхнюю сторону и нижнюю сторону, и с по меньшей мере одним профилем кромки. Изобретение направлено на увеличение тактильных свойств изготавливаемой мебели. Способ изготовления профиля кромки для элемента мебели, при котором проходящую в продольном направлении кромочную пленку оснащают декоративным узором и оснащают трехмерной структурой. Декоративный узор и структура расположены таким образом, что структура главным образом конгруэнтна декоративному узору. Кромочную пленку сначала оснащают декоративным узором, а затем структурой или сначала структурой, а затем декоративным узором. Кромочную пленку изготавливают путем экструзии термопластичного полимерного материала. 2 н. и 18 з.п. ф-лы, 7 ил.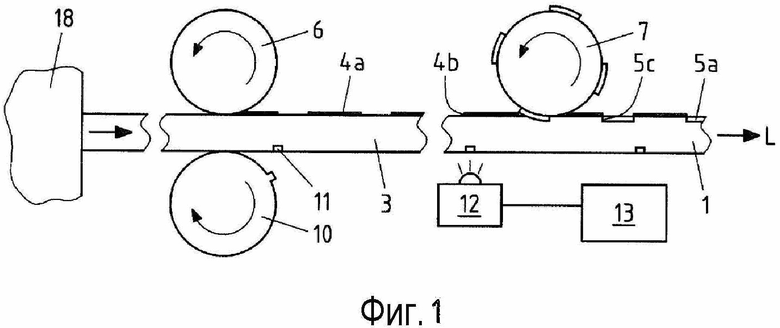
1. Способ изготовления профиля (1) кромки для элемента (14) мебели,
- при котором проходящую в продольном направлении (L) кромочную пленку (3) оснащают декоративным узором (4) и
- при котором кромочную пленку (3) оснащают трехмерной структурой (5),
отличающийся тем, что
- декоративный узор (4) и структура (5) расположены таким образом, что структура (5), по меньшей мере, главным образом конгруэнтна декоративному узору (4), причем кромочную пленку (3) сначала оснащают декоративным узором (4), а затем структурой (5) или сначала структурой, а затем декоративным узором, при этом
- кромочную пленку (4) изготавливают путем экструзии термопластичного полимерного материала.
2. Способ по п. 1, отличающийся тем, что кромочную пленку (3) в течение промежутка времени с момента ее изготовления, в частности экструзии, в течение которого полимерный материал кромочной пленки (3) еще не обладает окончательной жесткостью формы, оснащают структурой (5).
3. Способ по п. 1, отличающийся тем, что кромочную пленку (3) в течение промежутка времени с момента ее изготовления, в частности экструзии, в течение которого полимерный материал кромочной пленки (3) уже обладает окончательной жесткостью формы, оснащают структурой (5).
4. Способ по любому из пп. 1-3, отличающийся тем, что декоративный узор (4) наносят на кромочную пленку (3) с помощью глубокой печати, в частности косвенной глубокой печати, с использованием одного или нескольких печатных цилиндров (6).
5. Способ по любому из пп. 1-4, отличающийся тем, что структуру (5) выдавливают на кромочной пленке (3) с помощью одного или нескольких валиков (7) для тиснения.
6. Способ по п. 5, отличающийся тем, что по меньшей мере один валик (7) для тиснения представляет собой каландровый валок (7, 7’) каландра (8).
7. Способ по п. 5 или 6, отличающийся тем, что окружный периметр печатного цилиндра (6) или печатных цилиндров (6) и валика (валиков) (7) для тиснения выбран таким образом, что в случае вхождения кромочной пленкой (3) в контакт с печатным (печатными) цилиндром (цилиндрами) (6) и валиком (валиками) (7) для тиснения декоративный узор (4) и структура (5), по меньшей мере, главным образом перекрывают друг друга.
8. Способ по любому из пп. 5-7, отличающийся тем, что окружный периметр валика (валиков) 7 для тиснения соответствует окружному периметру печатного цилиндра (6) или печатных цилиндров (6) или целочисленному кратному окружного периметра печатного цилиндра (6) или печатных цилиндров (6).
9. Способ по любому из пп. 5-8, отличающийся тем, что окружный периметр печатного цилиндра (6) или печатных цилиндров (6) соответствует целочисленному кратному окружного периметра валика (валиков) (7) для тиснения.
10. Способ по любому из пп. 1-3, отличающийся тем, что декоративный узор (4) наносят на кромочную пленку (3) с помощью цифровой печати.
11. Способ по любому из пп. 6-10, отличающийся тем, что
- печатающее устройство для цифровой печати, или
- печатный цилиндр (6) или один из печатных цилиндров (6), или
- валик (7) для тиснения или один из валиков (7) для тиснения, или
- отдельное маркирующее устройство (10)
наносят на кромочную пленку (3) многократную, в частности повторяющуюся через равномерные интервалы маркировку (11).
12. Способ по п. 11, отличающийся тем, что соответствующую маркировку (11) предусматривают в качестве отдельной маркировки (11) на краю кромочной пленки (3) или на задней стороне кромочной пленки (3) или интегрируют в декоративный узор (4) и/или структуру (5).
13. Способ по п. 11 или 12, отличающийся тем, что соответствующую маркировку (11) распознают, в частности, считывающим устройством (12) и привлекают устройством (13) управления для регулирования скорости подачи кромочной пленки (3), и/или скорости печати устройства цифровой печати, и/или скорости вращения печатного цилиндра (6) или печатных цилиндров (6) и/или валика (валиков) (7) для тиснения и/или для согласования подлежащего запечатыванию цифрового декоративного узора.
14. Способ по п. 13, отличающийся тем, что устройство (13) управления сравнивает позицию соответствующей маркировки (11) с угловым положением печатного цилиндра (6) или печатных цилиндров (6) и/или валика (валиков) (7) для тиснения и на основании результата сравнения осуществляет регулирование.
15. Способ по п. 13, отличающийся тем, что устройство (13) управления сравнивает позицию соответствующей маркировки (11) с позицией устройства для цифровой печати, в частности печатающей головки (9, 9’), и на основании результата сравнения осуществляет регулирование.
16. Элемент (14) мебели
- с имеющим форму плиты материалом (2), который содержит, по меньшей мере, узкую поверхность (2а), а также верхнюю сторону (2b) и нижнюю сторону (2с), и
- с по меньшей мере одним профилем (1) кромки, изготовленным, в частности, с помощью способа по любому из пп. 1-15,
отличающийся тем, что профиль (1) кромки выполнен в виде простирающейся в продольном направлении (L) экструдированной кромочной пленки (3) с декоративным узором (4) и трехмерной структурой (5), причем декоративный узор (4) и структура (5) расположены таким образом, что структура (5), по меньшей мере, главным образом конгруэнтна декоративному узору (4).
17. Элемент (14) мебели по п. 16, отличающийся тем, что верхняя сторона (2b) и/или нижняя сторона (2с) имеющего форму плиты материала (2) оснащены покрытием (15), которое содержит декоративный узор (16) и, в частности, трехмерную структуру (17), которая предпочтительно, по меньшей мере, главным образом конгруэнтна декоративному узору (16) покрытия (15) имеющего форму плиты материала (2).
18. Элемент (14) мебели по п. 17, отличающийся тем, что декоративный узор (16) покрытия (15) имеющего форму плиты материала (2) соответствует декоративному узору (4) профиля (1) кромки и/или структура (17) покрытия (15) имеющего форму плиты материала (2) соответствует структуре (5) профиля (1) кромки.
19. Элемент (14) мебели по п. 17, отличающийся тем, что декоративный узор (16) покрытия (15) имеющего форму плиты материала (2) отличается от декоративного узора (4) профиля (1) кромки и/или структура (17) покрытия (15) имеющего форму плиты материала (2) отличается от структуры (5) профиля (1) кромки.
20. Элемент (14) мебели по любому из пп. 17-19, отличающийся тем, что декоративный узор (16) и структура (17) покрытия (15) имеющего форму плиты материала (2) представляют собой декоративный узор и структуру продольного бруса, а декор (4) и структура (5) профиля (1) кромки представляют собой декоративный узор и структуру торца древесины.
| Способ строительства сооружений на набухающих грунтах | 1988 |
|
SU1645339A1 |
| US 20050076598 A1, 14.04.2005 | |||
| WO 2005046987 A1, 26.05.2005 | |||
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2516900C2 |

