Изобретение относится прежде всего к черной и цветной металлургии, к разливке жидкого металла в этих отраслях промышленности. Оно может также найти применение во всех случаях разливки жидкости через отверстия в дне сосуда, когда происходит воронкообразование, а на поверхности жидкости имеется жидкая, полужидкая или порошкообразная масса, попадание и перемешивание которой с разливаемой жидкостью весьма нежелательны.
Известно противоворонкообразующее устройство, содержащее дно с рядом отверстий, боковые стенки с монтажным участком и рядом сквозных наклонных отверстий, выходное отверстие, расположенное оппозитно дну, и поплавок, расположенный внутри емкости с возможностью перемещения и перекрытия выходного отверстия (см., например, патент США №5083754 от 28 января 1992 года).
Основной недостаток известного устройства состоит в невозможности исключить попадание при разливке шлака в разливаемый металл.
Известно противоворонкообразующее устройство, имеющее дно, боковые стенки с монтажным участком и выходное отверстие, расположенное оппозитно дну, при этом в боковых стенках выполнено по меньшей мере два сквозных отверстия (см., например, РСТ WO 02/076658 А1, 03.10.2002 г., выложенная заявка; опубликовано также в материалах международного симпозиума металлургов-огнеупорщиков 01...05.07.2002 г., Siti-Club, Конгресс-центр, г. Вена).
По совокупности существенных признаков это известное противоворонкообразующее устройство наиболее близко предлагаемому устройству, поэтому принято за прототип.
Существенным недостатком известного противоворонкообразующего устройства является невозможность предотвратить попадание шлака в разливаемый металл. Таким образом, применение известного противоворонкообразующего устройства не позволяет полностью отсечь шлак от металла, что приводит к повышенным потерям металла в брак, к увеличению расходного коэффициента.
Предлагаемое противоворонкообразующее устройство свободно от указанного существенного недостатка. Применение этого устройства при разливке металла позволяет полностью отсечь (исключить) попадание шлака в металл в процессе его разливки, тем самым существенно улучшить показатели по расходному коэффициенту и по качеству металла. Важным достоинством предлагаемого устройства является то, что предотвращение попадания шлака в разливаемый металл обеспечено самим конструктивным исполнением устройства и не требует дополнительных операций.
Заметим, что предлагаемое противоворонкообразующее устройство может найти широкое применение во всех отраслях, где осуществляют разливку жидкости из сосуда через отверстие в его дне и когда на поверхности разливаемой жидкости имеется жидкая (полужидкая или сыпучая) масса, попадание которой в разливаемую жидкость весьма нежелательно т.к. ухудшает свойства разлитой жидкости.
Перечисленные технические результаты достигаются за счет того, что в противоворонкообразующем устройстве, содержащем дно, боковые стенки с монтажным участком и выходное отверстие, расположенное оппозитно дну, при этом в боковых стенках выполнено по меньшей мере два сквозных отверстия, согласно предложению при едином дне устройство имеет вторые, наружные, боковые стенки, которые по высоте короче внутренних боковых стенок и в которых отсутствуют сквозные отверстия, при этом между внутренними и наружными боковыми стенками предусмотрен зазор. При этом в поперечном сечении устройства по отверстиям в боковых стенках площадь зазора между внутренней и наружной боковой стенками по меньшей мере равна суммарной площади сквозных боковых отверстий и это условие сохраняется до торцевого сечения наружных боковых стенок. Кроме того, превышение высоты внутренних боковых стенок над наружными стенками больше высоты монтажного участка внутренних боковых стенок. Помимо этого, устройство выполнено составным, при этом наружная боковая стенка устройства соединена с дном устройства выше сквозных отверстий на внутренней боковой стенке. Соединение выполнено по неподвижной посадке. Соединение выполнено по подвижной посадке, при этом плотность материала наружной боковой стенки больше плотности шлака, но меньше плотности жидкого металла.
Предлагаемое противоворонкообразующее устройство пояснено чертежами.
На фиг.1 показан внешний вид емкости в случае ее исполнения в виде тела вращения, на фиг.2 - то же, но в случае исполнения устройства с поперечным сечением в виде любого многогранника (например, квадрата); на фиг.3 - поперечное сечение А-А на фиг.1; на фиг.4 - поперечное сечение Б-Б на фиг.2; на фиг.5 показан вариант исполнения устройства составным; на фиг.6 показано расположение устройства в металлургической емкости, поясняющее сущность его работы, и на фиг.7 показана сущность работы устройства в случае его исполнения составным.
Противоворонкообразующее устройство имеет дно 1 (фиг.1 и 2), внутренние боковые стенки 2 и наружные боковые стенки 3. Внутренние боковые стенки имеют высоту Н1, наружные - H2, при этом Н1>H2. Между боковыми стенками 2 и 3 предусмотрен зазор 4. Во внутренних боковых стенках 2 выполнено по меньшей мере два сквозных отверстия 5 (чаще их число принимают равным 4, но может быть и более). Отверстия 5 могут быть любого поперечного сечения, но в основном рекомендуется принимать их круглыми, диаметром d. В наружных боковых стенках 3 отсутствуют сквозные боковые отверстия. Внутренние боковые стенки 2 устройства формируют выходное отверстие 6, расположенное оппозитно дну 1 устройства. От торца боковых стенок 2 на высоту hм по их наружной поверхности расположен монтажный участок 7, которым (подробнее описано ниже) устройство крепится в сосуде, из которого осуществляют выливание металла (жидкости). Отмеченное превышение внутренних боковых стенок 2 над наружными 3 больше высоты монтажного участка hм, т.е. Н1-H2>hм. Зазор 4 между внутренними боковыми стенками 2 и наружными боковыми стенками 3 выполняют таким, что в поперечном сечении устройства по сквозным отверстиям 5 (А-А на фиг.1 и Б-Б на фиг.2) площадь зазора 4 (фиг.3 и 4) равна или больше суммарной площади сквозных боковых отверстий 5. Это условие выполняют вплоть до торцевого сечения 8 наружной боковой стенки 3. Рекомендуется выполнение этого условия осуществлять исполнением боковых стенок 3 вертикальными, а боковых стенок 2 наклонными в сторону выходного отверстия 6 (коническими в случае исполнения устройства в виде тела вращения).
Очертание формы противоворонкообразующего устройства и соответственно формы дна 1 (прямое, куполообразное и др.) и боковых стенок 2 и 3 устройства (в виде тела вращения или в виде многогранника, в том числе квадрата) с точки зрения решаемой задачи не имеет принципиального значения. Более того, возможна комбинация исполнения наружных 3 и внутренних 2 боковых стенок. Например, наружные - тело вращения, внутренние - многогранник, и наоборот. В то же время с точки зрения исполнения и специфики течения жидкого металла (образование застойных зон) в металлургии предпочтительно применение противоворонкообразующего устройства, изготовленного в форме тела вращения. В этом случае устройство может быть выполнено составным, например, как показано на фиг.5 и фиг.7. Варианты исполнения составного устройства могут быть различными.
Устройство может быть выполнено составным с неподвижным соединением наружной боковой стенки с дном устройства (например, по резьбе, на клею и др., фиг.5). Такое соединение не влияет на работу устройства по решению технических задач в сравнении с устройствами на фиг.1-4.
Устройство может быть выполнено составным с подвижным соединением наружной боковой стенки с дном устройства (фиг.7). В этом случае боковая стенка 3 выполнена в виде, например, цилиндра с различным внутренним диаметром по высоте, так что образуется упор 14. Такой вид соединения усиливает возможность устройства влиять на предотвращение попадания шлака в жидкий металл и далее в заготовку на всех стадиях его разливки.
Во всех случаях исполнения противоворонкообразующего устройства в его дне, чаще в центре, выполнено отверстие диаметром 1,5...2,0 мм, закрытое в выходной части пробкой (деревянной, пластмассовой, алюминиевой и др.). Наличие этого отверстия устраняет пульсирование в начале разливки стали из-за воздушного пузыря, но не влияет на сущность технических задач, решаемых противоворонкообразующим устройством. Поэтому на чертежах это “выпаривающее” отверстие с пробкой показано, но не обозначено.
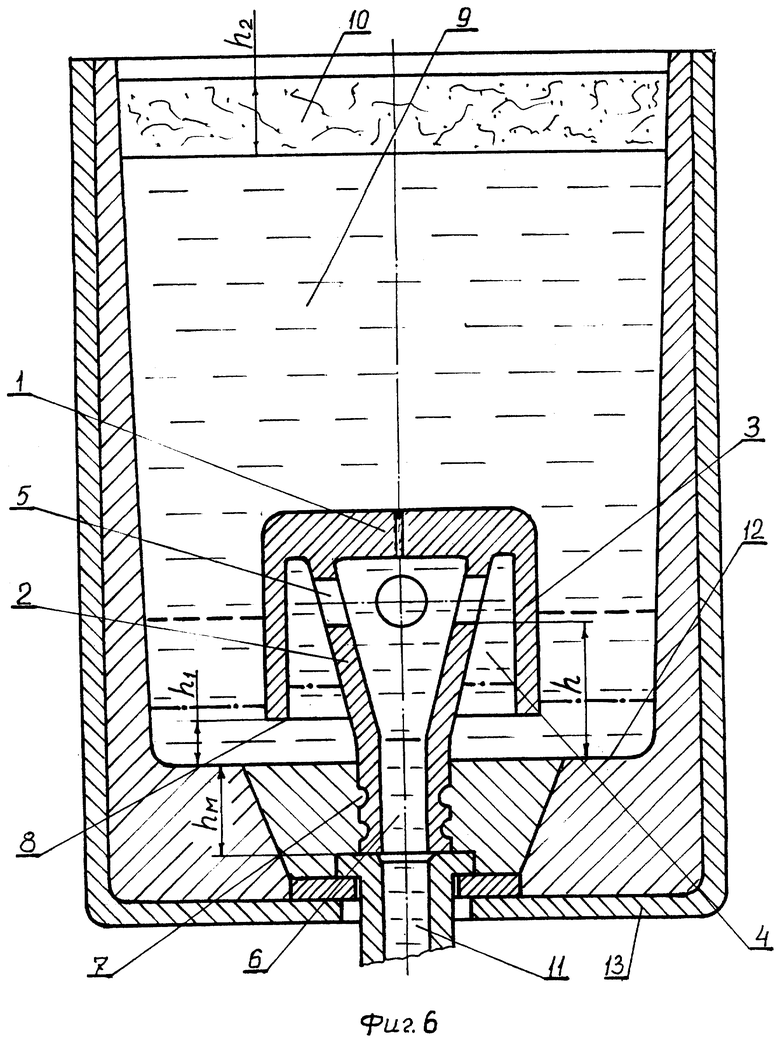
Работа предлагаемого противоворонкообразующего устройства на примере разливки жидкого металла 9 со шлаком 10 через выпускное отверстие 11 в днище 12 металлургической емкости 13 (стальковша, промежуточного ковша) показана на фиг.6 и 7.
Противоворонкообразующее устройство работает следующим образом (фиг 6).
Во всех случаях исполнения устройства цельным, в том числе составным с соединением по неподвижной посадке, противоворонкообразующее устройство монтажным участком 6 закрепляют в днище 12 металлургической емкости 13 (фиг.6) так, что между торцом 8 наружной боковой стенки 3 и днищем 12 имеет место зазор высотой h1 (фиг.6), обеспечивающий свободное поступление металла 9 в зазор 4 между внутренней 2 и наружной 3 боковыми стенками устройства. При этом сквозные боковые отверстия 5 располагаются своими ближними к днищу участками на расстоянии h от днища 12 (фиг.6). В процессе монтажа выполняют условие
h>h1+h2,
где h2 -высота шлака 10 над металлом 9 в металлургической емкости 13.
Естественно, при этом учитывают варьирование значений высоты шлака h2 и износ днища (увеличение размера h1).
Начинают разливку металла 9 путем открытия выпускного отверстия 11 (например, шибером). Металл через зазор высотой h1, зазор 4 и отверстия 5 поступает в центральную часть емкости устройства и через выходное отверстие 6 поступает в выпускное отверстие 11. Указанными соотношениями размера h1, зазора 4 и сквозных боковых отверстий 5 обеспечивают свободное поступление металла 9 в выпускное отверстие 11.
В конце опорожнения металлургической емкости 13 нижние уровни металла 9 и шлака 10 опускаются до значений, показанных штрих-пунктиром для металла и пунктиром для шлака на фиг.6. При этом уровни шлака и металла в конце разливки зависят также от соотношения их плотностей. Поэтому процесс истечения металла 9 и шлака 10 может остановиться на уровнях, показанных на фиг.6. Но при этом не исключают заполнение шлаком 10 зазора 4. Однако благодаря условию h>h1+h2 верхний уровень шлака 10 не достигнет нижнего уровня боковых отверстий 5 и, таким образом, шлак 10 не попадет в выходное отверстие 6.
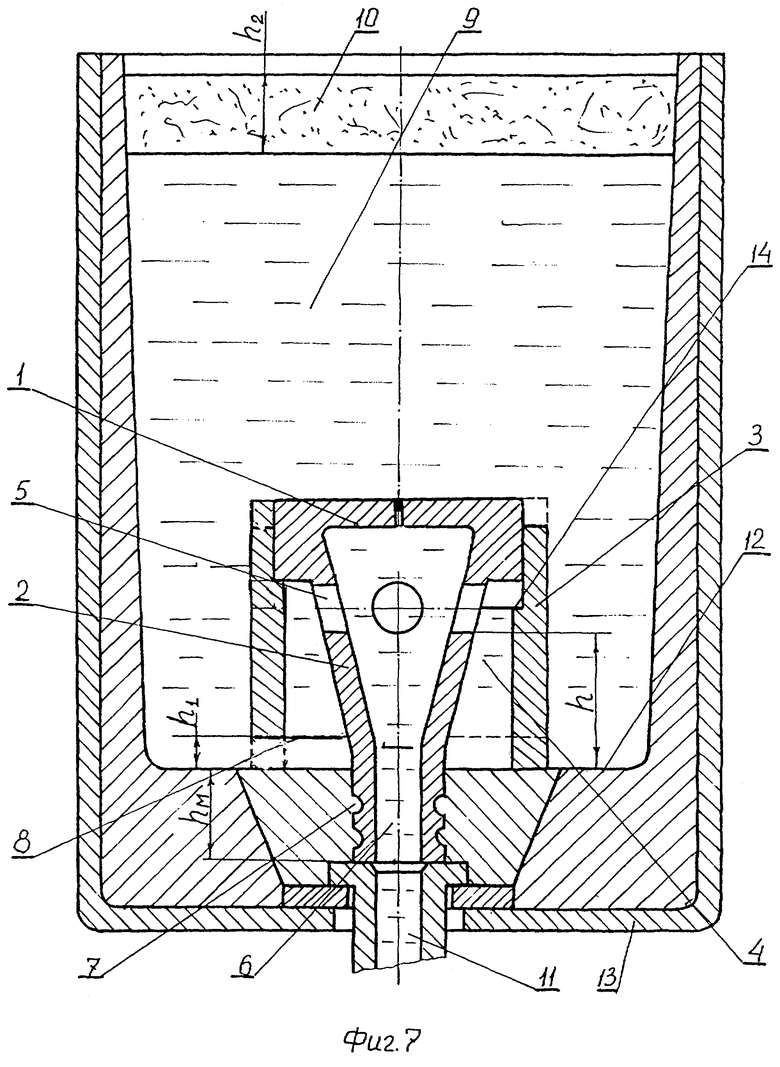
В случае исполнения устройства составным с соединением наружной боковой стенки по подвижной посадке описанный к фиг.6 технический эффект по предотвращению попадания шлака в разливаемый металл усиливают, исключая его попадание в жидкий металл также на стадии начала разливки. Сущность отмеченного следует из фиг.7.
В начале заполнения металлургической емкости 13 жидким металлом расположение боковых стенок 3 является таким, как показано справа на фиг.7. Естественно при таком положении стенок 3 шлак (и металл) не попадают в емкость противоворонкообразующего устройства, в его выходное отверстие 6, в выпускное отверстие 11 емкости 13.
По мере заполнения емкости 13 жидким металлом 9 и шлаком 10, благодаря тому что плотность материала боковой стенки 3 выше плотности шлака 10, но ниже плотности жидкого металла 9, подъем стенки 3 происходит после того, как нижний уровень шлака 10 поднимется выше уровня торца 8 (последнее обеспечивают подбором соотношений плотностей материала стенок 3 относительно плотностей шлака 10 и жидкого металла 9). Боковая стенка 3 поднимается на величину h1, значение которого ограничено выступом 14 (фиг.7), и жидкий металл 9 поступает в зазор 4, из него через боковые отверстия 5 в выходное отверстие 6 и выпускное отверстие 11. Одновременно происходит заполнение металлургической емкости 13 и в конечном итоге шлак 10 толщиной h2 и жидкий металл 9 занимают уровни, показанные на фиг.7.
В процессе разливки металла 9 из емкости 13 реализуются уже описанная последовательность (к фиг.6) поступления металла 9 в зазор 4, из него через боковые отверстия 5 в выходное отверстие б и из него в выпускное отверстие 11. При этом исключается явление воронкообразования и попадание шлака 10 в выходящий из емкости 13 жидкий металл 9. В отличие от работы устройства, представленного на фиг.6, в этом случае при определенном положении нижнего уровня металла происходит опускание боковых стенок 3 в положение, показанное на фиг.7, и процесс разливки автоматически прекращается. При этом количество оставшегося в емкости 13 металла (остаточная скрапина) зависит от всех рассмотренных соотношений и в каждом конкретном случае (плотность шлака 10, его толщина h2) подбирается индивидуально, ориентируясь на эти соотношения.
Заметим, что чем ниже значение h, тем меньше количество жидкого металла 9 становится остаточным (т.е. в виде остаточной скрапины). Последнее рекомендуется учитывать при назначении размера h, которое должно быть одновременно увязано с отмеченными соотношениями.
Таким образом предлагаемое противоворнокообразующее устройство наряду с решением задачи исключения образования воронки при разливке металла из металлургической емкости (стальковша, промковша) через выпускное отверстие в ее днище предотвращает (исключает) попадание шлака в металл в начале, в процессе и в конце разливки, а также при заполнении металлургической емкости металлом. Отмеченные свойства противоворонкообразующего устройства повышают качество разливаемых заготовок. Противоворонкообразующее устройство аналогичным образом решает подобные задачи во всех случаях разливки жидкости из емкости через отверстие в его дне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| СПОСОБ ОТСЕЧЕНИЯ ШЛАКА ПРИ ПЕРЕЛИВАНИИ РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ КОНВЕРТЕРА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В КОВШ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294380C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2262414C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА В ПРОЦЕССЕ РАБОТЫ ЭЛЕКТРОПЕЧИ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2230440C2 |
| СПОСОБ ОПОРОЖНЕНИЯ МЕТАЛЛОПЛАВИЛЬНОЙ ЕМКОСТИ ОТ ОСНОВНОЙ ЧАСТИ ЖИДКОГО МЕТАЛЛА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В ДОННОЙ ПОВЕРХНОСТИ ЕМКОСТИ И МЕТАЛЛОПЛАВИЛЬНАЯ ЕМКОСТЬ | 2005 |
|
RU2293937C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2250809C2 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УДЛИНЕНИЯ ЭЛЕКТРОДА ЭЛЕКТРОДУГОВОЙ ПЕЧИ, ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПОДГОТОВКИ ЭЛЕКТРОДА | 2001 |
|
RU2226751C2 |
| НИППЕЛЬ ДЛЯ СОЕДИНЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2226752C1 |

Изобретение относится к металлургии, точнее к разливке жидкого металла в заготовки. Противоворонкообразующее устройство содержит дно и формирующие расположенное оппозитно дну выходное отверстие боковые стенки, имеющие монтажный участок для закрепления устройства в днище металлургической емкости для разливки металла со шлаком. В боковых стенках выполнено, по меньшей мере, два сквозных отверстия. Наружные боковые стенки установлены с образованием зазора с внутренними боковыми стенками. Высота наружных стенок меньше высоты внутренних стенок. Нижний уровень сквозных отверстий расположен на расстоянии h(мм) до днища металлургической емкости, определяемом из условия h>h1+h2,где h1 - расстояние между торцом наружной боковой стенки и днищем емкости, мм, h2 – высота слоя шлака над металлом в металлургической емкости, мм. Превышение высоты внутренних боковых стенок над наружными должно быть больше высоты монтажного участка внутренних боковых стенок. Технический результат – исключение образования воронки при разливке металла из металлургической емкости, полное исключение попадания шлака в металл в процессе разливки, повышение показателей по расходному коэффициенту и качеству металла и разливаемых из него заготовок. 5 з.п. ф-лы, 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5083754 A, 28.01.1992 | |||
| 0 |
|
SU401988A1 | |
| Промежуточный ковш | 1991 |
|
SU1809793A3 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |

