Изобретение относится к черной металлургии, точнее к производству заготовок в черной металлургии путем непрерывной разливки.
В последние годы все более остро встает техническая проблема обеспечения производства в черной металлургии, ориентированной на массовое производство небольших партий заготовок, имеющих повышенный спрос на рынке. О наличии этой проблемы и поиске ее решений отмечено в обзоре к журналу “Новости черной металлургии за рубежом” (АО “Черметинформация”, “Сталеплавильное производство на пороге третьего тысячелетия”, приложение №7 к указанному журналу, 2000 год, стр. 38). Там же указано, что одним из решений этой проблемы является введение в жидкую сталь легирующих элементов на участке передачи стали из промежуточного ковша в кристаллизатор.
Таким образом, в большой металлургии, ориентированной на массовое производство заготовок путем непрерывной разливки, возникла техническая проблема изменения химического состава стали по мере ее разливки и на этой основе получение малых партий заготовок.
При поиске технического решения рассматриваемой актуальной проблемы учитывают, что процесс непрерывной разливки включает подготовку стали к разливке и две стадии переливания стали: из сталь-ковша в промежуточный ковш и из промежуточного ковша в кристаллизатор. На каждой из этих операций может быть осуществлено воздействие на химический состав стали и техническое решение проблемы сводится к нахождению такой совокупности приемов, которая обеспечивала бы получение хороших результатов при сохранении непрерывности ведения процесса разливки. При этом под хорошими результатами понимают обеспечение высокого качества получаемых заготовок при минимальных затратах.
Настоящее техническое предложение направлено на решение рассмотренной технической проблемы в процессе подачи стали из промежуточного ковша в кристаллизатор в процессе непрерывной разливки. Суть решения состоит в обеспечении равномерного распределения подаваемых в сталь легирующих элементов в объеме металла в кристаллизаторе до начала его кристаллизации, создании химической и термической гомогенизации жидкой стали в кристаллизаторе. Составной, не менее важной задачей настоящего технического решения является разрушение системности в формировании дендритов на первой стадии кристаллизации стали в кристаллизаторе.
В основу технического решения положено использование нового погружного стакана для передачи стали из промежуточного ковша в кристаллизатор.
Известно описание способа непрерывной разливки стали с применением погружного стакана для передачи жидкой стали из промежуточного ковша в кристаллизатор (см., например, патент РФ №2165825, В 22 D 41/50, опубл. в БИ 27.04.2001, №12). В описании этого погружного стакана подробно изложен способ непрерывной разливки стали при применении этого стакана.
Основной недостаток известного способа непрерывной разливки стали из промежуточного ковша в кристаллизатор состоит в отсутствии возможности равномерного распределения легирующих элементов, введенных в сталь до ее поступления в кристаллизатор, по объему металла в кристаллизаторе. К тому же используемый прием в большей мере относится к разливке стали в заготовки с малым отношением h:B, где h - высота заготовки; В - ширина заготовки. Таким образом ограничена сфера применения известного способа.
Известно описание способа непрерывной разливки стали из промежуточного ковша в кристаллизатор при описании устройства для непрерывной разливки стали (см., например, патент РФ №2148469, В 22 D, 11/10, опубл. в БИ 10.05.2000 г., №13).
В известном способе на выходе из глуходонного погружного стакана в объем кристаллизатора изменяют направление движения металла и через боковые выходные каналы направляют металл в углы квадратного кристаллизатора.
Известному способу присущи недостатки:
1. Имеет место прямой удар струи металла, выходящего из боковых каналов стакана, в стенки кристаллизатора, что нежелательно, т.к. увеличивается вероятность разрушения формирующейся корочки закристаллизовавшегося металла, появляется опасность аварийного прорыва металла.
2. Отсутствует закручивание металла в кристаллизаторе, что исключает активное воздействие на формирующиеся дендриты в процессе кристаллизации, снижает качество заготовки. Отсутствие закручивания металла в кристаллизаторе исключает равномерное распределение по объему поступающих легирующих элементов.
3. Способ ориентирован на применение только для отливки квадратных заготовок.
Известно описание способа непрерывной разливки стали из промежуточного ковша в кристаллизатор в описании глуходонного погружного стакана (см., например, патент РФ №2167031, В 22 D, 41/50, опубл. в БИ 20.05.01, №14). Сущность приемов известного способа состоит в изменении направления движения стали в стакане в процессе оставления сталью стакана. Таким образом, кинетическую энергию движущейся по стакану стали используют для ее закручивания в момент поступления в кристаллизатор.
Этот известный способ по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Известному способу присущи существенные недостатки.
Во-первых, выходящие из веерообразных выходных каналов струи стали достигают стенок кристаллизатора, имея значительную кинетическую энергию. Последнее создает повышенную вероятность разрушения кристаллизующейся корочки металла с соответствующим излиянием жидкого металла и созданием аварийной ситуации.
Во-вторых, в известном способе не предусмотрена возможность расширения объема перемешиваемой массы жидкого металла, так как действием выходящих из веерообразных выходных каналов стаканов струй стали охвачены в основном слои металла в кристаллизаторе, расположенные на уровне с выходящими каналами. Это ухудшает эффективное перемешивание основной массы жидкой стали в кристаллизаторе, снижает эффект перемешивания в ней введенных легирующих элементов. К тому же реализация способа не позволяет эффективно влиять на картину формирующихся дендритов, т.к. охватывает малый объем металла.
В-третьих, в известном способе не предусмотрена защита мениска жидкой стали в кристаллизаторе от значительного вращения. А наличие значительного вращения мениска не способствует улучшению качества отливаемых заготовок.
Предлагаемый способ непрерывной разливки стали из промежуточного ковша в кристаллизатор свободен от указанных недостатков известного способа. В нем в комплексе решены задачи широкого охвата вращением глубинных слоев жидкой стали в кристаллизаторе, исключено явление удара струй поступающей в кристаллизатор стали в стенки кристаллизатора, тем самым исключена вероятность размыва этими струями закристаллизовавшейся корочки металла. Все отмеченное обеспечено при минимальном воздействии на мениск стали в кристаллизаторе.
Таким образом, создаются условия для перемешивания стали с равной интенсивностью в объеме кристаллизатора при минимальном воздействии на мениск металла в кристаллизаторе, что исключает образование брака в виде заворота корки; полностью устраняются интенсивные потоки стали в продольном сечении кристаллизующейся заготовки, что также исключает разрыв кристаллизующейся корочки; исключено нарушение сплошности шлакового покрова на мениске металла в кристаллизаторе. В конечном итоге реализация способа обеспечивает объемную гомогенизацию жидкого металла в кристаллизаторе, тем самым создаются условия для равномерного распространения по объему металла вводимых легирующих элементов (в том числе, не исключается, раскислителей) для получения высококачественных заготовок.
Технический результат достигается тем, что в способе непрерывной разливки стали из промежуточного ковша в кристаллизатор, включающем подачу стали по меньшей мере через один погружной стакан и изменение направления движения стали в процессе оставления ею стакана согласно предложению, основную часть проходящей через стакан стали закручивают в ограниченном объеме кристаллизатора и в закрученном состоянии подают в объем кристаллизатора, при этом меньшую часть проходящей через стакан стали не закручивают и в этом состоянии подают в объем кристаллизатора по центру закрученной массы стали. Кроме того, ближние друг к другу потоки стали, параллельно направляемые в кристаллизатор, закручивают по принципу находящихся в зацеплении шестерен.
Для реализации настоящего способа непрерывной разливки стали из промежуточного ковша в кристаллизатор предложен погружной стакан.
Известен погружной стакан, содержащий в нижней части дно и выходные боковые каналы, расположенные веерообразно по окружности со смещением и искривлением их продольных осей относительно продольной оси стакана (см., например, отмеченный патент РФ №2167031, В 22 D, 41/50).
По совокупности существенных признаков указанный погружной стакан наиболее близок предлагаемому, поэтому принят за прототип.
Известному погружному стакану присущи существенные недостатки, исключающие реализацию в полном объеме задач, решаемых в предлагаемом способе. Эти недостатки следующие:
1. Конструкция стакана не исключает прямого силового контакта струй стали, выходящих из стакана, со стенками кристаллизатора, что весьма нежелательно по условиям кристаллизации металла.
2. Конструкция выходных боковых каналов в стакане исключает интенсивный охват вращением объема стали, расположенного ниже уровня этих каналов. Таким образом затруднен охват вращением большей части жидкого металла в объеме кристаллизатора.
3. Конструкция стакана, в конечном итоге, не обеспечивает объемную и температурную гомогенизацию жидкого металла в объеме кристаллизатора, что исключает высокоэффективное применение нового способа.
Предлагаемый погружной стакан свободен от указанных недостатков известного стакана. Применение предлагаемого стакана обеспечивает получение положительных эффектов, указанных выше при описании предлагаемого способа непрерывной разливки стали из промежуточного ковша в кристаллизатор.
Технический результат достигается тем, что в погружном стакане, содержащем в нижней части дно и выходные боковые каналы, расположенные веерообразно по окружности со смещением и искривлением их продольных осей относительно продольной оси стакана, согласно предложению на нижней наружной части стакана, выше выходных боковых каналов, закреплен купол в виде юбки, имеющей внутри цилиндрическую поверхность, которая расположена по меньшей мере напротив выходных боковых каналов стакана, высота цилиндрической поверхности юбки по меньшей мере равна высоте выходных боковых каналов, при этом нижний край юбки расположен не выше нижнего уровня дна стакана, и в дне стакана выполнено центральное сквозное отверстие, площадь поперечного сечения которого в несколько раз меньше суммарной площади выходных боковых каналов. Кроме того, в нижней части юбки внутренняя цилиндрическая поверхность переходит в сужающуюся коническую поверхность, при этом наружная поверхность юбки на этом участке также выполнена конической. К тому же купол в форме юбки закреплен на стакане с возможностью частичного поворота относительно продольной оси стакана и частичного смещения по вертикали, при этом угол поворота юбки β равен β ≥ в/Dн, где в - ширина выходного бокового канала, Dн - наружный диаметр стакана, а смещение юбки по вертикали по меньшей мере равно высоте выходного бокового канала.
Предлагаемый способ непрерывной разливки стали из промежуточного ковша в кристаллизатор и погружной стакан для его реализации пояснены чертежами, на которых показаны основные приемы реализации способа, особенности применяемой при этом конструкции погружного стакана, а также результаты исследования предлагаемого способа на холодной модели.
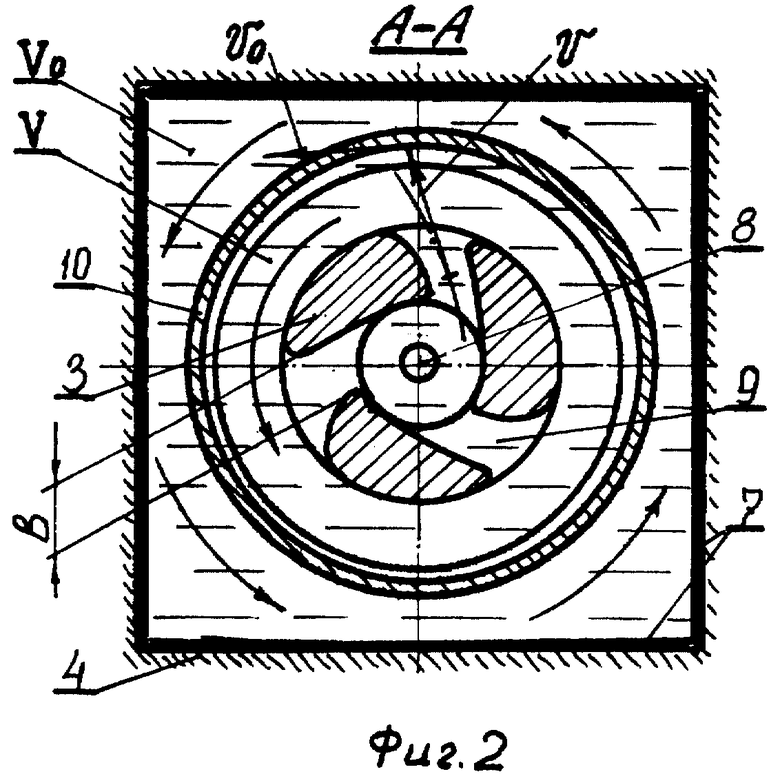
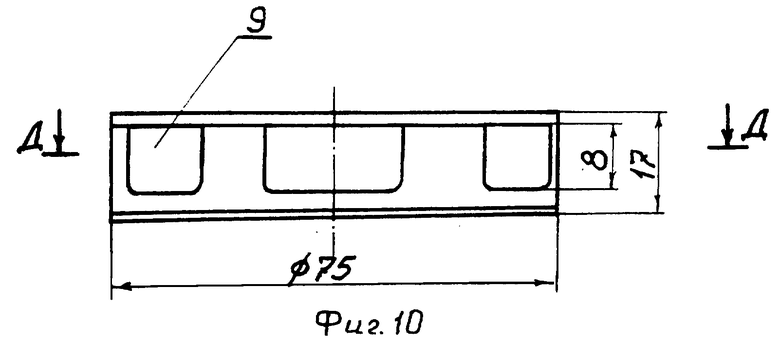
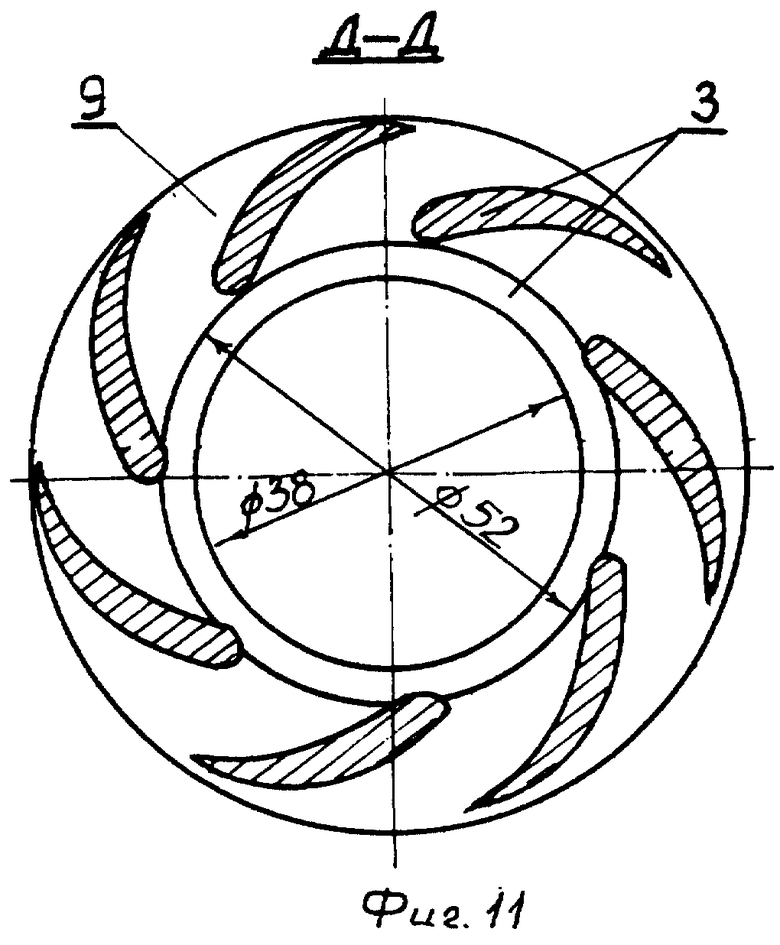
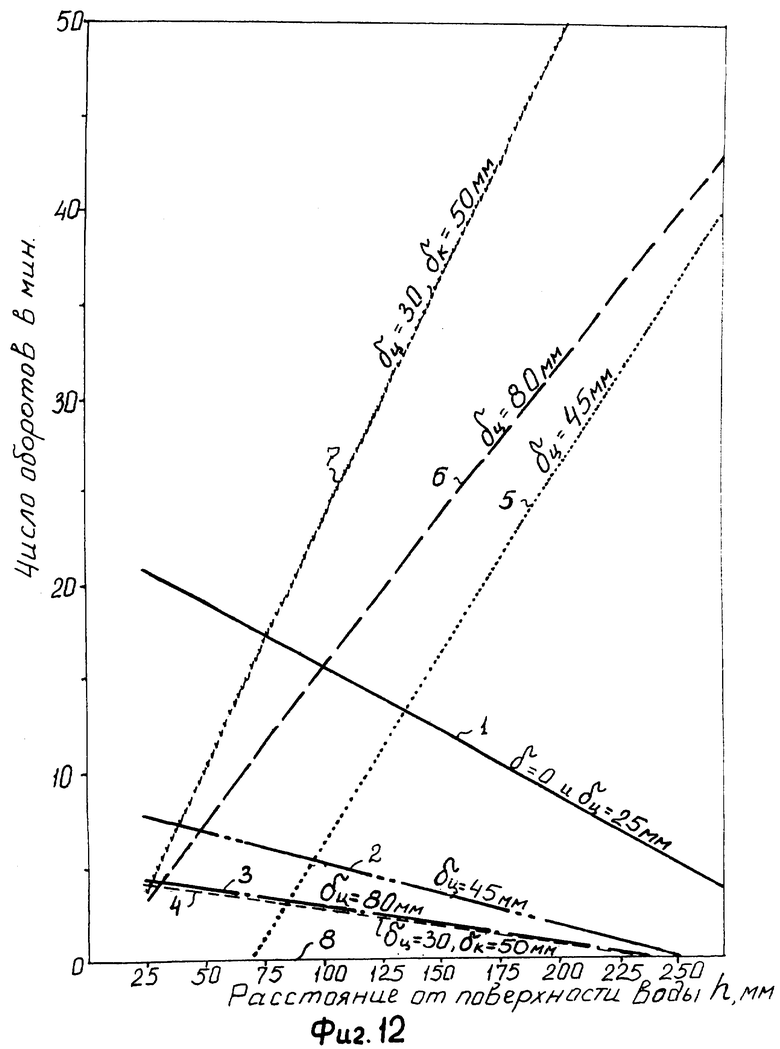
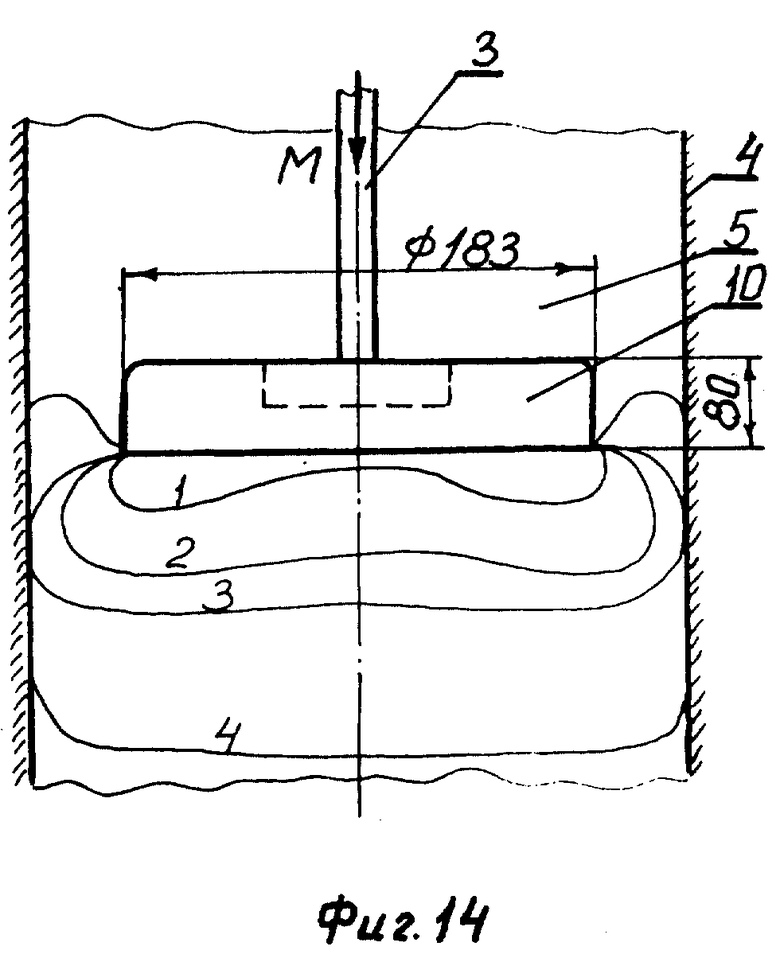
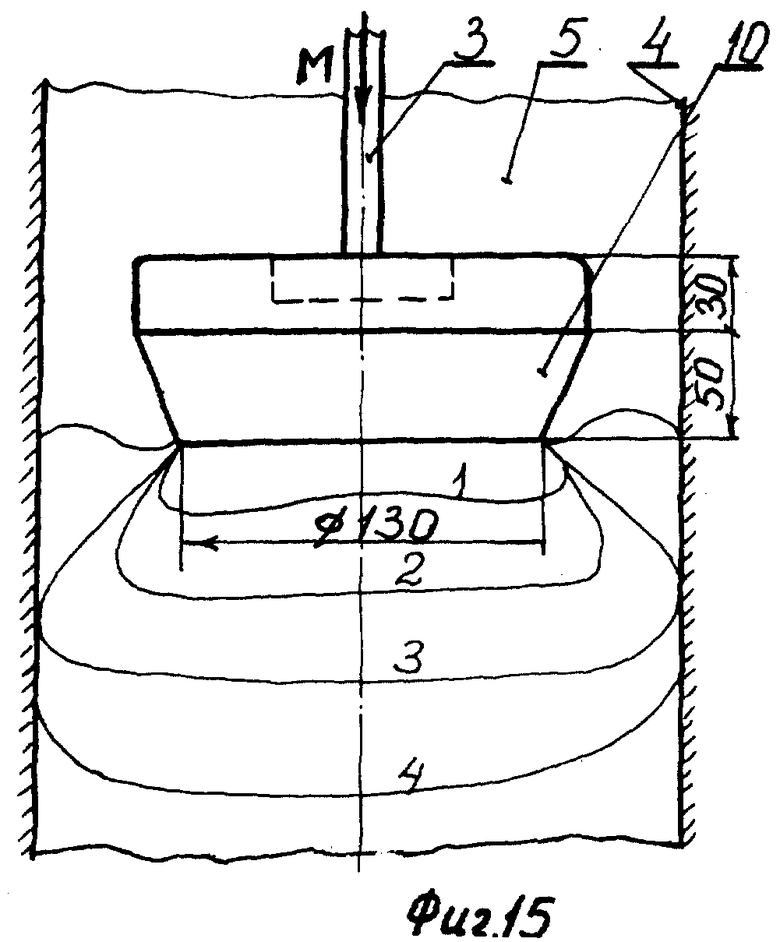
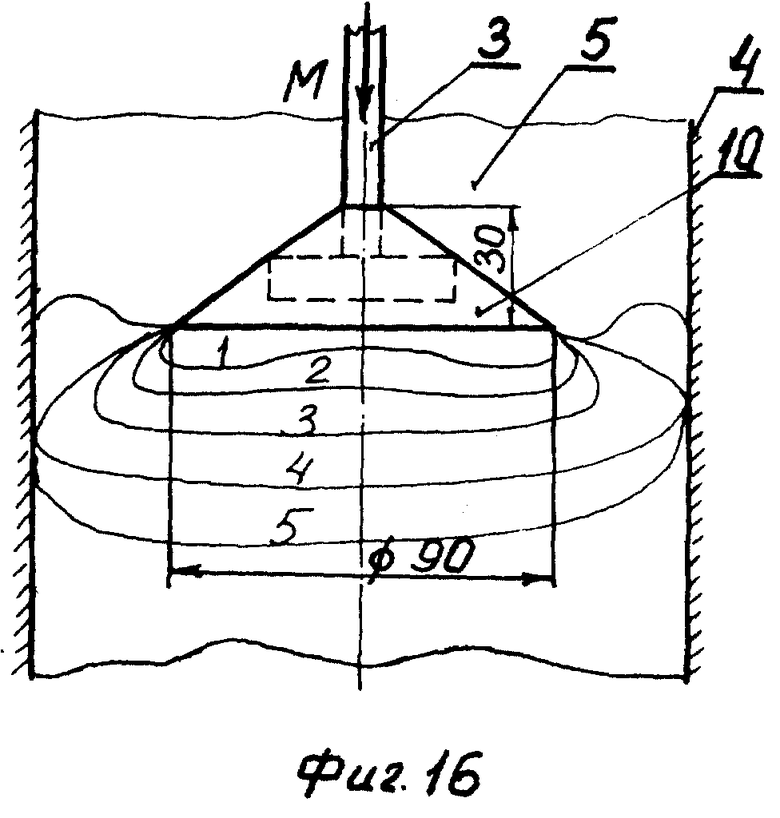
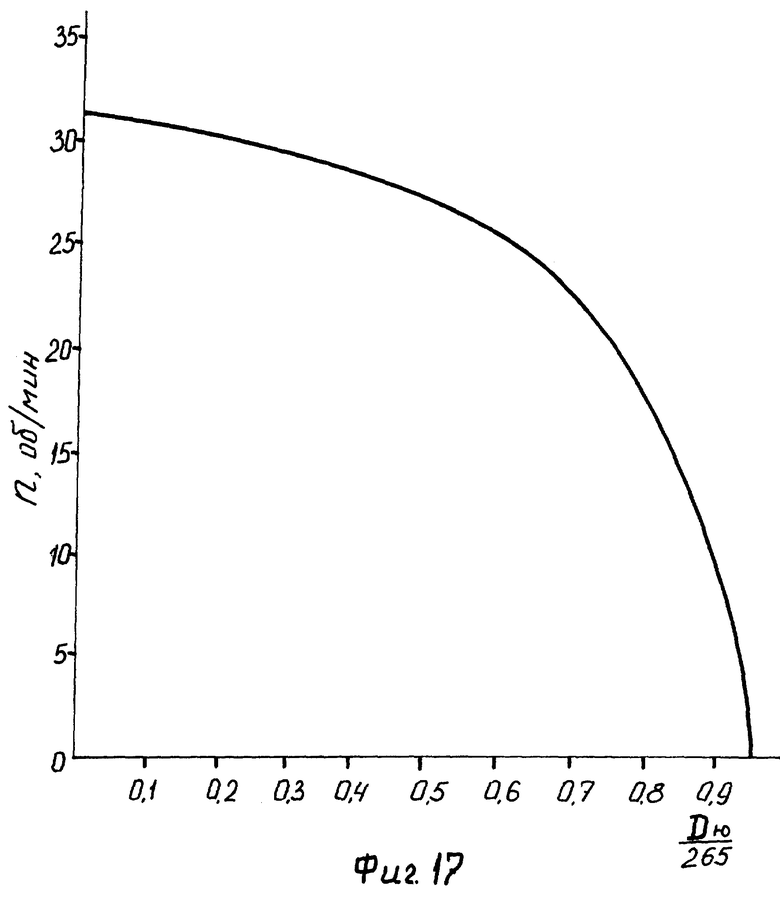
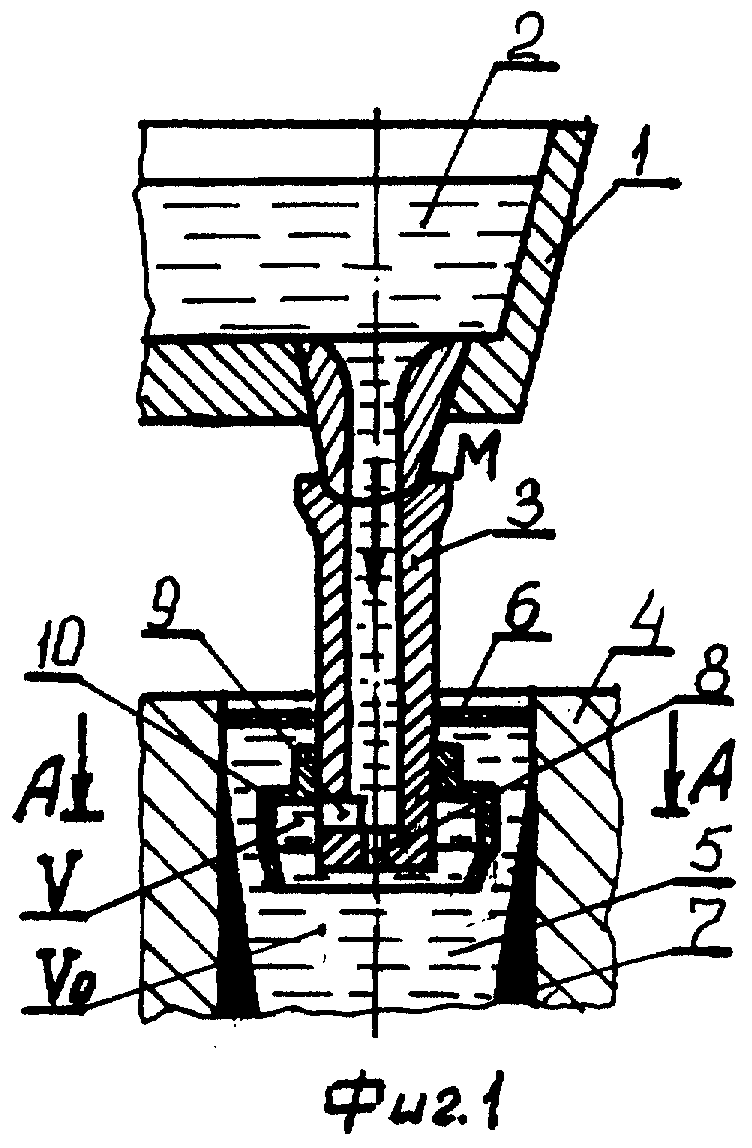
На фиг.1 показано соединение промежуточного ковша и кристаллизатора в процессе непрерывной разливки стали; на фиг.2 - разрез А-А на фиг.1, на фиг.3 - то же, что на фиг.1, но с защитой металла аргоном на пути из промежуточного ковша в кристаллизатор и в кристаллизаторе; на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 - то же, что на фиг.1, но с применением огнеупорных прибыльных надставок на кристаллизаторе; на фиг.6 показаны основные особенности движения стали в процессе реализации способа; на фиг.7 - разрез по В-В на фиг.6; на фиг.8 - разрез Г-Г на фиг.6; на фиг.9 - схема экспериментальной установки; на фиг.10 - примененное в эксперименте устройство для изменения движения жидкости при выходе из стакана и ее закручивания; на фиг.11 - разрез Д-Д на фиг.10; на фиг.12 показано влияние параметров юбки диаметром 183 мм и ее заглубления в жидкость на вращение слоев жидкости в квадратном “кристаллизаторе” (205× 205× 330 мм); на фиг.13 показана специфика движения и распространения по объему квадратного (205× 205× 330 мм) “кристаллизатора” подкрашенных слоев жидкости при отсутствии на стакане купола в форме юбки; на фиг.14 - то же, что на фиг.13, но при применении цилиндрической юбки высотой δ ц=80 мм и на фиг.15 - то же, что на фиг.14, но при применении юбки, в которой цилиндрическая часть δ ц=30 мм юбки переходит в сужающуюся коническую часть δ к=50 мм, на фиг.16 показана специфика движения жидкости при применении конической юбки без цилиндрического участка и на фиг.17 на примере круглого “кристаллизатора” ⊘ 265 мм показано влияние соотношения диаметров юбки (наружного) и диаметра кристаллизатора (внутреннего) на вращение верхнего слоя металла в этом кристаллизаторе, т.е. на вращение мениска металла.
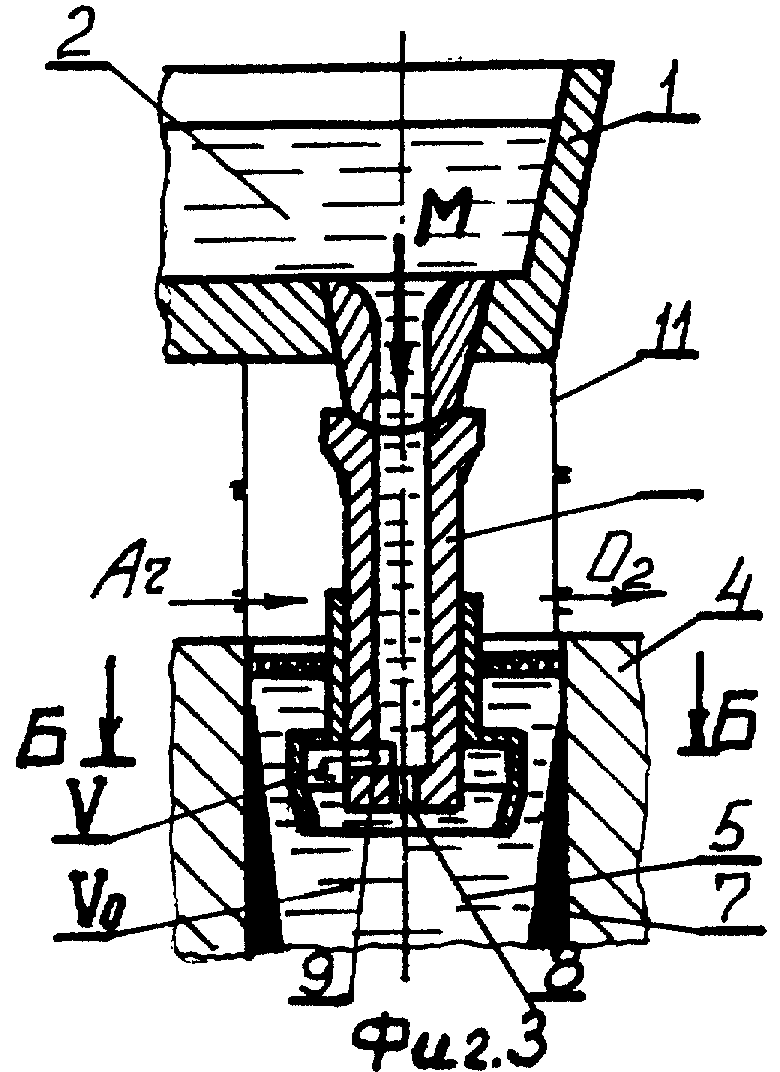
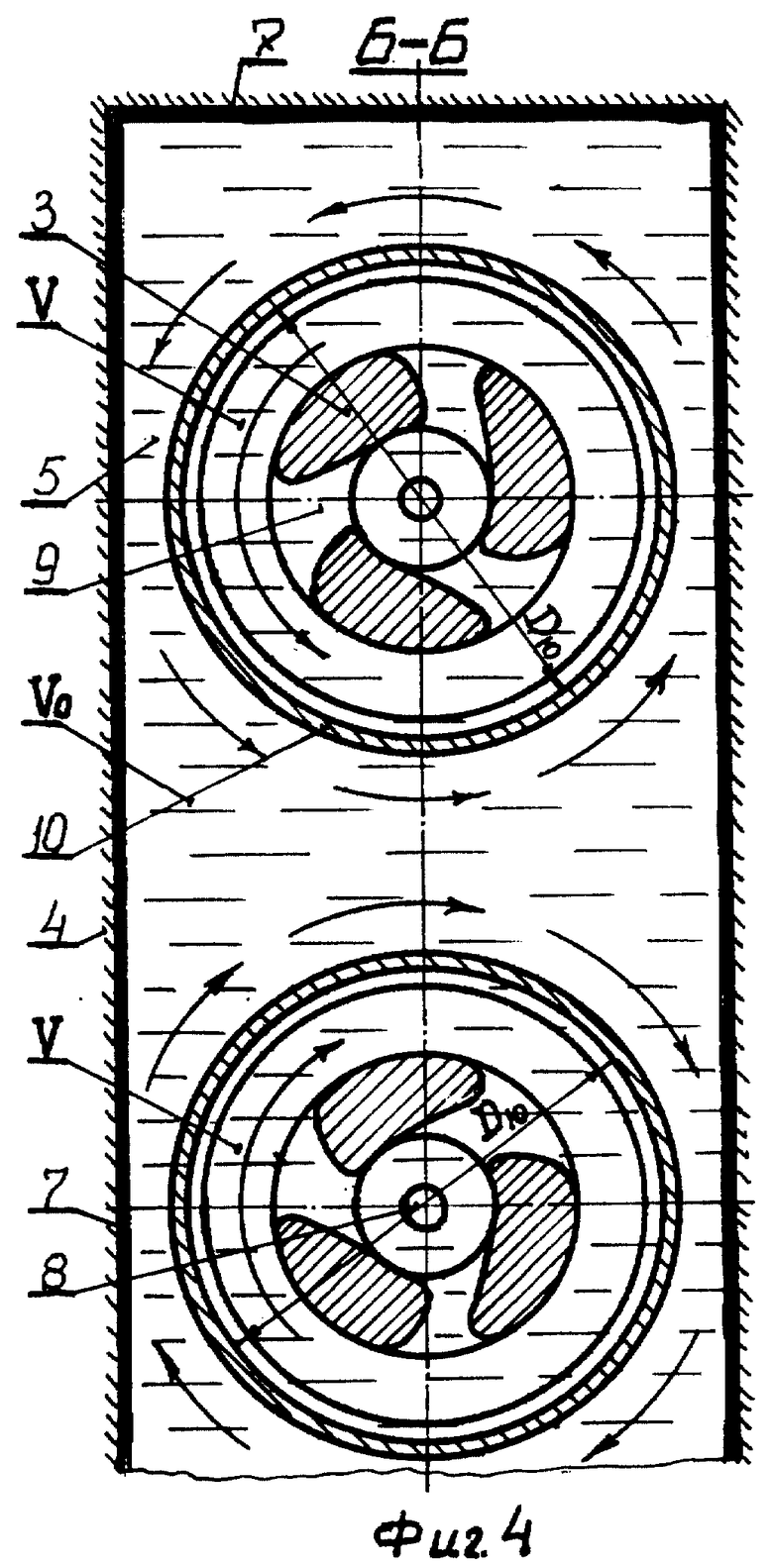
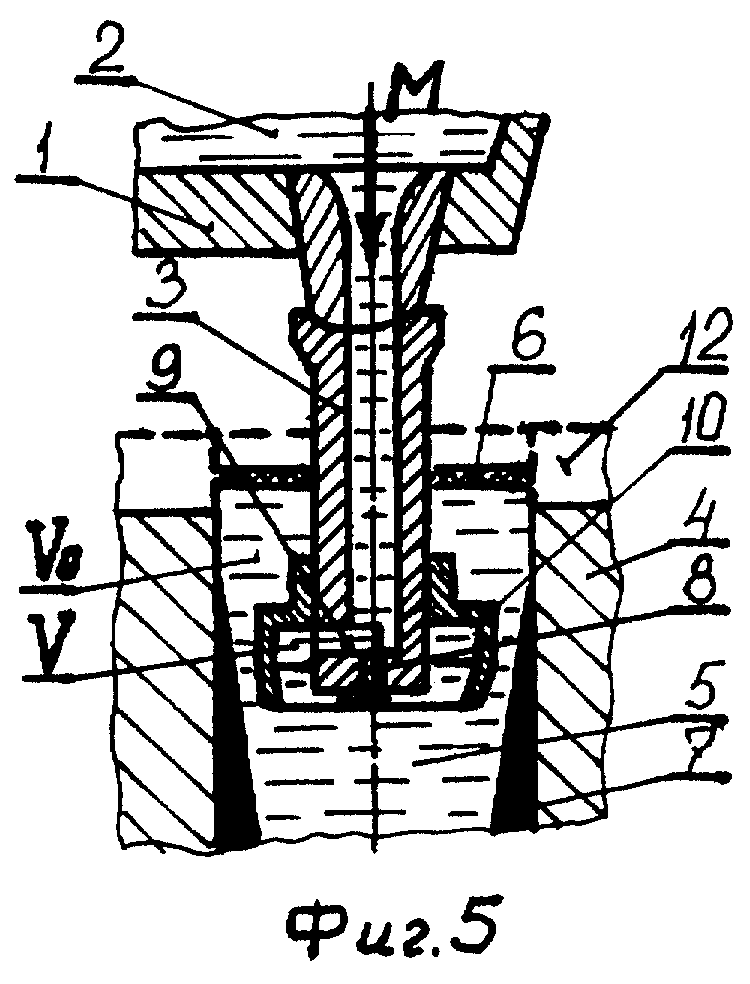
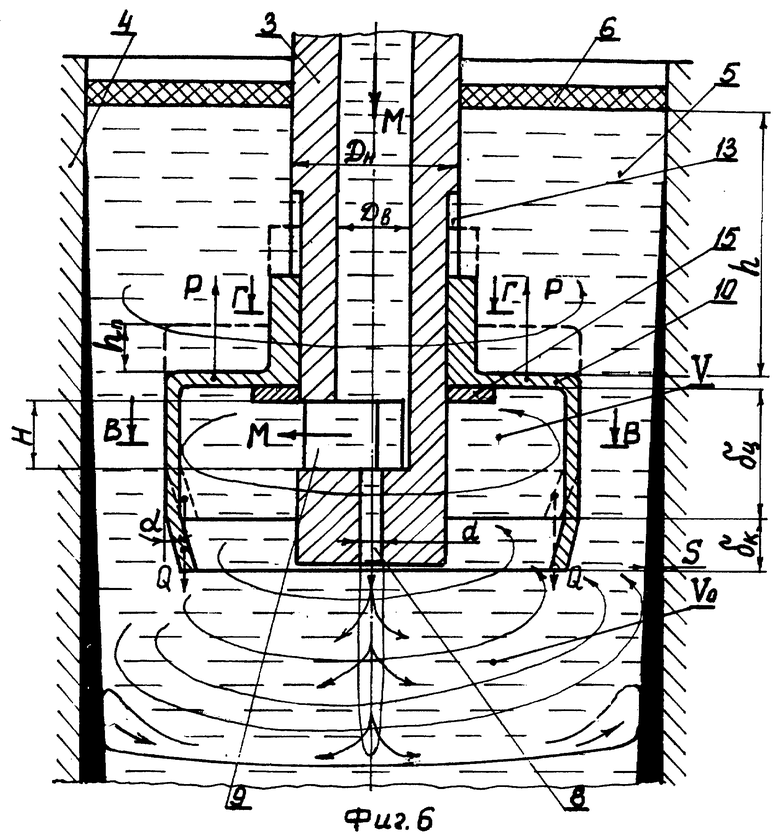
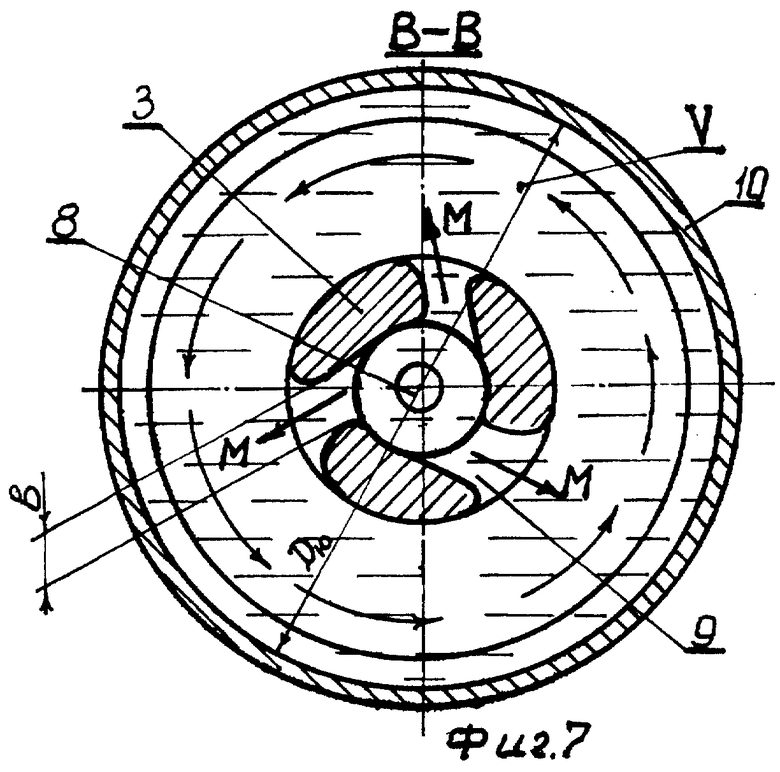
Имеется промежуточный ковш 1 (фиг.1), который наполнен (точнее постоянно наполняется) металлом 2. Промежуточный ковш через погружной стакан 3 соединен с кристаллизатором 4, благодаря чему металл непрерывно переливается из ковша 1 в кристаллизатор 4. Число стаканов 3 может быть больше одного, например два (фиг.4) и более. Последнее зависит от соотношения толщины и ширины получаемых заготовок: для слябовых заготовок число стаканов может быть равно двум и более. При этом заметим, что в настоящем способе речь идет не столько о числе стаканов, стыкующихся с промежуточным ковшом, сколько о числе вертикальных участков стаканов, входящих в кристаллизатор 4. Т.е. при реализации настоящего способа не исключается применение одного или двух стаканов, соединенных с промежуточным ковшом, но имеющих каждый ряд вертикальных колен, по которым металл поступает в кристаллизатор. Более того, при реализации настоящего способа не исключается применение погружного стакана с несколькими коленами, имеющими разные входные параметры в кристаллизатор для организации лучшего снабжения различных участков кристаллизатора жидким металлом. Металл 2 непрерывно поступает по погружному стакану 3 (см. стрелку М на всех чертежах) в кристаллизатор 4, в котором образуется объем v0 жидкого металла 5. В верхней части жидкого металла 5, на его мениске, формируют шлак 6. Жидкий металл 5 кристаллизуется в кристаллизаторе 4 с образованием корочки затвердевшего металла 7, формирование толщины S (фиг.6) которой подчиняется известному закону  где к - коэффициент, равный ~27 для слябовых кристаллизаторов, τ - время кристаллизации.
где к - коэффициент, равный ~27 для слябовых кристаллизаторов, τ - время кристаллизации.
В нижней части погружного стакана 3 имеется дно, в котором по центру выполнено сквозное отверстие 8, а по бокам выполнены боковые выходные каналы 9, имеющие примерно эллиптическое сечение высотой Н и шириной в (фиг.2, 6 и 7). Число каналов 9 в стакане 3 может быть различным, но не менее двух. Суммарная площадь выходных каналов 9 существенно (в несколько раз) превышает площадь поперечного сечения отверстия 8.
На нижней части погружного стакана, выше боковых выходных каналов 9, на наружной стороне стакана 3 закреплен купол 10, выполненный в форме юбки, обязательно имеющей внутреннюю цилиндрическую часть высотой δ ц (фиг.6). Основная часть юбки 10 расположена внутри жидкого металла 5 кристаллизатора 4. Юбка 10 может иметь внутреннюю часть с конической поверхностью высотой δ к (фиг.6), при этом цилиндрическая часть переходит в коническую часть, которая по мере удлинения юбки сужается с образованием угла α (фиг.6) между вертикалью и конической наружной поверхностью юбки. При назначении угла α и высоты δ к прежде всего учитывают влияние конической части юбки 10 на проникновение вращающихся слоев жидкой стали в глубинные слои объема жидкого металла в кристаллизаторе 4. В то же время одновременно руководствуются следующим соотношением α ≥ arctg(S/δ к), где S - толщина закристаллизовавшейся корочки металла на уровне края юбки, δ к - высота конической части юбки 10 (фиг.6). По этим же соображениям, т.е. исключения контакта этой части юбки с затвердевшим металлом, наружная часть юбки также выполнена конической. Выходные боковые каналы 9 расположены веерообразно по окружности (фиг.2, 4 и 7) со смещением и искривлением их продольных осей относительно продольной оси стакана (см. фиг.2, на которой искривленная продольная ось канала 9 показана штрих-пунктиром).
Купол 10 в форме юбки закреплен на наружной поверхности стакана таким образом, что цилиндрическая часть юбки, имеющая внутренний диаметр Dю (фиг.4, 7), расположена напротив выходных боковых каналов 9 (фиг.1-7). При этом высота внутренней цилиндрической поверхности юбки δ ц по меньшей мере равна высоте Н боковых выходных каналов 9 (фиг.6), так как именно эта часть юбки формирует вращающийся объем V стали под юбкой.
Нижний край юбки 10 расположен не выше дна погружного стакана 3 (не выше нижнего уровня дна стакана 3), что показано на фиг.1, 3, 5 и 6. При нарушении этого условия увеличивается вероятность прорыва струй металла из стакана и их силового удара в стенки кристаллизатора.
Пространство между промежуточным ковшом 1 и кристаллизатором 4 может быть изолировано от окружающей среды с помощью экрана 11 (фиг.3) и в образовавшееся закрытое пространство подводиться инертный (нейтральный) газ например, Аr, с вытеснением из этого пространства воздуха (кислорода О2). В случае указанного исполнения соединения промежуточного ковша и кристаллизатора верхний край юбки на участке ее крепления к стакану выводят за пределы шлакового слоя 6, чем уменьшают влияние юбки на колебание мениска жидкого металла 5 при качании кристаллизатора (фиг.3).
На верхней части кристаллизатора 4 может быть установлена огнеупорная прибыльная надставка 12 (фиг.5).
Наличие юбки 10 выделяет из объема v0 жидкого металла 5 в кристаллизаторе 4 меньший объем V (см. фиг.1-7), т.е. объем жидкого металла V является составной, но меньшей частью объема v0 основной части жидкого металла в кристаллизаторе 4.
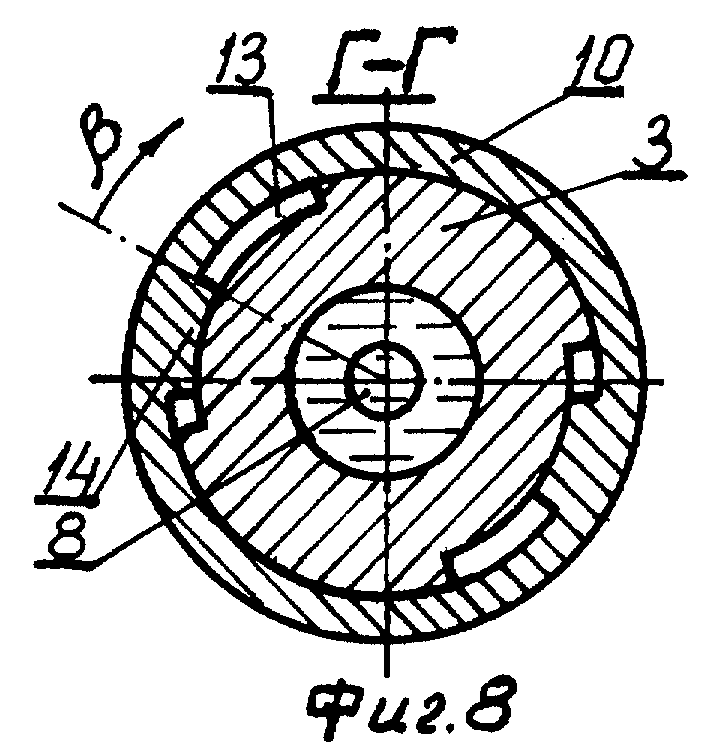
Юбка 10 может быть закреплена на погружном стакане 3 с возможностью поворота на угол β (фиг.8) и подъема по высоте на величину hп (фиг.6). Для этого стакан 3 снабжают пазами 13 (фиг.6 и 8), а верхняя часть юбки 10 соединяется со стаканом с помощью выступов 14, входящих в пазы 13. При этом высотный и окружные размеры выступов 14 юбки 10 имеют меньшие значения в сравнении с аналогичными размерами пазов 13 на стакане 3. Благодаря этому юбка 10 имеет возможность перемещаться относительно стакана 3 по высоте на величину hп (фиг.6 - пунктир) и поворачиваться относительно продольной оси стакана 3 на угол β (фиг.8). Стопор 15 исключает самопроизвольное рассоединение юбки 10 и стакана 3.
При указанном исполнении соединения юбки 10 и стакана 3 высота цилиндрической части юбки δ ц примерно равна удвоенной величине ее перемещения по вертикали (т.е. δ ц≅2hп; δ ц≅2H), таким образом, цилиндрическая часть юбки 10 при ее перемещении по вертикали всегда расположена напротив боковых выходных каналов 9. Кроме того, при указанном исполнении соединения юбки и стакана юбку снабжают конической частью высотой δ к.
При указанном исполнении соединения юбки 10 и стакана 3 соотношение окружных размеров выступов 14 и пазов 13 выбрано таким, что юбка имеет возможность повернуться на угол β ≥ в/Dн, где в - ширина бокового выходного канала 9 в стакане 3, a Dн - наружный диаметр стакана 3.
Описанное соединение юбки 10 и стакана 3 с возможностью вертикального перемещения юбки на величину hп и поворота юбки 10 на угол β является не обязательным, но желательным при реализации способа, т.к. увеличивает срок службы юбки 10, о чем будет отмечено ниже.
Юбку 10 изготавливают толщиной ≈ 4-6 мм из глинозема ГКОО (99,6% Аl2О3). Стакан содержит SiO2 не менее 98,3%, Fе2О3 не более 0,07%, Аl2O3 не более 1,5%.
Диаметр сквозного отверстия в дне стакана 3 принимают равным примерно  (см. фиг.6); толщину дна стакана принимают равной примерно (0,6... 1) (dн-Dв), где Dн - наружный диаметр стакана 3, Dв - внутренний диаметр стакана 3 (при этом, как уже отмечалось, под стаканом 3 понимается та его часть, которая входит в жидкий металл 5 кристаллизатора 4). Отношение суммарной площади боковых выходных каналов 9 к площади поперечного сечения осевого канала стакана (π D
(см. фиг.6); толщину дна стакана принимают равной примерно (0,6... 1) (dн-Dв), где Dн - наружный диаметр стакана 3, Dв - внутренний диаметр стакана 3 (при этом, как уже отмечалось, под стаканом 3 понимается та его часть, которая входит в жидкий металл 5 кристаллизатора 4). Отношение суммарной площади боковых выходных каналов 9 к площади поперечного сечения осевого канала стакана (π D
Для большего вращения глубинных слоев жидкого металла в кристаллизаторе необходимо большее заглубление юбки в жидкий металл ( значения h). Последнее реализуют благодаря известному приему установки на кристаллизатор огнеупорной прибыльной надставки 12 (фиг.5).
значения h). Последнее реализуют благодаря известному приему установки на кристаллизатор огнеупорной прибыльной надставки 12 (фиг.5).
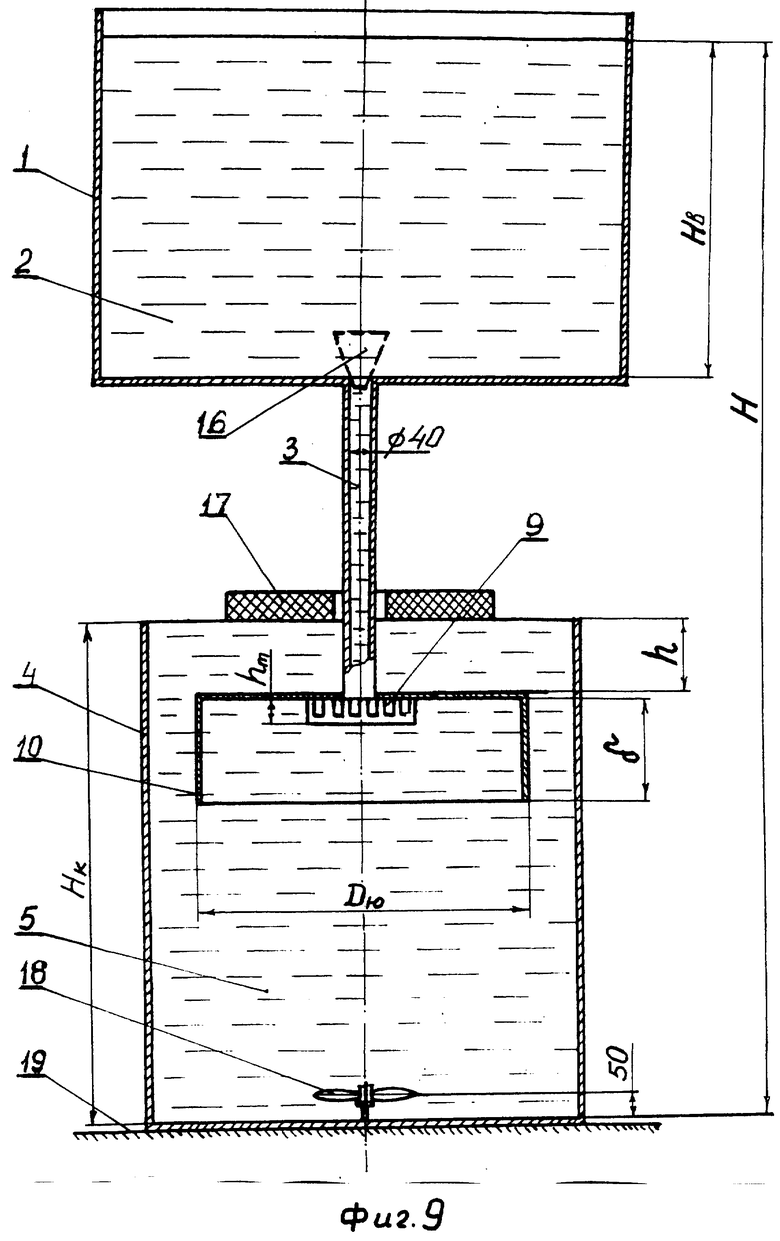
Экспериментальная установка (фиг.9) дополнительно к уже обозначенным на фиг.1-8 элементам конструкции имеет пробку 16, пенопластовый круг 17, пропеллер 18 и опору 19.
Способ непрерывной разливки стали из промежуточного ковша в кристаллизатор осуществляют следующим образом.
В промежуточный ковш 1 непрерывно подают жидкую сталь 2, поддерживая при этом в ковше определенный ее уровень (фиг.1, 3 и 5). Из промежуточного ковша сталь по погружному стакану 3 (см. стрелку М на всех фиг.) непрерывно подают в кристаллизатор 4, где сталь кристаллизуется с образованием корочки 7 твердого металла. На жидком металле 5 в кристаллизаторе 4 формируют шлак 6.
Основную часть непрерывно переливаемой из промежуточного ковша 1 в кристаллизатор 4 жидкой стали в кристаллизатор подают по боковым выходным каналам 9, изменяя при этом направление движения стали в процессе оставления ею погружного стакана 3. Благодаря веерообразному расположению по окружности боковых выходных каналов 9 со смещением и искривлением их продольных осей относительно продольной оси стакана 3, сталь, покидая погружной стакан 3, движется в жидкой стали 5 кристаллизатора по вектору V (фиг.2), не перпендикулярному внутренней цилиндрической поверхности юбки 10. В результате удара стали о цилиндрическую поверхность юбки 10 формируется скорость стали v0, составляющая которой имеет направление, перпендикулярное радиусу цилиндрической поверхности юбки в месте удара в нее струи стали, покинувшей погружной стакан 3. Совокупность описанных явлений приводит к вращению стали в объеме V кристаллизатора, ограниченном наружной поверхностью погружного стакана 3 и цилиндрической поверхностью юбки 10 (фиг.2). Закрученная в объеме V кристаллизатора сталь в этом состоянии поступает в объем v0 кристаллизатора 4 с жидкой сталью 5 (фиг.6), распространяясь прежде всего в глубинные слои стали 5 в кристаллизаторе и частично в верхние слои стали в кристаллизаторе.
В свою очередь вращение жидкой стали обеспечивает интенсивное ее перемешивание, создает объемную гомогенизацию состава стали, разрушает и искривляет формирующиеся дендриты. Тем самым создаются условия для получения высококачественной заготовки.
Меньшую часть непрерывно переливаемой из промежуточного ковша 1 в кристаллизатор 4 жидкой стали подают в кристаллизатор незакрученной по центру закрученной массы стали, для чего используют сквозное отверстие 8 в дне стакана.
Эта меньшая часть горячего металла питает ту часть объема кристаллизатора, которая расположена под погружным стаканом, тем самым в совокупности с вращением основной массы стали улучшает термическую гомогенизацию литейного пространства.
При этом основную массу стали подают в кристаллизатор в закрученном состоянии. Отмеченное обеспечивают назначением размера диаметра сквозного отверстия 8 в дне стакана, равным  где Dв - внутренний диаметр погружного стакана 3.
где Dв - внутренний диаметр погружного стакана 3.
Закрученная масса стали объемом V после выхода из-под юбки 10 распространяется в основном в глубинные слои стали 5 в кристаллизаторе, расширяется в диаметре и без удара достигает закристаллизовавшейся корочки металла 7 (см. фиг.6). Меньшая часть закрученной массы стали проходит в зазор между наружной поверхностью юбки 10 и внутренней поверхностью кристаллизатора 4 и может достигать мениска стали в кристаллизаторе 4. Проникновение закрученной массы стали в глубинные слои кристаллизатора и в верхние слои кристаллизатора, а также проникновение в глубинные слои незакрученного потока стали определяется конструктивными параметрами и их соотношениями для юбки 10, стакана 3 и кристаллизатора 4, что будет показано при описании экспериментальных материалов на фиг.9-17.
Таким образом, при реализации настоящего способа основную часть проходящей через погружной стакан стали закручивают в ограниченном объеме кристаллизатора и в закрученном состоянии подают в объем кристаллизатора, тогда как меньшую часть стали, проходящей через стакан, не закручивают и в этом состоянии подают в объем кристаллизатора по центру закрученной массы стали.
В случае непрерывной разливки стали из промежуточного ковша в слябовый кристаллизатор сохраняют описанные основные положения и приемы подачи стали через погружной стакан в кристаллизатор. Однако учитывают значительную площадь кристаллизатора, поэтому используют несколько (два и более) погружных стакана 3 на участке подачи стали в кристаллизатор 4. При этом ближние друг к другу потоки стали, параллельно направляемые в кристаллизатор, закручивают по принципу находящихся в зацеплении шестерен (фиг.4). Еще раз заметим, что в данном случае под погружным стаканом 3 понимается та его часть, которая входит в жидкий металл 5 кристаллизатора 4. То есть допускается возможность применения одного или двух стаканов, соединенных с промежуточным ковшом, но имеющих каждый ряд вертикальных колен, по которым сталь поступает в кристаллизатор.
При реализации настоящего способа непрерывной разливки учитывают, что основу его составляет превращение кинетической энергии движущегося потока стали во вращательное ее движение за счет организации “скользящего” удара струи движущейся стали в цилиндрическую поверхность юбки 10. Последнее означает быстрый износ юбки в местах силовых ударов струи стали. Отмеченное максимально уменьшают путем крепления юбки 10 на стакане 3 с возможностью вертикального перемещения на величину hп≅H и поворота юбки относительно продольной оси стакана на угол β ≥ в/Dн, где в - ширина бокового выходного канала, dн - наружный диаметр стакана 3, Н - высота бокового выходного канала 9 (фиг.6-8). При этом цилиндрическая часть юбки 10 имеет высоту δ ц≅2hп и составной частью юбки является конический участок высотой δ к (фиг.6).
Под действием выталкивающих сил Р юбка 10 будет стремиться подняться вверх, этому будут препятствовать силы Q давления стали на коническую поверхность юбки, возрастающие по мере подъема юбки вверх. Нестрогое равенство действующих на юбку 10 сил Р и Q делает вертикальное перемещение юбки не строго нормированным, что имеет важное значение с точки зрения реализации неточного (“плавающего”) контакта струй стали с цилиндрической поверхностью юбки, т.е. с точки зрения повышения стойкости юбки. Дополнительно (фиг.8) юбка 10 имеет возможность поворота на угол β ≥ в/Dн, где в - ширина бокового выходного канала 9 в стакане 3, Dн - наружный диаметр стакана 3. Такая возможность поворота юбки 10 также позволяет частично исключить удар струй стали в одно и то же место на цилиндрической поверхности юбки 10 (“размывает” этот удар по поверхности).
В совокупности реализация в конструкции сочленения юбки 10 и стакана 3 возможности вертикального перемещения и поворота юбки 10 повышает стойкость юбки в процессе работы, так как делает место удара струи стали в поверхность юбки неопределенным. Кроме того, реализация указанного сочленения юбки 10 и стакана 3 практически полностью устраняет перемещение металла 5 относительно шлака 6 на участке их контакта при качательном движении кристаллизатора 4.
Таким образом, способ непрерывной разливки стали из промежуточного ковша в кристаллизатор в комплексе решает задачи воздействия на формирование дендритов в кристаллизующемся металле и равномерного распределения по объему металла легирующих элементов (в том числе раскислителей), тем самым создает условия для получения высококачественных заготовок, в том числе получения малых партий в большой металлургии.
Это комплексное решение в способе обеспечено созданием условий для интенсивного перемешивания стали в объеме кристаллизатора при минимальном воздействии на мениск металла при практически полном устранении интенсивных потоков стали в продольном направлении (по высоте) кристаллизующегося металла, при исключении удара струй металла в кристаллизующуюся корочку металла.
В конечном итоге реализация способа обеспечивает объемную гомогенизацию по химсоставу и температуре жидкой стали в кристаллизаторе, создает необходимые и достаточные условия для получения высококачественных заготовок.
Пример 1. На холодной модели, представленной на фиг.9, исследовали возможность разработанного способа влиять на вращение жидкости в емкости, имитирующей кристаллизатор, без удара струй жидкости в стенки емкости. В совокупности в модели отразили, кроме процесса кристаллизации, основные приемы непрерывной разливки стали (воды 2) из промежуточного ковша 1 в квадратный кристаллизатор 4 размерами 205× 205× 330 мм (где 330 мм - высота Нк на фиг.9) через погружной стакан 3. При этом пробкой 16 осуществляли запуск процесса непрерывной разливки, предварительно полностью заполнив кристаллизатор 4 водой 5.
Для оценки вращения верхних слоев воды использовали пенопластовый круг 17; оценку вращения глубинных слоев воды осуществляли пропеллером 18.
С целью максимальной идентичности условий проведения измерений промежуточный ковш 1, стакан 3, крыльчатку (фиг.10 и 11), а также уровень заполнения водой 2 промковша 1 (т.е. высоту Нв) не меняли. Глубину h расположения юбки 10 варьировали, меняя величину Н, т.е. изменяли расположение опоры 19.
Применяли юбку одного и того же диаметра Dю=183 мм. Так как толщина стенки юбки составляла 0,2 мм, указанный размер практически являлся и внутренним диаметром цилиндрической юбки. Высоту юбки меняли: δ ц=0 (отсутствие юбки), δ ц=25 мм; δ ц=45 мм и δ ц=80 мм. Использовали также юбку с цилиндрическим участком δ ц=30 мм, переходящим в сужающийся конический участок с δ к=50 мм и меньшим диаметром ⊘ 130 мм.
Исследовали процессы переливания воды:
- без юбки (δ =0); на фиг.12 обозначено 1 - для верхних слоев воды и 8 - для глубинных слоев;
- с цилиндрической юбкой δ ц=25 мм; на фиг.12 обозначено 1 - для верхних слоев воды и 8 - для глубинных слоев;
- с цилиндрической юбкой δ ц=45 мм; на фиг.12 обозначено 2 - для верхних слоев воды и 5 - для глубинных слоев;
- с цилиндрической юбкой δ ц=80 мм; на фиг.12 обозначено 3 - для верхних слоев воды и 6 - для глубинных слоев;
- с юбкой, имеющей цилиндрический участок высотой δ ц=30 мм, переходящий в сужающийся конический участок высотой δ к=50 мм и с меньшим диаметром ⊘ 130 мм; на фиг.12 обозначено 4 - для верхних слоев воды и 7 - для глубинных слоев.
Подчеркнем, что вращение верхних слоев воды фиксировал пенопластовый круг 17, глубинных слоев воды - пропеллер 18 (фиг.9).
Согласно фиг.12 применение нового погружного стакана и реализуемого с его помощью способа непрерывной разливки стали из промежуточного ковша в кристаллизатор позволяет осуществлять существенное вращение глубинных слоев стали при минимальном вращении наружных слоев (т.е. мениска).
Подбором параметров нового погружного стакана (точнее - закрепленной на нем юбки) и глубины его погружения в жидкую сталь кристаллизатора можно существенно и дифференцированно влиять на скорость вращения поверхностных и глубинных слоев жидкой стали в кристаллизаторе, тем самым положительно воздействовать на химическую и термическую гомогенизацию жидкой стали в кристаллизаторе, на качество отливаемых заготовок.
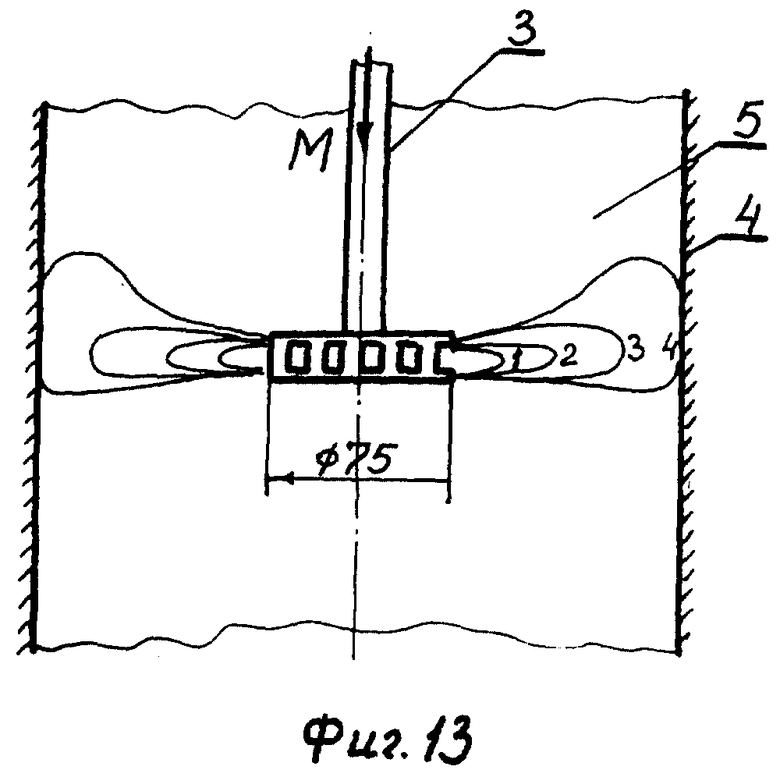
Пример 2. При приведенных в примере 1 условиях и параметрах исследовали качественную картину распространения подкрашенных чернилами на входе в стакан 3 слоев воды 2 на их поведение в объеме воды 5 кристаллизатора 4. На фиг.13-16 показано это распространение, где цифрами 1... 5 обозначена последовательность распространения закрученной под юбкой массы воды объема V после ее поступления в объем v0 кристаллизатора.
Согласно фиг.13 отсутствие юбки (и ее наличие при δ ц=25 мм) локализует вращение воды в плоскости расположения крыльчатки с последующим его подъемом в верхние слои воды. При отсутствии юбки (δ =0) отмечается существенный удар струй воды в стенки кристаллизатора.
Согласно фиг.14 и 15 применение юбки в основном способствует распространению вращательного движения, полученного объемом V воды под юбкой, в глубинные слои объема v0 кристаллизатора. При этом наличие конического участка на юбке (фиг.15) усиливает отмеченный эффект. Распространение вращательного движения в верхние слои воды существенно минимизируется.
Согласно фиг.16 применение юбки без цилиндрического участка в меньшей степени способствует получению вращения глубинных слоев объема v0 кристаллизатора, так как уменьшает объем воды V, получающий вращательное движение под юбкой.
Материалы фиг.13-16 позволяют считать наличие на юбке цилиндрического участка необходимым условием получения значительного объема жидкости V, закручиваемого под юбкой. Наличие перехода цилиндрической части в сужающуюся коническую часть (фиг.12, кривая 7 и фиг.15) способствует большему распространению вращения массы жидкости в ее глубинные слои.
Пример 3. При приведенных в примере 1 условиях и параметрах оценивали влияние диаметра юбки на вращение верхних слоев воды в круглой емкости (“кристаллизаторе”) диаметром ⊘ 265 мм. Согласно фиг.17, начиная с соотношения Dю/265≥ 0,6, имеет место резкое снижение скорости вращения верхних слоев жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГРУЖНОЙ СТАКАН | 2007 |
|
RU2359782C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2250809C2 |
| ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2245217C1 |
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОЙ СТАЛИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288280C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2262414C2 |
| СПОСОБ ОТСЕЧЕНИЯ ШЛАКА ПРИ ПЕРЕЛИВАНИИ РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ КОНВЕРТЕРА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В КОВШ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294380C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА В ПРОЦЕССЕ РАБОТЫ ЭЛЕКТРОПЕЧИ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2230440C2 |
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке. При подаче стали из промежуточного ковша в кристаллизатор через погружной стакан основную часть вытекающей стали закручивают в ограниченном объеме кристаллизатора и подают в объем кристаллизатора. Меньшую часть стали в незакрученном состоянии подают в объем кристаллизатора по центру закрученной массы стали. Ближние друг к другу потоки стали закручивают по принципу находящихся в зацеплении шестерен. Погружной стакан имеет дно и боковые выходные каналы. Каналы расположены веерообразно со смещением и искривлением их осей относительно продольной оси стакана. На нижней части стакана закреплена юбка, которая обеспечивает вращение стали в объеме, ограниченном наружной поверхностью стакана и цилиндрической поверхностью юбки. Вращение стали обеспечивает интенсивное перемешивание и объемную гомогенизацию состава стали. Меньшая часть стали улучшает термическую гомогенизацию литейного пространства. 2 н. и 3 з.п. ф-лы, 17 ил.
| ГЛУХОДОННЫЙ ПОГРУЖНОЙ СТАКАН | 2000 |
|
RU2167031C1 |
| Устройство для перемешивания жидкого металла при непрерывной разливке | 1987 |
|
SU1565573A1 |
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ ВВЕДЕНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ | 1996 |
|
RU2165825C2 |
| US 3669181 A, 13.06.1972 | |||
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ | 2001 |
|
RU2198376C2 |

