Изобретение относится к черной металлургии, точнее к процессу непрерывной разливки стали.
Промежуточный ковш является важнейшим технологическим элементом при разливке стали на МНЛЗ; конструкция ковша оказывает значительное влияние на качество литого металла и выход годного.
Конструкция промежуточного ковша в районе выпускного отверстия/ отверстий должна исключать попадание шлака в литой металл как в начале, так и в конце процесса разливки.
Шлаковые включения попадают в промежуточный ковш из сталеразливочного ковша. При этом из большегрузных ковшей в промежуточный ковш попадает до 50...100 кг шлака, а при разливке сериями («плавка на плавку») количество шлака в промковше может достигать нескольких сотен килограммов.
Процесс непрерывной разливки из промежуточного ковша в кристаллизатор должен гарантированно исключить попадание шлака в литой металл. Нарушение этого условия увеличивает брак литого металла. В свою очередь стремление гарантированно выполнить это условие часто приводит к необходимости оставления в промежуточном ковше повышенного количества стали, что уменьшает выход годного.
Известен способ непрерывной разливки стали, в котором описано устройство промежуточного ковша, снабженного системой автоматического контроля за степенью освобождения ковша от стали и предотвращения попадания шлака вместе с металлом в кристаллизатор МНЛЗ (см., например, «Черные металлы», ноябрь - декабрь 1998, с.41-45).
К недостаткам известного устройства относится относительно низкая точность определения момента попадания шлака в сталь и соответственно в литой металл. Последнее заставляет оставлять в промковше не менее 150 мм стали, что при массовом производстве стали достаточно существенно.
Известно противоворонкообразующее устройство, содержащее дно, боковые стенки с монтажным участком и выходное отверстие, в боковых стенках выполнены сквозные отверстия, имеющее вторые, наружные, боковые стенки, которые по высоте короче внутренних и в которых отсутствуют сквозные отверстия, при этом между внутренними и наружными боковыми стенками предусмотрен зазор [см., например, заявку 2003110993 от 17.04.2003 г.]. Устройство может явиться составной частью промежуточного ковша, так как, будучи установленным над выпускным отверстием/ отверстиями промежуточного ковша, решает задачу предотвращения попадания шлака в литой металл.
Основным недостатком устройства, как составной части промежуточного ковша, является ограниченность его применения только ковшами с безстопорной разливкой стали. В то же время применение стопора в промежуточном ковше в ряде случаев не только желательно, но необходимо для решения других технологических задач, которые становятся составной частью процесса непрерывной разливки стали [подробнее будет представлено ниже в тексте].
Известен промежуточный ковш для разливки стали, содержащий разливочное устройство с промежуточным сосудом, емкость которого соединена с емкостью промежуточного ковша и выпускным отверстием, при этом указанный сосуд выполнен всплывающим [см., например, Смирнов А.Н. и др. «Процессы непрерывной разливки», рис.3.10 и текст к нему, Донецк, 2002 г.].
Основной недостаток известного промежуточного ковша, содержащего указанное разливочное устройство, состоит в нерешенности важной задачи гарантированного предотвращения попадания шлака в литой металл как на стадии начала разливки стали в кристаллизатор, так особенно в конце разливки.
Известен промежуточный ковш для разливки стали, содержащий футерованную изнутри огнеупорами емкость с по меньшей мере одним выпускным отверстием в дне емкости, над которым расположен промежуточный сосуд, емкость которого соединена с емкостью ковша и с его выпускным отверстием, при этом вход в емкость промежуточного сосуда из емкости ковша поднят над дном емкости ковша и промежуточный сосуд охвачен подвижной трубой [см., например, Европейский патент 0401988 А2, В 22 Д 41/08, опубликован 12.12.90 Bulletin 90/50].
Известному промежуточному ковшу присущи существенные недостатки:
- во-первых, исключено использование стопора, технологическая необходимость которого при разливке стали будет рассмотрена ниже;
- во-вторых, существенная зависимость плотности шлака от его химического состава и температуры [см., например, формулы (1.44) и (1.45) в книге В.И.Явойский и др. «Металлургия стали». Металлургия, 1983 г.] исключает управляемое перемещение подвижной трубы по промежуточному сосуду и соответственно гарантированное отсечение попадания шлака в литой металл;
- в-третьих, реально необходимые зазоры между подвижной трубой и промежуточным сосудом, достаточные для свободного перемещения по вертикали подвижной трубы относительно промежуточного сосуда, не исключают попадание шлака в литой металл;
- в-четвертых, для устойчивого перемещения подвижной трубы относительно промежуточного сосуда требуется определенное соотношение между высотой подвижной трубы и внутренним диаметром (не менее 2...2,5), невыполнение которого приводит к заклиниванию подвижной трубы относительно промежуточного сосуда. Реальные размеры промежуточного ковша по высоте не всегда могут допустить использование указанного соотношения.
Предлагаемый промежуточный ковш для разливки стали свободен от указанных недостатков известного устройства. В нем осуществлено гарантированное отсечение шлака от металла, подаваемого в литой металл (в кристаллизатор) на всех стадиях разливки металла: в периоды наполнения, устойчивой разливки, в том числе сериями, и опорожнения емкости промежуточного ковша. Отмеченное позволяет повысить качество литого металла, увеличить выход годного. Дополнительным достоинством промежуточного ковша является стабилизация потоков стали в момент ее поступления в выпускное отверстие, что также улучшает качество литого металла, так как исключает явление воронкообразования.
Перечисленные технические результаты достигаются за счет того, что промежуточный ковш для разливки стали, содержащий футерованную изнутри огнеупорами емкость с по меньшей мере одним выпускным отверстием в дне емкости, над которым расположен промежуточный сосуд, емкость которого соединена с емкостью ковша и с его выпускным отверстием, при этом вход в емкость промежуточного сосуда из емкости ковша поднят над дном емкости ковша и промежуточный сосуд охвачен подвижной трубой, согласно предложению, расположение промежуточного сосуда и подвижной трубы выполнено с боковым зазором и с зазором по высоте, а подвижная труба имеет привод вертикального перемещения так, что в нижнем рабочем положении торец трубы упирается в дно емкости ковша, а в верхнем рабочем положении торец трубы не выходит за пределы входа в емкость промежуточного сосуда из емкости ковша, при этом площадь поперечного сечения указанного бокового зазора превышает площадь поперечного сечения выпускного отверстия ковша. Кроме того, промежуточный сосуд выполнен сверху открытым, а образующееся при этом отверстие является входом в емкость промежуточного сосуда из емкости ковша, при этом высотный размер подвижной трубы по меньшей мере равен глубине емкости ковша. Помимо этого, промежуточный сосуд выполнен сверху закрытым, а вход в емкость промежуточного сосуда из емкости промежуточного ковша выполнен в виде по меньшей мере одного отверстия в боковой стенке сосуда. К тому же, в подвижной трубе расположен полый стопор, снабженный отдельным от подвижной трубы приводом вертикального перемещения и возможностью контакта головки стопора с поверхностью выпускного отверстия ковша, при этом головка стопора имеет отросток, соосный с основным телом стопора. Причем подвижная труба соединена со стопором в единое целое с общим приводом вертикального перемещения, при этом головка стопора имеет отросток, входящий в выпускное отверстие, а стопор выполнен полым и является ложным, а указанный зазор по высоте образует проходную площадь, по меньшей мере равную площади поперечного сечения выпускного отверстия.
Предлагаемый промежуточный ковш для разливки стали пояснен схематическими чертежами.
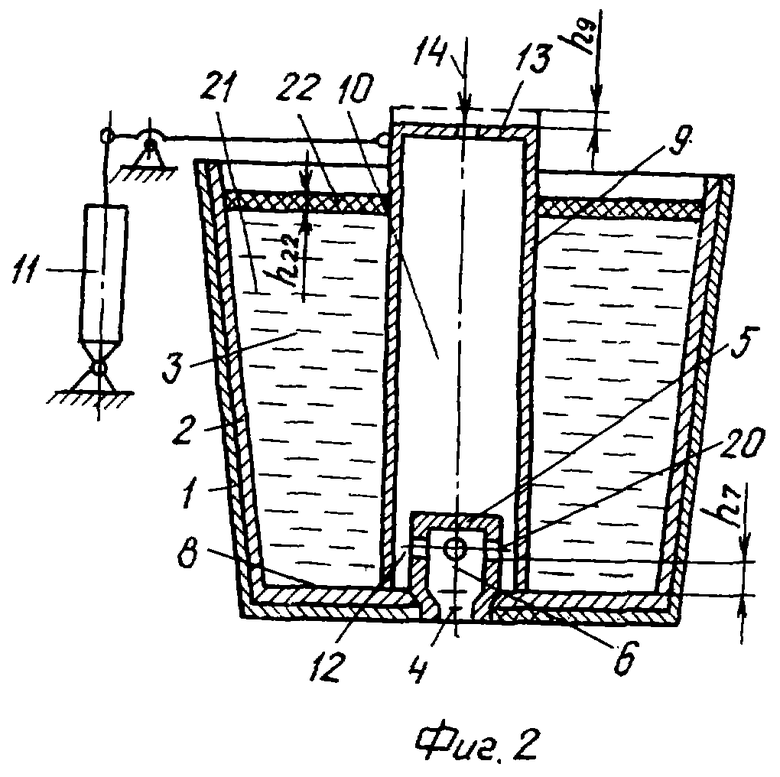
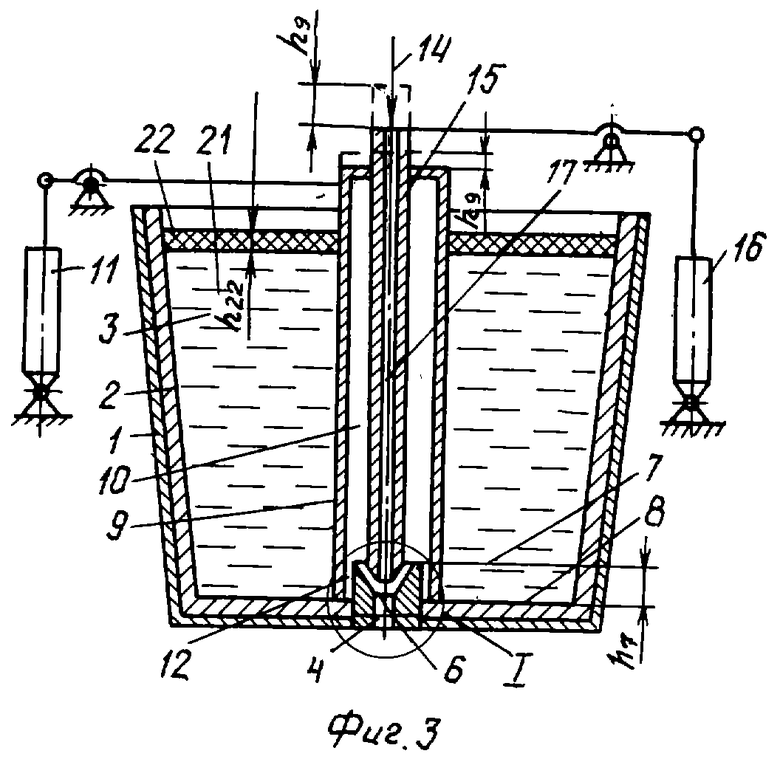
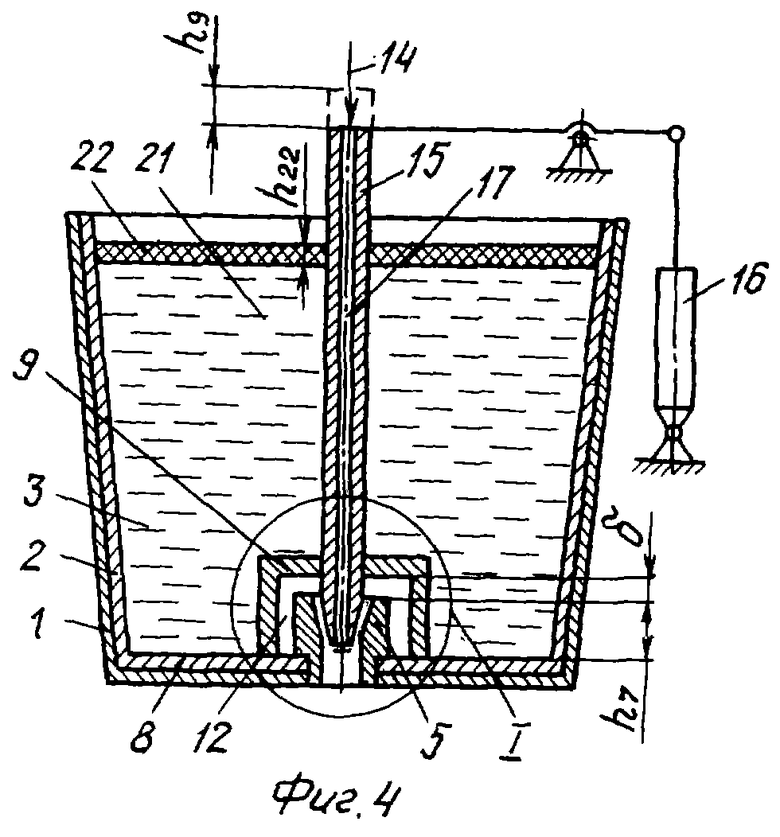
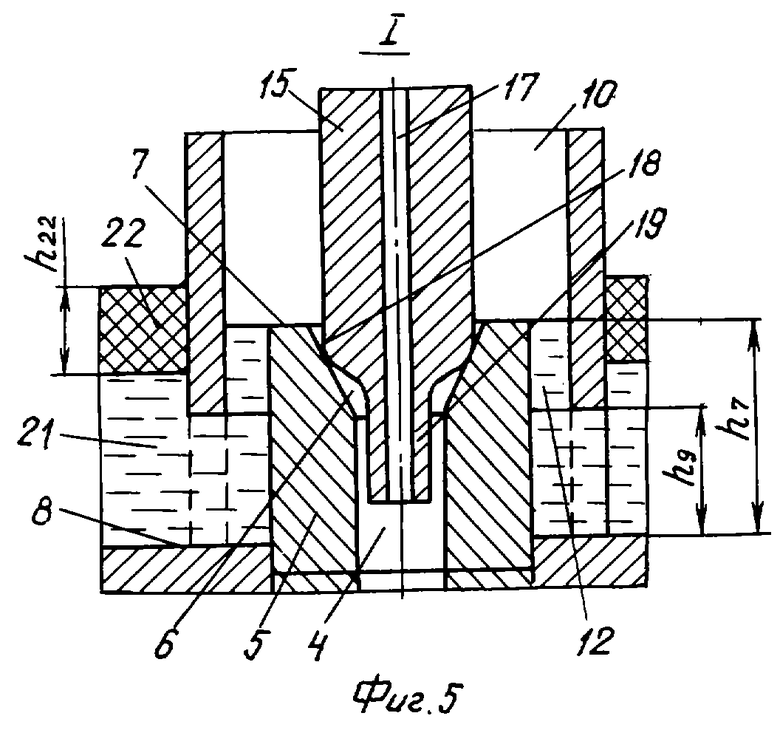
На фиг.1 показан поперечный разрез промежуточного ковша по выпускному отверстию (их может быть несколько) с промежуточным сосудом над выпускным отверстием, открытым сверху; на фиг.2 - аналогичный фиг.1 разрез ковша, но с промежуточным сосудом над выпускным отверстием, имеющим боковые отверстия; на фиг.3 - аналогичный фиг.1 разрез ковша с применением стопора; на фиг.4 - поперечный разрез промежуточного ковша по выпускному отверстию с подвижной трубой, единой со стопором, над этим выпускным отверстием; на фиг.5 показано место I на фиг.3 в момент окончания процесса опорожнения ковша; на фиг.6 - место I на фиг.4 в момент осуществления процесса разливки.
Промежуточный ковш 1 выложен изнутри огнеупором 2 и образует емкость ковша 3 (фиг.1-4). Промежуточный ковш в своем дне содержит выпускное отверстие 4 (в промежуточном ковше их может быть несколько). Над выпускным отверстием расположен промежуточный сосуд 5 с емкостью 6, соединенной с выпускным отверстием 4 промежуточного ковша. Промежуточный сосуд 5 может быть открытым сверху (фиг.1, 3 и 4) и закрытым сверху (фиг.2). В случае применения промежуточного сосуда, открытого сверху, вход в него приподнят на уровень 7 над дном 8 промежуточного ковша (на определенную высоту h7). Промежуточный сосуд охватывает подвижная труба 9, образующая объем 10. Подвижная труба 9 снабжена приводом 11 вертикального перемещения, которым обеспечивают упор нижнего торца трубы 9 в дно 8 промежуточного ковша. Подвижная труба 9 установлена с боковым зазором 12 относительно промежуточного сосуда 5. Промежуточная труба 9 сверху закрыта крышкой 13 с отверстием/отверстиями, к которому по каналам 14 (стрелка 14 на фиг.1-4 и 6) подводят аргон/азот и легирующие элементы). Крышка 13 может иметь выпарные отверстия, которые на чертежах не показаны, так как не определяют сущность работы промежуточного ковша.
В случае исполнения промежуточного ковша со стопором 15, снабженным приводом 16 вертикального перемещения (фиг.3 и 4), стопор выполнен полым с центральным отверстием 17, по которому осуществляется подвод по каналам 14 аргона/азота и легирующих элементов. Стопор 15 имеет головку 18, которая заканчивается отростком 19. Полое отверстие 17 является единым для стопора и его отростка. В случае применения закрытого сверху промежуточного сосуда 5 (фиг.2), в его боковых стенках выполнены сквозные отверстия 20, минимальное число которых может быть равно единице, но предпочтительное их число равно четырем. Нижний уровень входа в отверстия 20 поднят над дном 8 промежуточного ковша на уже рассмотренную высоту h7. Емкость 3 промежуточного ковша в процессе его работы наполняют сталью 21, покрытой шлаком 22, толщина которого h22. Подвижная труба 9 от привода 11 может подниматься от дна 8 промежуточного ковша в пределе до уровня 7, т.е. максимально на высоту h9=h7. Так как равенство h7=h9 опасно с точки зрения вероятности попадания шлака 22 в литой металл, в основном обеспечивают неравенство высот h9<h7. В свою очередь высоту h7 назначают исходя из максимально возможной толщины шлака h22 в промежуточном ковше и принимают h7≥h22, при этом равенством этих величин в работе промежуточного ковша практически не пользуются, т.к. возрастает вероятность попадания шлака в литой металл. Стопор 15 от привода 16 поднимают на величину h9 (фиг.3).
В случае исполнения подвижной трубы 9 единой со стопором 15, совместное перемещение этих элементов осуществляют от единого привода 16 (фиг.3), при этом руководствуются условием h9<h7 (фиг.4). В этом же случае исполнения в дне подвижной трубы предусмотрены выпарные отверстия, а также между подвижной трубой 9 и промежуточным сосудом 5 предусмотрен зазор δ (фиг.4), обеспечивающий гарантированный плотный контакт торца трубы 9 с дном 8 промежуточного ковша. Для нормального хода непрерывной разливки площадь поперечного сечения бокового зазора 12 превышает площадь поперечного сечения выпускного отверстия 4, т.е. F12>F4. По этим же соображениям проходная (для стали) площадь между трубой 9 и промежуточным сосудом 5 на фиг.4, равная π·D5·δ, где D5 - наружный диаметр сосуда 5, по меньшей мере равна площади поперечного сечения выпускного отверстия F4, т.е. π·D·δ≥F4. При исполнении подвижной трубы 9 отдельно от стопора 15 (фиг.1-3) высоту подвижной трубы принимают такой, что она выступает за пределы глубины емкости 3 ковша (по меньшей мере равна этой глубине).
Промежуточный ковш, представленный на фиг.1, 2 и 4, рассчитан на работу как с шибером, так и без него.
Промежуточный ковш для разливки стали работает следующим образом.
Перед началом эксплуатации ковша 1, в процессе укладки в нем футеровки 2 над выпускным отверстием 4, устанавливают промежуточный сосуд 5, закрепляя его в дне ковша (варианты и способы закрепления сосуда 5 в дне ковша здесь не рассматриваются, т.к. не определяют сущность рассматриваемой работы ковша). При этом, исходя из практики работы в конкретных условиях эксплуатации промежуточного ковша, оценивают максимальную толщину шлака h22, возникновение которого возможно в процессе непрерывной разливки. Поднимают уровень 7 установки сосуда 5 над дном ковша 8 до значения h7≥h22 и только после этого закрепляют сосуд 5. Применительно к промежуточному сосуду 5 с верхним дном (фиг.2) указанная операция сводится к выставлению уровня расположения отверстий 20 над дном 8 ковша (т.е. обеспечению на фиг.2 h7≥h22).
Приводом 11 прижимают нижний торец подвижной трубы 9 ко дну 8 промежуточного ковша. Применительно к фиг.3, 4-6 приводом стопора 16 устанавливают стопор 15 так, что его головка 18 упирается в поверхность сосуда 5 (фиг.5) или образует с ним зазор (фиг.6). Применительно к фиг.1, 2, 4 и 6 промежуточный ковш дополнительно может быть оборудован шиберным затвором.
После выполнения указанных операций промежуточный ковш готов к наполнению его емкости 3 сталью 21. В процессе наполнения емкости 3 ковша сталью 21 плотное прилегание нижнего торца подвижной трубы 9 к дну 8 ковша исключает попадание шлака 22 со сталью 21 в выпускное отверстие 4. Наличие выпарных отверстий в крышке 13 (фиг.1 и 2), в крышке сосуда 5 на фиг.2, а также в крыше подвижной трубы 9 на фиг.4 исключает образование воздушных подушек в начале процесса разливки.
После наполнения емкости 3 промковша сталью 21 до принятого уровня начинают процесс непрерывной разливки стали 21 из емкости 3 промковша, осуществляя непрерывное восполнение ушедшей стали из стальковша.
Процесс непрерывной разливки (точнее непрерывного опорожнения емкости 3 при непрерывном ее наполнении) начинают с подъема от привода 11 подвижной трубы 9 на величину h9. Применительно к фиг.3 от привода 16 на величину h9 поднимают стопор 15, образуя между ним и сосудом 15 проходное сечение для стали. Применительно к фиг.4 подвижную трубу 9 поднимают от привода 16 совместно со стопором 15, образуя, как показано на фиг.6, между стопором 15 и сосудом 5 проходное сечение для стали.
При этом во всех случаях использования стопора (фиг.3-6) в процессе разливки стали отросток 19 стопора 15 располагают в выпускном отверстии 4, т.е. отросток 19 находится в потоке уходящей стали.
Изменяя величину h9, можно влиять на количество стали, поступающей в кристаллизатор. Однако этот способ воздействия на скорость разливки в предлагаемом промежуточном ковше не является основным. Для этого используют стопор 15 (фиг.3 и 5) или шибер (фиг.1, 2, 4 и 6, где шибер условно не показан).
Основное назначение изменения величины h9 подъема подвижной трубы 9 в предлагаемом способе состоит в обеспечении количества стали 21, оставляемой в емкости 3 промежуточного ковша в конце его опорожнения.
В конце опорожнения емкости 3 промежуточного ковша изменением величины h9 решают задачу минимизации количества оставленной в ковше стали 21 при гарантированном исключении попадания шлака 22 в литой металл (в кристаллизатор).
При h7=h22 и h9=h7 в емкости 3 промковша сталь 21 не остается, она полностью ее покидает. Но в этих условиях опорожнения емкости 3 промковша затруднено отсечение шлака 22 и попадание шлака в литой металл (в кристаллизатор).
Поэтому в работе предлагаемого промежуточного ковша принимают условия: h7>h22 и h9<h7, минимизируя эти неравенства, исходя из практики эксплуатации промежуточного ковша и необходимости минимизации количества стали, оставляемой в ковше. Реализацией этих операций гарантированно исключают попадание шлака 22 в литой металл, существенно сокращают количество металла, оставляемого в промежуточном ковше в конце разливки, тем самым увеличивают выход годного.
В процессах наполнения и опорожнения промежуточного ковша сталью, а также непрерывной разливки металл изолируют от окисляющего воздействия кислорода воздуха, для чего по каналам (стрелка 14) подают аргон/ азот (см. фиг.1-4 и 6).
В процессе непрерывной разливки благодаря тому, что боковой зазор между подвижной трубой 9 и промежуточным сосудом 5, а также проходная площадь в зазоре по высоте между указанными деталями превышают поперечное сечение выходного отверстия 4, обеспечивают устойчивое протекание процесса непрерывной разливки.
Промежуточный ковш согласно фиг.1 и 2 применяют при использовании шибера, а также без его применения.
Промежуточный ковш согласно фиг.3-6 применяют, когда в процессе непрерывной разливки меняют химический состав разливаемой стали. В этом случае наряду с аргоном/азотом по каналам (см. стрелку 14 на фиг.3-6) подают легирующие элементы в разливаемую сталь. При этом благодаря наличию на головке 18 стопора 15 отростка 19 и его расположению в потоках стали, покидающей промежуточный ковш (в выпускном отверстии 4), гарантированно обеспечивают равномерное попадание легирующих элементов в кристаллизатор [подробнее совокупность этих операций описана в заявках 2002129303/02 от 04.11.2002 г. и 2003126454/02 от 01.09.2003 г.]. Тем самым решают задачу производства малых партий литого металла разного химического состава в большой металлургии (где использование стальковшей с большой массой стали, например, 300...350 т, в обычных условиях исключает возможность производства малых партий литого металла).
Во всех вариантах предлагаемого промежуточного ковша (фиг.1-4) наличие подвижной трубы 9 и промежуточного сосуда 5, приподнятого над дном ковша, стабилизирует потоки стали 21, попадающие в выпускное отверстие 4, что улучшает качество литого металла благодаря устранению явления воронкообразования («vortex») в конце опорожнения промежуточного ковша.
Предлагаемое техническое решение в полной мере может быть применено в стальковшах для гарантированной отсечки шлака от стали в конце опорожнения стальковша.
Применение промежуточного ковша предлагаемой конструкции гарантированно исключает попадание шлака со сталью в литой металл, что повышает качество заготовок, повышает выход годного за счет минимизации стали, оставляемой в ковше в конце его опорожнения. Важным достоинством предлагаемой конструкции промежуточного ковша является также стабилизация потоков стали в момент их поступления в выпускное отверстие, что также улучшает качество литого металла благодаря устранению явления воронкообразования.
Отмеченные технические эффекты (гарантированное отсечение шлака в конце опорожнения ковша, минимизация при этом количества стали, оставляемой в ковше, и отсутствие явления vortex) получены на холодной модели, реализующей процесс опорожнения емкости от воды, покрытой веществом, плотность которого меньше воды и которое имитировало наличие шлака. Опорожнение емкости осуществляли через выпускное отверстие в дне емкости. Емкость была изготовлена в соответствии с изложенными конструктивными параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2250809C2 |
| ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2245217C1 |
| СПОСОБ ОТСЕЧЕНИЯ ШЛАКА ПРИ ПЕРЕЛИВАНИИ РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ КОНВЕРТЕРА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В КОВШ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294380C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| СПОСОБ ОПОРОЖНЕНИЯ МЕТАЛЛОПЛАВИЛЬНОЙ ЕМКОСТИ ОТ ОСНОВНОЙ ЧАСТИ ЖИДКОГО МЕТАЛЛА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В ДОННОЙ ПОВЕРХНОСТИ ЕМКОСТИ И МЕТАЛЛОПЛАВИЛЬНАЯ ЕМКОСТЬ | 2005 |
|
RU2293937C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| РАЙОН РАЗЛИВКИ МЕТАЛЛА | 2004 |
|
RU2265498C1 |

Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке стали. Промежуточный ковш имеет выпускное отверстие в днище, над которым расположен промежуточный сосуд. Промежуточный сосуд охвачен подвижной трубой, имеющей привод вертикального перемещения. Сосуд и труба расположены относительно друг друга с боковым зазором. В нижнем рабочем положении торец трубы расположен с упором в дно ковша, в верхнем рабочем положении не выходит за пределы входного отверстия промежуточного сосуда. При разливке стали в кристаллизатор обеспечивается гарантированное отсечение шлака. Повышается качество литого металла, увеличивается выход годного. 4 з.п. ф-лы, 6 ил.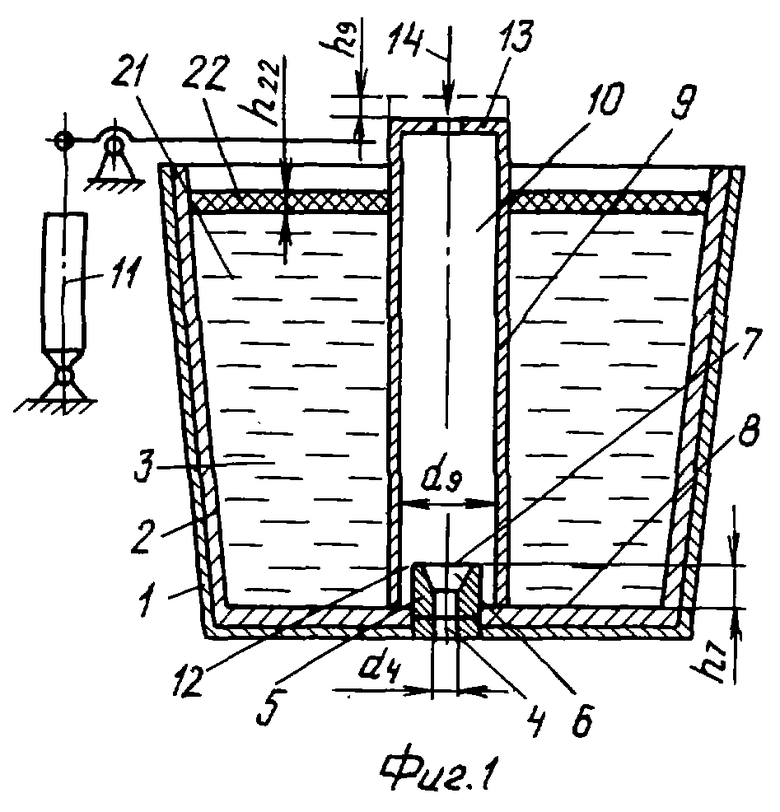
| 0 |
|
SU401988A1 | |
| СПОСОБ ПРОВЕРКИ ГЕРМЕТИЧНОСТИ И/ИЛИ УКУПОРКИ ЕМКОСТИ | 1999 |
|
RU2224230C2 |
| US 5191926 A, 09.03.1993 | |||
| Промежуточный ковш | 1982 |
|
SU1068215A1 |

