Изобретение относится к сварочному производству, а именно к устройствам для управления процессом контактной точечной сварки, И может быть йсполь- зовано в приборостроении для- автоматического контроля и регулирования режима электронагрева, преимущественно, малогабаритных деталей.
Целью изобретения является повыше- ние качества сварного соединения за счет активного контроля качества.
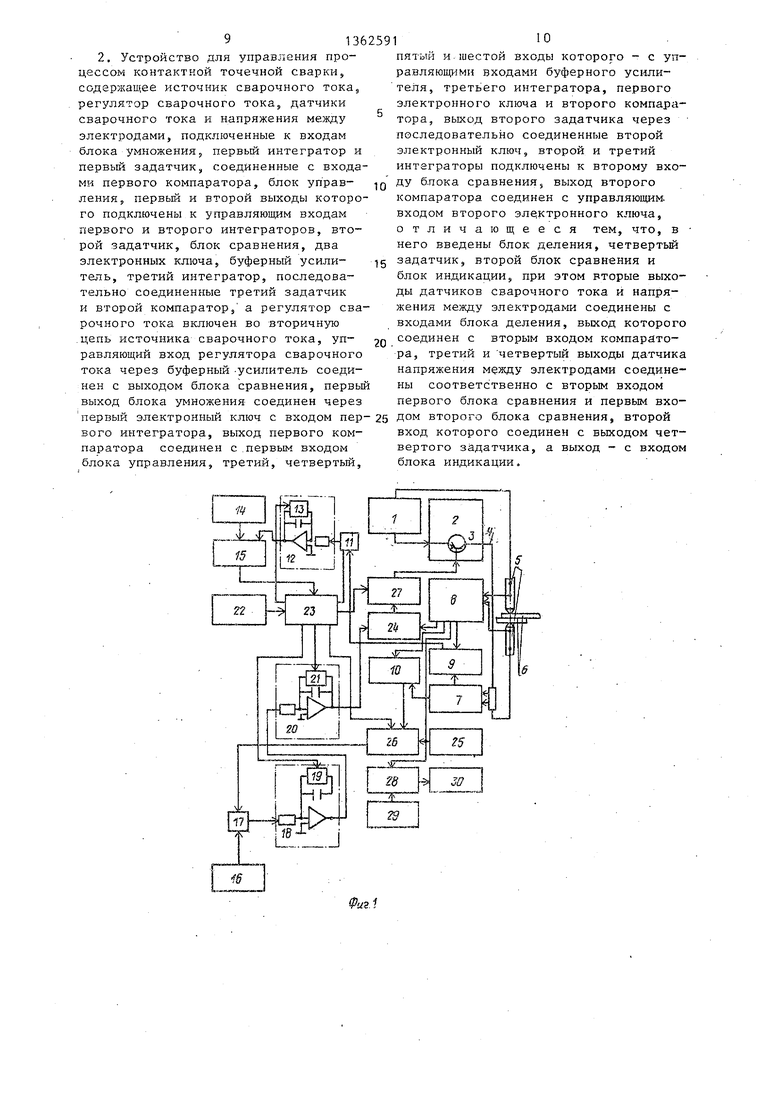
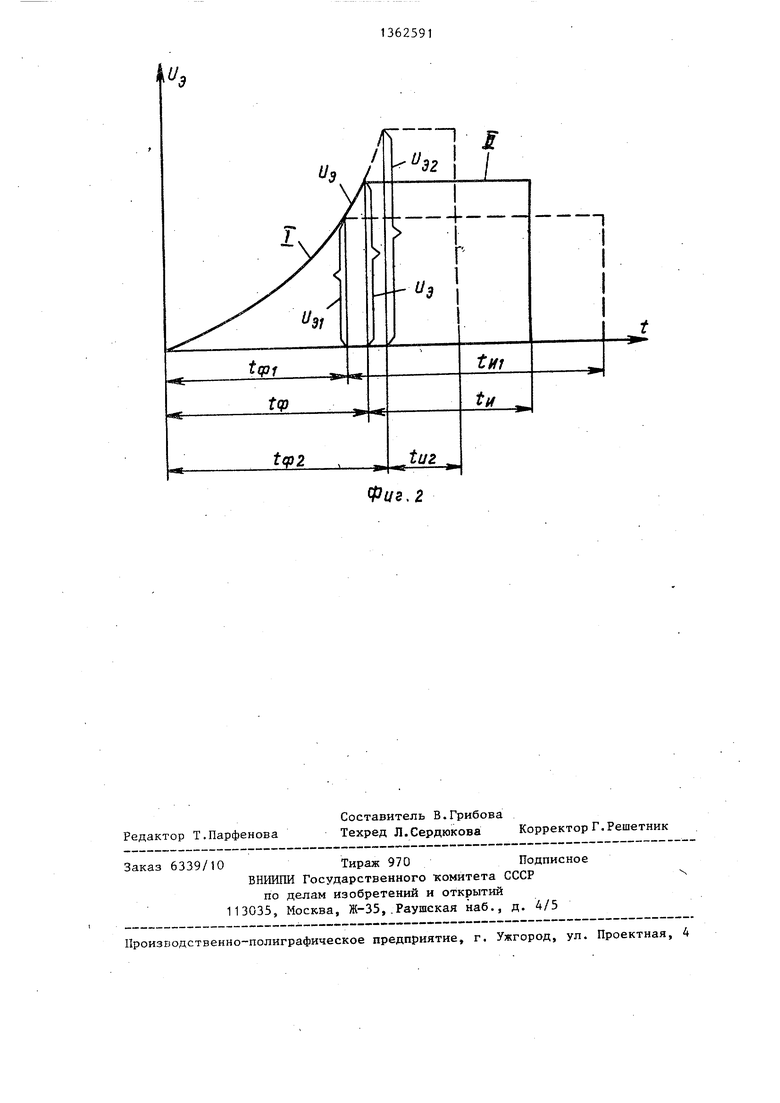
На фиг.1 изображена блок-с-хёма устройства для осуществления предлаг гаемого способа управления процессом контактной точечной сварки-, на фиг.2 диаграммы изменения межэлектродного напряжения во времени в зависимости от момента достижения установленного эталонного значения динамического сопротивления между электродами.
Устройство содержит источник 1 сварочного тока, один выход которого соединен с регулятором 2 сварочного тока, выполненным на управляемых транзисторах 3. Выход регулятора 2 сварочного тока и второй выход источника 1 сварочного тока посредством сварочного контура 4 соединены со сварочными Электродами 5, сжимающими свариваемые детали 6. Датчик 7 сварочного тока измеряет сварочный ток в цепи сварочного контура 4, а датчик 8 измеряет напряженке между электродами 5. По одному выходу датчиков 7 и 8.соединены с блоком 9 умножения. Другой выход датчика 7 сварочного тока и второй выход датчика 8 напряжения между электродами 5 подсоединены к входам в блок 10 деления. Выход блока 9 умножения подсоединен к входу электронного ключа 11.
Электронный ключ 11 последовательно соединен с nepBbEvi интегратором 12 с ключом 13. Заданное значение энер- гии сварки задается первым задатчиком 14, от которого сигнал подается на компаратор 15, Сформированный сигнал пропорциональный введенной энергии между сварочными электродами 5, с вы- хода первого интегратора 12 также подается на компаратор 15. Второй за- датчик 16 скорости нарастания межэлектродного напряжения последовательно соединен через электронный ключ 17 с последовательно соединенными вторым интегратором 18 с ключом 19 и третьим интегратором 20 с ключом 21. Блок 22 запуска последовательно соединен с блоком 23 управления, к входу которого подсоединен также выход компаратора 15. Один выход блока 23 управления соединен с. электронным ключом 11, а второй и третий выходы соединены с ключами 19 и 21. Выход третьего интегратора 20 соединен с входом первого блока 24 сравнения, к второму входу которого подсоединен третий выход датчика 8 напряжения между электродами Задат- чик 25 эталонного значения динамического сопротивления между электродами соединен с входом второго компаратора 26, к другим двум входам которого подсоединены выход блока 10 деления и четвертый выход блока 23 управления, а выход соединен с входом электронного ключа 17. Второй выход блока 23 управления и выход блока 24 сравнения подсоединены к входам буферного
усилителя 27, выход которого соединен с транзисторами 3 регулятора 2 сварочного тока. Четвертый выход датчика 8 напряжения между электродами соединен с одним из входов второго блока 28 сравнения, к другому входу которого подсоединен выход задатчика 29-заданной эталонной величины межэлектродного напряжения. Выход блока 28 сравнения соединен с входом блока 30 индикации.
Назначение отдельных блоков устройства следующее (фиг.1 и 2). Датчики 7 и 8 предназначены, соответственно, для измерения сварочного тока и межэлектродного напряжения ..и,. Блок 9 умножения перемножает I(,g и и,, вьщавая мгновенное значение (текущее) мощности сварочного тока через электронный ключ 11 на вход интегратора 12. Последний формирует сигнал, пропорциональный введенной энергии между электродами, и подает его на компаратор 15, который сравнивает его с заданным значением энергии сварки, поступающим из задатчика 14. Блок 10 деления делит меж- электродное напряжение U, на сварочный ток Ic-g 5 вь;цавая мгновенное (текущее) значение динамического сопротивления между электродами на вход компаратора 26, который сравнивает его с заданным эталонным значением динамического сопротивления между электродами из задатчика 25 и при достижении которого злектронньй ключ 17
размыкается, и с выхода интегратора 20 с этого момента времени снимается постоянный сигнал, пропорциональньй достигнутому значению межэлектродного напряжения U. Последовательно соединенные задатчик 16 скорости нарастания межэлектродного напряжения (через электронный ключ 17) и интеграторы 18 и 20 задают закон квадратичного нарастания межэлектродного напряжения на участке I зависимости Ug f(t; (фиг.2). При этом задатчиком 16 задается скорость нарастания межзлек-.
tgj фронта нарастания межтельность
электродного Напряжения может принимать значение t
Ф1
если динамическое
тродного напряжения и,. При этом дли- 15 ный ключ 11. При этом-включаются интеграторы 12, 18 и 20. После этого с задатчика 16 подается сигнал через электронный ключ 17 (исходное состояние ключа замкнутое) на последова20 тельно соединенные интеграторы 18 и 20 и с выхода интегратора 20 на блок 24...сравнения. Далее с блока 24 сравнения подается сигнал на буферньш усилитель 27, а с него - на регуля25 тор 2 сварочного тока. При этом в
сопротивление R, между электродами достигает эталонного значения R
раньше
-q.
и
-Cfz:
если динамическое сопротивление дос нгает эталонного значения позже t™. Длительность t определяется пропорционально разности между общей энергией и выделенной энергией за время фронта нарастания t межэлектродного напряжения до ,. В блоке 28 сравнения величина межэлектродного напряжения и, из датчика 8 сравнивается с сигналом из задатчика 29 заданной эталонной величины межэлектродного напряжения и, и сигнал о результате сравнения подается в блок 30 индикации. Ключи 13, 19 и 21 служат для разряда интегрирующей емкости по окончании цикла сварки, электронный ключ 11 - для включения и отключения интегратора 12 от блока 9 умножения, а ,электронный ключ 17 - для отключения задатчика 16 от интеграторов 18 и 20. Блок 22 запуска включает блок 23 уп- - равления, который управляет ключами 11, 13, 19 и 21, буферным усилителем 27 и компаратором 26. Блок 24 сравнения сравнивает сигнал о текущем значении межэлектродного напряжения с выхода датчика 8 с сигналом с выхода последовательно соединенных инте- ; граторов 18 и 20, формирующих сигнал, задающий закон изменения межэлектродного напряжения U. Буферный усилитель 27 предназначен для усиления . сигнала рассогласования по межэлектродному напряжению, снимаемого с блока 24 сравнения до уровня, потребляемого входными цепями регулятора 2 .сварочного тока, выполненного на управляемых транзисторах 3, коммутируюсварочньш (силовой) цепи 4 начинает протекать сварочный ток. Величина сварочного тока Ij-g в сварочной цепи 4 и напряжение U между электродами
30 5 измеряются датчиками 7 и 8, соответственно. После включения сварочного тока блок 9, умножения, входными сиг 1 алами ко1 5рого являются сварочньй ток с датчика 7 и напряжение U
2с между электродами 5 с датчика 8, перемножает эти сигналы. Одновременно
в блоке 10 деления на основе сигналов с датчиков 7 и 8 формируется сигнал мгновенного (текущего) значения ди40 намического сопротивления между электродами Kg. С выхода блока 9 умножения сигнал о мгновенной мощности сварочного тока подается на интегратор 12, с выхода блока 10 деления сигнал
45 текущего значения динамического сопротивления между электродами подается на компаратор 26, а с второго выхода датчика 8 сигнал о текущем значении межэлектродного напряжения U подает50 ся на один из входов в блок 24 сравнения. С момента включения сварочного тока с задатчика 16 подается опорное напряжение через электронный ключ 17 на вход интегратора 18 и
55 с его выхода на вход третьего интегратора 20. С выхода третьего интегратора 20 сигнал в виде квадратичной зависимости (,дdt подается на второй вход блока 24 сравнения.
щих сварочный ток от источника 1 питания.
Устройство работает следующим об- разом (фиг.1 и 2).
От педали механизма сжатия через релейньй элемент (не показаны) включается блок 22 запуска, который включает блок 23 управления. Далее с бло- ка 23 управления подается сигнал разрешения работы на буферный усилитель 27. Одновременно блок 23 управления вырабатывает и подает сигналы на разрядные ключи 13, 19 и 21 и электронсварочньш (силовой) цепи 4 начинает протекать сварочный ток. Величина сварочного тока Ij-g в сварочной цепи 4 и напряжение U между электродами
5 измеряются датчиками 7 и 8, соответственно. После включения сварочного тока блок 9, умножения, входными сиг 1 алами ко1 5рого являются сварочньй ток с датчика 7 и напряжение U
между электродами 5 с датчика 8, перемножает эти сигналы. Одновременно
в блоке 10 деления на основе сигналов с датчиков 7 и 8 формируется сигнал мгновенного (текущего) значения динамического сопротивления между электродами Kg. С выхода блока 9 умножения сигнал о мгновенной мощности сварочного тока подается на интегратор 12, с выхода блока 10 деления сигнал
текущего значения динамического сопротивления между электродами подается на компаратор 26, а с второго выхода датчика 8 сигнал о текущем значении межэлектродного напряжения U подается на один из входов в блок 24 сравнения. С момента включения сварочного тока с задатчика 16 подается опорное напряжение через электронный ключ 17 на вход интегратора 18 и
с его выхода на вход третьего интегратора 20. С выхода третьего интегратора 20 сигнал в виде квадратичной зависимости (,дdt подается на второй вход блока 24 сравнения.
1362591
Таким образом на выходе третьего интегратора 20 формируется квадратично-нарастающее напряжение, задающее закон изменения межэл ектродного напряжения. Сигнал с выхода интегратора 20 поступает на вход блока 24 сравнения для вьщеления разности с сигналом, поступающим из датчика 8.
Разностный сигнал, представляющий со- IQ заданного значения R за время , ,
бой отклонение действительного значения межэлектродного напряжения от заданного значения поступает на буферный усилитель 27, где он формируется и подается на управляемый транзистор 15 3 регулятора 2 сварочного тока. При этом регулятор 2 сварочного тока уменьшает или увеличивает сварочньй ток в цепи так, чтобы межзлектродное напряжение нарастало по квадратичному 20 закону (участок I зависимости U f(t) на фиг.2). При достижении текущим значением динамического сопротивления между электродами R в блоке 10 деления установленного заданного 25 эталонного значения динамического со- противления R из задатчика 25 компаратор 26 подает сигнал на размыкание электронного ключа 17. После этого интеграторы 18 и 20 запоминают и поддерживают (стабилизируют) до конца сварки (участок II зависимости U f(t) на фиг.2) уровень сигнала, .достигнутого с задатчика 16, т.е. далее напряжение между электродами U. вьщерживается время : (или t, , ) на уровне, достигнутом к моменту совпадения сигналов в компараторе 26 с задатчика 25 и с блока 10 деления, т.е. к моменту размыкания электронного ключа 17, Б известном способе (и устройстве) жестко задавались время tm фронта нарастания межэлектродного напряжения и его максимальт.е. раньше какого-то среднего значения tф или .наоборот позже, за время ta,j. Эталонное заданное значение динамического сопротивления К,, определяется для каждого сочетания свариваемых материалов на основе экспериментальных данных и это значение вводится в задатчик 25. Одновременно после включения сварочного тока и ключа 11 интегратор 12 -производит интегрирование сигнала, пропорционального текущему значению мощности сварочного тока, о чем поступает сигнала с блока 9 умножения. Интегрирование производится в течение времени, равного длительности сварочного импульса, т.е.
tro
30
w
се где W
св
1 NcHt RC 1
N.
dt.
С8
N
С8
RC 35
RC J са
ио
энергия, выделившаяся между электродами;
U.j-Ijg - текущее значение мгновенной мощности постоянная времени время- зарядной цепи интегратора. Таким образом, на выходе интегратора 12 формируется сигнал, пропорциональный вьщеленной энергии между электродами, которьй подается на пер- 40 вый вход компаратора 15. Второй сигнал на компаратор 15 подается с задатчика 14, которым задается величина энергии, необходимой для сварки W . При достижении сигналом с вьгхода 45 интегратора 12 заданного значения с задатчика 14 компаратор 15 подает сигнал в блок 23 управления, которьй подает команду запрета работы на буферный усилитель 27 и сварочный ток 50 выключателя. При этом в зависимости от времени достижения (момента) те- эталонного заданного значеное значение U
Э макс
что довольно.
часто в зависимости от возмущающих воздействий в зоне контакта свариваемых деталей приводило или к недо- греву свариваемых деталей или к их перегреву, т.е. к нестабильной прочности сварных соединений. Так как динамическое сопротивление между электродами Е характеризует состояние зоны сварки, то автоматическая стабилизация межэлектродного напряжения Uj в зависимости от достигнутого значения позволяет повысить стабильность . качества сварных сое.ди- нений и процент выхода годных изде
9
ЛИЙ о При этом в зависимости от характера возмуи(ающих воздействий в зоне контакта свариваемых деталей (изменение состояния рабочих поверхностей электродов, перекосы электродов, нестабильность -работы механизма сжатия и др.) текущее динамическое сопротивление R может Достигнуть эталонного
5
т.е. раньше какого-то среднего значения tф или .наоборот позже, за время ta,j. Эталонное заданное значение динамического сопротивления К,, определяется для каждого сочетания свариваемых материалов на основе экспериментальных данных и это значение вводится в задатчик 25. Одновременно после включения сварочного тока и ключа 11 интегратор 12 -производит интегрирование сигнала, пропорционального текущему значению мощности сварочного тока, о чем поступает сигнала с блока 9 умножения. Интегрирование производится в течение времени, равного длительности сварочного импульса, т.е.
tro
0
w
се где W
св
1 NcHt RC 1
N.
dt.
С8
N
С8
RC 5
RC J са
ио
энергия, выделившаяся между электродами;
U.j-Ijg - текущее значение мгновенной мощности постоянная времени время- зарядной цепи интегратора. Таким образом, на выходе интегратора 12 формируется сигнал, пропорциональный вьщеленной энергии между электродами, которьй подается на пер- 0 вый вход компаратора 15. Второй сигнал на компаратор 15 подается с задатчика 14, которым задается величина энергии, необходимой для сварки W . При достижении сигналом с вьгхода 5 интегратора 12 заданного значения с задатчика 14 компаратор 15 подает сигнал в блок 23 управления, которьй подает команду запрета работы на буферный усилитель 27 и сварочный ток 0 выключателя. При этом в зависимости от времени достижения (момента) те- эталонного заданного значекущим R э
ния R, межэлектродное напряжение U
достигает соответственно при быстром 5 достижении R эталона Rg значения Ug, 5 а при более медленном - значения и.,,. Поэтому при достигнутом значении процесс растягивается во времени ty,- (из-за необходимости вьщеления
заданной энергии с,) а при повышенном значении U. соответственно процесс сварки 6oj;iee короткий (t). В связи с этим может оказаться, что в зависимости от возбуждающих воздействии текущее межэлектродное напряже- выходить за пределы
ние и может
меньше U
Э1
или больше
и.
j. Поэтому способом и в устройстве предусмотрен контроль качества сварных соединений путем сравнения в блоке 28 в конце сварки перед выключением сварочного тока достигнутого значения U из дат- .чика 8 с эталонным заданным значением и5 из задатчика 29. Результат срав- .нения из блока 28 сравнения поступает в блок 30 индикации. Эталонное значение и, (интервал U,, опреде- . регистрирована (выявлена) и его можно ляется для каждого сочетания св.арива- 20 исправить повторной сваркой.
Итак, предлагаемые способ и устройство для его осуществления позволяют осуществить автоматическое регулирование (стабилизацию) межэлек- 25 тродного напряжения по величине текущего динамического сопротивления между электродами и автоматически осуществить контроль качества сварных соединений путем сравнения достигну- 30 того значения межэлектродного напряжения к моменту стабилизации с эталонным заданным значением. Это позволяет стабилизировать процесс сварки и исключить выборочный контроль сварных соединений.
емых материалов на основе экспериментальных данных. Одновременно с тем, что энергия для сварки W достигает заданного значения задатчиком 14 и компаратор 15 подает команду на блок 23 управления, последний дает команду на выключением электронного ключа 11 и включение разрядных ключей 13, 19 и 21. При этом интеграторы 12, 18 и 20 возвращаются в исходное состояние. Блок 23 управления возвращает также компаратор 26 в исходное состояние, который опять замыкает электронный ключ 17 (исходное состояние ключа замкнутое). Таким образом блок- схема устройства возвращена в исходное состояние и готова к следующему циклу сварки.
Опробывание предлагаемого способа производилось при сварке перекрещивающихся под углом 80-90° никелевых проволок ,3-0,5 мм. При сварке никелевых проволок вкрест применяли медные электроды с рабочей поверхностью 2x3 мм. Сварку осуществляли на следующем режиме: статическое усилие сжатия Рр ЮН, энергия сварочного импульса 1 Дж, стабилизация межэлектродного напряжения U, осуществлялась при достижении динамическим межэлектродным сопротивлением значения R, 4,3 мОм (эталонное значение, определено на основе экспериментальных данных при сравнении способов). При этом по данным осциллограмм длительность t -принимало значения 1-3 мс, длительность t 1-3 мс, а межэлектродное напряжение и53 1,6-1,8 В (эталонное значение).
35
Формула изобретения
1. Способ управления процессом контактной точечной сварки, при кото40 ром в процессе сварки измеряют текущие значения межэлектродного напряжения и сварочного тока, увеличивают значение межэлектродного напряжения по квадратичному закону, сравнивают
45 выделенную между электродами энергию с заданной величиной, отличающийся тем,, что, с целью повьппе- ния качества сварного соединения, в процессе увеличения межэлектродного
50 напряжения вычисляют текущее значение динамического сопротивления между электродами и при достижении им эталонного значения межэлектродное напряжение далее поддерживают постоянgg ным, полученное значение межэлектродного напряжения сравнивают с заданной эталоннбй величиной и по результату сравнения судят о качестве сварного соединения.
При этом оптимальной прочностью на срез крестообразного соединения никелевых проволок ф 0,3-0,5 мм является Pjp 24,8 Н.
Результаты сварки 50 образцов по способу следующие: 45 сваренных образцов показали при испытании на срез положительные результаты Р 27 Н, 5 остальных образцов быпи забракованы и показаны в блоке индикации и при испытании действительно показали заниженное значение прочности Р. 18- 20 Н. .
Таким образом, выход годных образцов по предлагаемому способу составляет 90%. Однако, не менее важным является то, что часть брака (10%) заИтак, предлагаемые способ и устройство для его осуществления позволяют осуществить автоматическое регулирование (стабилизацию) межэлек- 25 тродного напряжения по величине текущего динамического сопротивления между электродами и автоматически осуществить контроль качества сварных соединений путем сравнения достигну- 30 того значения межэлектродного напряжения к моменту стабилизации с эталонным заданным значением. Это позволяет стабилизировать процесс сварки и исключить выборочный контроль сварных соединений.
35
Формула изобретения
1. Способ управления процессом контактной точечной сварки, при кото40 ром в процессе сварки измеряют текущие значения межэлектродного напряжения и сварочного тока, увеличивают значение межэлектродного напряжения по квадратичному закону, сравнивают
45 выделенную между электродами энергию с заданной величиной, отличающийся тем,, что, с целью повьппе- ния качества сварного соединения, в процессе увеличения межэлектродного
50 напряжения вычисляют текущее значение динамического сопротивления между электродами и при достижении им эталонного значения межэлектродное напряжение далее поддерживают постоянgg ным, полученное значение межэлектродного напряжения сравнивают с заданной эталоннбй величиной и по результату сравнения судят о качестве сварного соединения.
9136
2. Устройство для управления процессом контактной точечной сварки, содержащее источник сварочного тока, регулятор сварочного тока, датчики сварочного тока и напряжения между электродами, подключенные к входам блока умножения, первый интегратор и первый задатчик, соединенные с входами первого компаратора, блок уп рав- ления, первый и второй выходы которого подключены к управляющим входам ггервого и второго интеграторов, второй задатчик, блок сравнения, два электронных ключа, буферный усилитель, третий интегратор, последовательно соединенные третий задатчик и второй компаратор, а регулятор сварочного тока включен во вторичную .цепь источника сварочного тока, уп- равляющий вход регулятора сварочного тока через буферный -усилитель соединен с выходом блока сравнения, первьй
пятый и шестой входы которого - с управляющими входами буферного усилителя, третьего интегратора, первого электронного ключа и второго компаратора, выход второго задатчика через последовательно соединенные второй электронный ключ, второй и третий интеграторы подключены к второму входу блока сравнения5 выход второго компаратора соединен с управляющим, входом второго электронного ключа, отличающееся тем, что, в него введены блок деления, четвертьй задатчик, второй блок сравнения и блок индикации, при этом вторые выходы датчиков сварочного тока и напряжения между электродами соединены с входами блока деления, выход которого соединен с вторым входом компаратора, третий и четвертый выходы датчика напряжения между электродами соединены соответственно с вторьм входом первого блока сравнения и первым вховыход блока умножения соединен через
первый электронный ключ с входом пер-25Д° второго блока сравнения, второй
вого интегратора, выход первого ком-вход которого соединен с выходом четпаратора соединен с первым входомвертого задатчика, а выход - с входом
блока управления, третий, четвертьй,блока индикации.
1
10
пятый и шестой входы которого - с управляющими входами буферного усилителя, третьего интегратора, первого электронного ключа и второго компаратора, выход второго задатчика через последовательно соединенные второй электронный ключ, второй и третий интеграторы подключены к второму входу блока сравнения5 выход второго компаратора соединен с управляющим, входом второго электронного ключа, отличающееся тем, что, в него введены блок деления, четвертьй задатчик, второй блок сравнения и блок индикации, при этом вторые выходы датчиков сварочного тока и напряжения между электродами соединены с входами блока деления, выход которого соединен с вторым входом компаратора, третий и четвертый выходы датчика напряжения между электродами соединены соответственно с вторьм входом первого блока сравнения и первым вхо-Vi
Редактор Т.Парфенова
Составитель В.Грибова
Техред Л.Сердюкова Корректор Г.Решетник
Заказ 6339/10
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,.Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Устройство для управления процессом контактной точечной сварки | 1985 |
|
SU1281357A1 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |
| Способ динамического регулирования процесса контактной рельефной сварки и устройство для его осуществления | 1987 |
|
SU1504039A1 |
| Устройство для управления процессом контактной сварки | 1983 |
|
SU1113226A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Способ регулирования процесса импульсной сварки и устройство для его осуществления | 1989 |
|
SU1676765A1 |
| Устройство для сварки | 1987 |
|
SU1459841A1 |
Изобретение относится к сварочному производству, а именно к устройствам для управления процессом контактной точечной сварки. Целью изобретения является повышение качества сварного соединения. Цель достигается тем, что в процессе увеличения межэлектродного напряжения (МН) определяют текущее значение динамического сопротивления между электродами. По достижении им установленного эталонного значения МН стабилизируют. При этом качество сварки автоматически контролируют, сравнением достигнутой величины МН с заданной эталонной величиной. Устройство содержит источник сварочного тока с регулятором, датчики сварочного тока и напряжения между электродами, соединенные с входами блоков деления и умножения, блок управления, три интегратора, три компаратора и четьфе задатчика. Изобретение позволяет осуществить автоматический контроль и -регулирование процесса контактной микросварки, что по- вьшает выход годных изделий. 2 с.п. ф-лы, 2 ил. § (Л со о ts5 СЛ (Г
| Авторское свидетельство СССР № 761194, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматического управления процессом контактной сварки | 1982 |
|
SU1058738A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления процессом контактной точечной сварки | 1984 |
|
SU1214368A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
