Изобретение относится к сварочному производству, конкретнее к устройствам для управления процессом контактной точечной сварки, моясет быть использовано в приборостроении для автоматического управления режимом электронагреваI преимущественно малогабаритных деталей и является- усовершенствованием изобретения по авт, св. № 121А368.
Целью изобретения является увеличение процента выхода годных изделий за счет предотвращения образования выплесков.
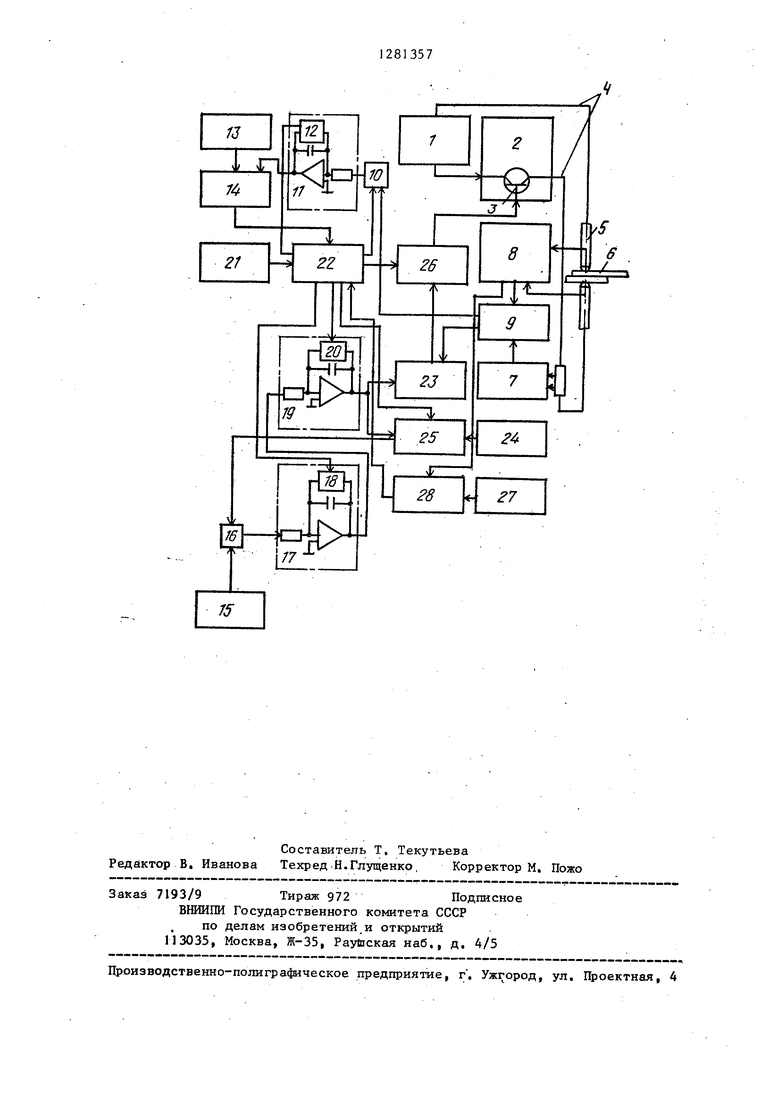
На чертеже изображена структурная блок-схема устройства.
Устройство содержит источник I сварочного TOKat регулятор 2 сварочного тока на управляемь х транзисторах 3, сварочшш контур 4 со свароч- электродами 5 и свариваемыми деталями 6, датчики 7 сварочного тока и напряжения на электродах 8, выходы которых соединены с входами в блок 9 умножения, первый, электронный ключ 0, первый интегратор 11 с первым ключом 12, первый задат- чик 13 необходимой энергии дая сварки, первый компаратор 14, второй задатчик 15 скорости нарастания мощности сварочного тока, второй электронный ключ 16, второй интегратор 17 с, вторым ключом 18j третий интегратор 19 с третьим гслючом 20, блок 2 запуска,, блок 22 управления пер- вьш блок 23 -сравнения, третий задатчик .24 максимального значения мощности сварочного тока второй компаратор 25 и буферный усилитель 26. четвертый задатчик 27 закона измене шгя порогового межэлактродного напряжения и второй блок 28 сравнения
Назначегше отдельных блоков устройства следующее. Датчики 7 и 8 предназначены соответственно для измерения сварочного тока 1 и напряжения. U;, между электродаг-от, Блок ;9 умножения .перемножает Т. s и Uj выдавая мгновенное значение (текущее) мощности сварочного тока на вход блока 23 сравнетш и через первый электронный ключ 0 на вход первого интегратора 11, Последгош фор1 В1рует сигнала пропор1.1;иональголй введенной энерп-ги между электродами, и подает его на первый компаратор 14, которьп сравнивает его с заданным значением энергии сваркиj
поступаюп им из первого задатчика 13, Интегрирование мощности производ1гт- ся в течение времени + t, где t - длительность фронта нарастания мощности сварочного тока до максимального значения N в м. tn - длительность выдержки при NC.B мокс Последовательно соединенные второй задатчик 15 скороста нараста™
ния мощности сварочного тока U через второй электронный ключ 16 второй 17 и третий 19 инте1 раторы задают закон квадратичного нарастагшя мощности сварочного тока. При этом вторым задатчиком 5 задается скорость нарастания мощности сварочного тока, а следовательно5 и д 1ительность фронта нарастаттая tq,, Третьим задатчиком 24 задается максимальная мощ
кость сварочного тока , по достшкегми которой второ.й электронный ключ 16 размыкается и с выхода третьего интегратора 19 с этого момента времени снимается сигнал по. стоянкой величины „ пропорциональпмй
N
, Длительность t; определясВ.макс ° h
ется пропорционально разностью между общей энергией W. и выделенн.ой энер- гией за время фронта нарастания t.,
0 мощности сварочного тока до Н(,д ,,, , Ключи 12, 18 и 20 слу:-кат для разряда интегрируюпц-тх ковденсаторов, первый электронный ключ iO - для подключения и от1О1ючения первого интег5 ратора И от блока 9 уьгножеьгая. а второй Электр он ключ 16 - для отгатдочения второт о задатчика 15 от вторс-го и третьего лзггегра.торов 1 7 и 19, Блок 21.3anyска включает блок
0 22 управления 5 который управляет первым электронным клгочом 10 и клм- чани 12} 18 и 20. буферилм усилите лам 26 и вторым компаратором 25, который сравнивает текущее задаваемое
5 значение мошдости сварочного тока с выхода, третьего интегратора 19 с заданным значехдаем ,,, с задат- ч.ика 24 и при равенстве этих сигналов размэ1кает электронный ключ 16,
0 Первый блок 23 сравнения сравнивает сигнал с текущим значетмем мощно.сти сварочного тока с выхода блока 9 ум-, ножения с сигналом с выхода последовательно соединенных второго и тре5 тьего интеграторов 7 и 9, формирую- iiC JX сигнал, задающий мгновенное значение и закон изменения мощности сварочг-гого тока, Буферттай усиш-5тель 26 предназначен для усиления сигнала рассогласования по мощности, снимаемого с первого блока 23 сравнения, до уровня, потребляемого входными цепями регулятора 2 сварочного тока, выполненного, на управляемых
транзисторах 3, коммутирующих свароный ток от источника 1 питания в соответствии с задаваемьш законом изменения мощности сварочного тока
N.8 .
Во втором блоке 28 сравнения происходит непрерывное сравнение синалов текущего межэлектродного напржения и, поступающего с датчика 8, и порогового межэлектродного напря- жения, поступающего с задатчика 27,
Устройство работает следующим образом.
От педали механизма сжатия через линейный элемент (не показаны) вклю чается блок 21 запуска, который вклчает блок 22 управления. Далее с блока 22 управления подается сигнал разрешения работы на буферный усилитель 26, Одновременно блок управле- ния вырабатывает и подает сигналы, н ключи 12, 18 и 20 и первый электронный ключ 10, При этом включаются первый 11, второй 17 и третий 19 инверторы; После этого с второго за- датчика 15 подается сигнал через второй электронный ключ 16 (исходное состояние ключа замкнутое) на последовательно соединенные второй 17 и третий 19 интеграторы и с выхода
третьего интегратора 19 на первый блок 23 сравнения. Далее с первого блока 23 сравнения подается сигнал на буферный усилитель 26, а с него на регулятор 2 сварочного тока. При этом в сварочной (силовой) цепи 4 I начинает протекать сварочный ток. Величина сварочного тока в сварочной цепи 4 и напряжение Uj между электродами 5 измеряются датчиками 7 и 8 соответственно. После включения сварочного тока блок 9 умножения, входными сигналами которого являются сигналы, пропорциональные сварочному току 1. с датчика 7 и напряжению Uj между электродами 5 с датчика 8, перемножает эти сигналы. На выходе блока 9 умножения формируется сигнал, пропорциональный значению мгновенной мощности свароч- него тока, С одного выхода блока 9- умножения сигнал о мгновенной мощ- ностй сварочного тока подается на первый интегратор 11, ас другого
выхода - на один из входов в первый блок 23 сравнения, С момента вк.пю- чения сварочного тока с второго задатчика 15 подается опорное напряжение через второй электронны ключ 16 на вход второго интегратора 17 и с его выхода - на вход третьего интегратора 19, Таким образом на выходе третьего интегратора 19 формируется квадратично-нарастающее напряжение, задающее закон изменени мощности сварочного тока в сварочной цепи 4, С выхода третьего интегратора 19 сигнал в виде квадратичной зависимости К U.,a.a подается, н второй вход первого блока 23 сравнения для выделения разности с сигналом, поступающим из блока 9 умножения. Разностный сигнал, представляющий собой отклонение действитель- . ного значения мощности сварочного тока от заданного значения, поступает на буферный усилитель 26, где он формируется и.подается на управляемый транзистор 3 регулятора 2 сварочного тока. При этом регулятор 2 сварочного тока уменьшает ктг увеличивает сварочный ток в цепи так, чтобы мощность сварочного тока нарастала по квадратичному закону. При достижении сигналом на выходе третьего интегратора 19 уровня, уста- новленного третьим задатчиком 24 максимального значения мощности сварочного тока аке компаратор 25 подает сигнал на размыкание второго электронного ключа 16, После этого второй и третий интеграторы 17 и 19 запоминают и поддерживают до конца сварки уровень сигнала, заданного с помощью третьего задатчика 24, т,е, мощность сварочного тока в цепи выдерживается на заданном максимальном уровне в течение времени t. Одновременно после включения сварочного тока и первого электронного ключа 10 первый интегратор 11 производит интегрирование сигнала, пропорционального текущему значению мощности сварочного тока, rfoступающего с выхода блока 9 умножения. Интегрирование производится в течение времени, равного длительности сварочного импульса, т,е, t
N
- 1сNc6 dt,
где Wjg - энергия, выделившаяся между электродами;
,-I,
c
- текущее значение мгновенной мощно стиI
RC 7 постоянная времени врелчя- зарядной цепи интегратора Таким образом, на выходе первого интегратора 11 формируется сигнал пропорциональный выделенной энергии между электродами, который подается на первый вход первого компаратора 4, Второй сигнал на первый компаратор 14 подй.ется с первого задатчика 13j которым задается величина энергии, необходимой для сварки W,.g ,
С самого начала процесса с датчика 8 поступает сигнал, проггордио- напьный величине текущего межэлкх- тродного напряжения на второй блок 28 сравнения,, где он постоянно сравнивается с программой порогового межэлектродного напряжения и„., , сиг - нал о котором поступает с четвертого задатчика 27, Если в теченрте всего цикла сварки текущее межэлектродное напряжение U не достигает порогового межэлектродного напряжения Uoh то по достижении сит-налом с выхода первого интегратора 11 заданного значения .с первого задатчика 13 первый компаратор 14 подает сиоиал в блок 22 упра.вления, которьш дает команду запрета работы на буферный усилитель 26, При этом СБа.ро чный ток БЫ1 1ючается, Одновременно с те;., г;ак
энерт ия сварки W,g достигает значе
1-шя заданного первым задатчикотч 13э и первый компаратор 14 подает ду на блок 22 управления, послеяннй дает команду на выгапочение элек-- тронного ключа 10 и вклк1че;-п1я .- чей 12, 18 и 20, При этом первый 10 5 второй 17 и третий 19 иигегра-- торы возврагчаются в исходное состояние. Блок 22 унравле1 ;ия возяр.щает также компаратор 25 в исходное со- стоя1-ше, которьш опять .ет иторой электро1шый ключ 16 (Исходное состояние ключа замкнутое).
Таким образом, устройство возвращается в исходное состояние и готово к следующему циклу сварки.
В этом случае процесс происходит без возмущающих воздействий и образуется качественная сварка,
В случае выплесковой ситуации
процесс протекает следующим образом. Если в какой-то момент времени- те.кущее межэлектродное наЦряжение tig достигает порогового уровня U (это может произойти от попаданий
загрязнегшй на свариваег Ые детали, например 5- кусочков изоляции при сварке изолированньгк проводников или из-за сильно окисленных участков свар1- ваемых проволок) j то a-iriiari с втопого блока 28 подается на блок 22 управления у а с него - на буферный усилитель 26 и регулятор 2 сварочного ток.а, который выключает сварочный ток, образом, при
появоТении предвыплесковой ситуащш в любой момент времени от начала пронесса, о чем свидетельствует равенство U и U., , подача сварочного тока прекращается. После выяс 1ения причин 5 нриведишх к данной ситуации.; производится повторная ср.арка. Таким, образом; исключается переког свариваемых участков деталей .
Программа изменения порогово-го
:-ле ;сэлектродного напряжеь-шя может иметь любую форму а зависимости от сочетания свариваемых деталейэ мате- риалов электродов, исходного состоя; .11.ч дета.лей т электродов,
Приь енение предггагааного устройства позвс.:1яет автоматически лредот- йт/атить образование выплесков при сварке и бл.агодар.я этому по.высить
(троцент вь;хода годных изделий в п лть раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Устройство для управления процессом контактной сварки | 1983 |
|
SU1113226A1 |
| БЕСТРАНСФОРМАТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2371287C1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
Составитель Т. Текутьева Редактор В. Иванова Техред.Н.Глущенко, Корректор М, Пожо
Заказ 7193/9Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, РауИская наб., д. 4/5
Производственно-полиграфическое предприятие, г , Ужгород, ул. Проектная, 4
