Изобретение относится к деревообрабатывающей, строительной, металлообрабатывающей, горной промышленности, в частности к получению объемных профильных изделий типа тел вращения, граненых и асимметричных (так называемых балясин) и к конструированию устройства с режущим инструментом (дисковая фреза, дисковая пила) фрезерования для изготовления многогранных резных деталей сложной формы из деревянных заготовок и других твердых материалов.
Известен способ получения криволинейных поверхностей в заготовках, включающий установку заготовки на стол и обработку ее поверхности с помощью цилиндрической фрезы, совершающей вращение вокруг собственной оси и поворот вокруг оси ее кругового движения, эксцентричной оси вращения фрезы, ось вращения фрезы располагают под углом к оси, перпендикулярной к оси вращения фрезы и отстоящей от оси кругового движения фрезы [1].
Недостаток известного способа состоит в ограниченной области применения.
Известна дисковая строгальная пила, включающая диск, по окружности которого выполнены резцы с упором, ограничивающим подачу на зуб с пластиной твердого сплава, строгальный резец и прорези [2].
Недостаток состоит в том, что при криволинейном движении пилы невозможно получить изделие за один цикл, а также в малом сроке эксплуатации пил из-за быстрого износа резцов.
Известен пильный механизм, включающий станину, кольцевую пилу, закрепленные на станине роликовые опоры и плоские индукторы приводного электродвигателя, ротором которого служит кольцевая пила [3].
Недостаток состоит в сложности механизма, узкой области применения.
Известен пильный узел круглопильного станка, включающий пильный диск, основную и дополнительную планшайбы, демпферное устройство и узел крепления пильного диска [4].
Недостатком является узкая сфера практического использования.
Наиболее близким к заявляемому способу является способ объемного фрезерования на копировально-фрезерном станке, включающий поперечное фрезерование при вращении заготовки дисковой фрезой, осуществляющей от копира поперечное движение подачи, ось вращения дисковой фрезы параллельна оси вращения заготовки, поперечное копирование, осуществляемое с поперечной подачей или поперечной и дополнительной продольной подачами [5].
Недостатком известного способа является то, что при объемном криволинейном поперечном фрезеровании возможно образование сколов и отщеплений древесины, за счет сложной регулировки угла поворота дисковой фрезы, режущий инструмент достаточно сложной конструкции и формы ее режущей части, в виде закругленных резцов (кручьев), глубина резания лимитирована высотой резца.
Наиболее близким к заявляемому является устройство для изготовления профильных заготовок из древесины, включающее станину, приводной вал с дисковыми пилами, установленными между опорными и зажимными шайбами, элементы управления дисковыми пилами [6].
Недостатком известного является сложность устройства, трудоемкость в эксплуатации, требуется установка нескольких дисковых пил.
Основной задачей, на решение которой направлены заявленные способ получения объемных профильных изделий на копировально-фрезерном станке и устройство для обработки заготовок из дерева и других твердых материалов, является повышение технологических возможностей объемного поперечного фрезерования, получение деталей сложной формы и конфигурации при высоком классе чистоты получаемой поверхности изделия.
Единым технологическим результатом, достигаемым при осуществлении заявленной группы изобретений, является сокращение возникновения сколов и отщеплений при обработке поверхности, повышение виброустойчивости заготовки при продольной подаче, снижение усилия на подачу режущего инструмента, что позволяет сделать процесс резания более мягким, получение изделия за один цикл, исключение смены инструмента, повышение производительности труда.
Указанный технический результат достигается тем, что способ получения объемных профильных изделий на копировально-фрезерном станке, включающий поперечное фрезерование при вращении в центрах заготовки режущим инструментом, поперечное копирование, осуществляемое с поперечной подачей или поперечной и дополнительной продольной подачами, согласно предлагаемому изобретению, поперечное фрезерование заготовки осуществляют посредством устройства с режущим инструментом, вращающимся эксцентрично относительно центра вращения приводного вала, с регулируемым смещением на величину приращения, при этом каждый резец имеет свою траекторию фрезерования и по мере удаления от центра толщина срезаемого слоя уменьшается, самый удаленный резец снимает минимальную толщину, которая дополнительно регулируется увеличением угла резца относительно оси симметрии, глубина резания за один проход составит е×2+h резца,
где: h pезца - высота зубца резца;
е - величина приращения от центра вращения до центра приводного вала.
Достигается также тем, что готовое изделие получают за один цикл.
Траектория резания криволинейного фрезерования представляет собой сложные кривые, сочетающие циклоидные и винтовые перемещения режущей кромки, при этом каждый резец имеет свою траекторию резания. При использовании способа практически отсутствуют сколы и отщепления, при обработке поверхности, позволяющей получить высокий класс чистоты изделия. Готовое изделие получают различных объемных продольных конфигураций за один цикл, при этом не требуется смена инструмента, переустановка заготовки.
Указанный технический результат достигается тем, что в известном устройстве для обработки заготовок из дерева и других твердых материалов, включающем станину, приводной вал с режущим инструментом, зажимные шайбы, согласно предлагаемому изобретению, режущий инструмент установлен эксцентрично с помощью двух зажимных шайб с возможностью регулирования смещения относительно центра оси вращения приводного вала, зажимные шайбы выполнены с посадочными отверстиями по центру и дополнительно балансировочными отверстиями, по периферии режущего инструмента и зажимных шайб имеются штифтовые отверстия для регулирования угла их смещения относительно друг друга и оси симметрии, режущий инструмент выполнен с возможностью балансировки калибровочными втулками, устанавливаемыми в балансировочное отверстие.
В настоящей заявке на выдачу патента соблюдено требование единства изобретений, поскольку способ и устройство предназначены для получения объемных профильных изделий.
Заявленные изобретения решают одну и ту же задачу - получение объемных профильных изделий при высоком классе чистоты поверхности и технического результата при осуществлении изобретений - повышение виброустойчивости заготовки при продольной подаче, снижение усилия на подачу режущего инструмента, получение изделия за один цикл.
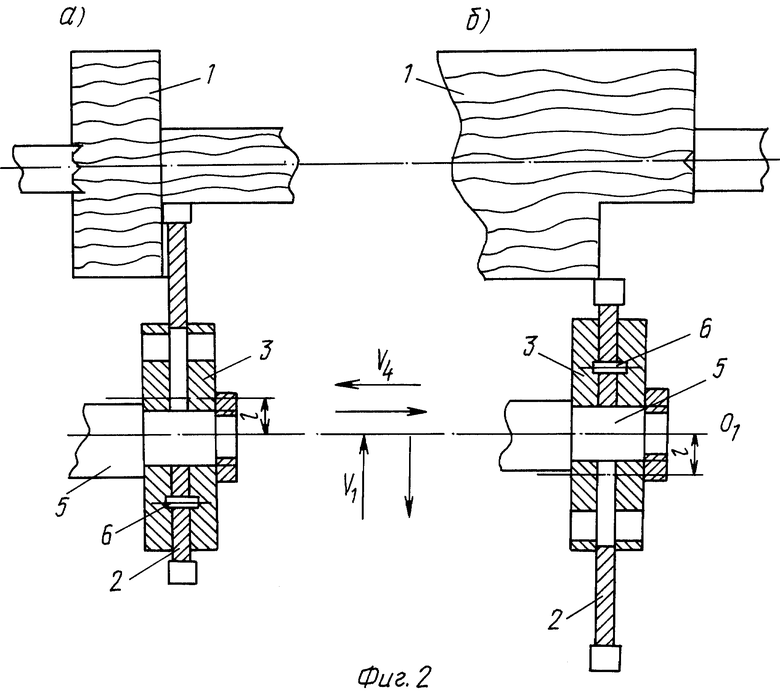
На Фиг.1, 2 показан способ получения объемных профильных изделий на копировально-фрезерном станке и устройство для обработки заготовок из дерева и других твердых материалов.
На Фиг.1, 2а показан способ получения объемных профильных изделий на копировально-фрезерном станке с поперечным фрезерованием с продольной передачей при вращающейся заготовке.
На Фиг.1, 2б - показан способ с поперечным фрезерованием с продольной передачей при неподвижно закрепленной заготовке.
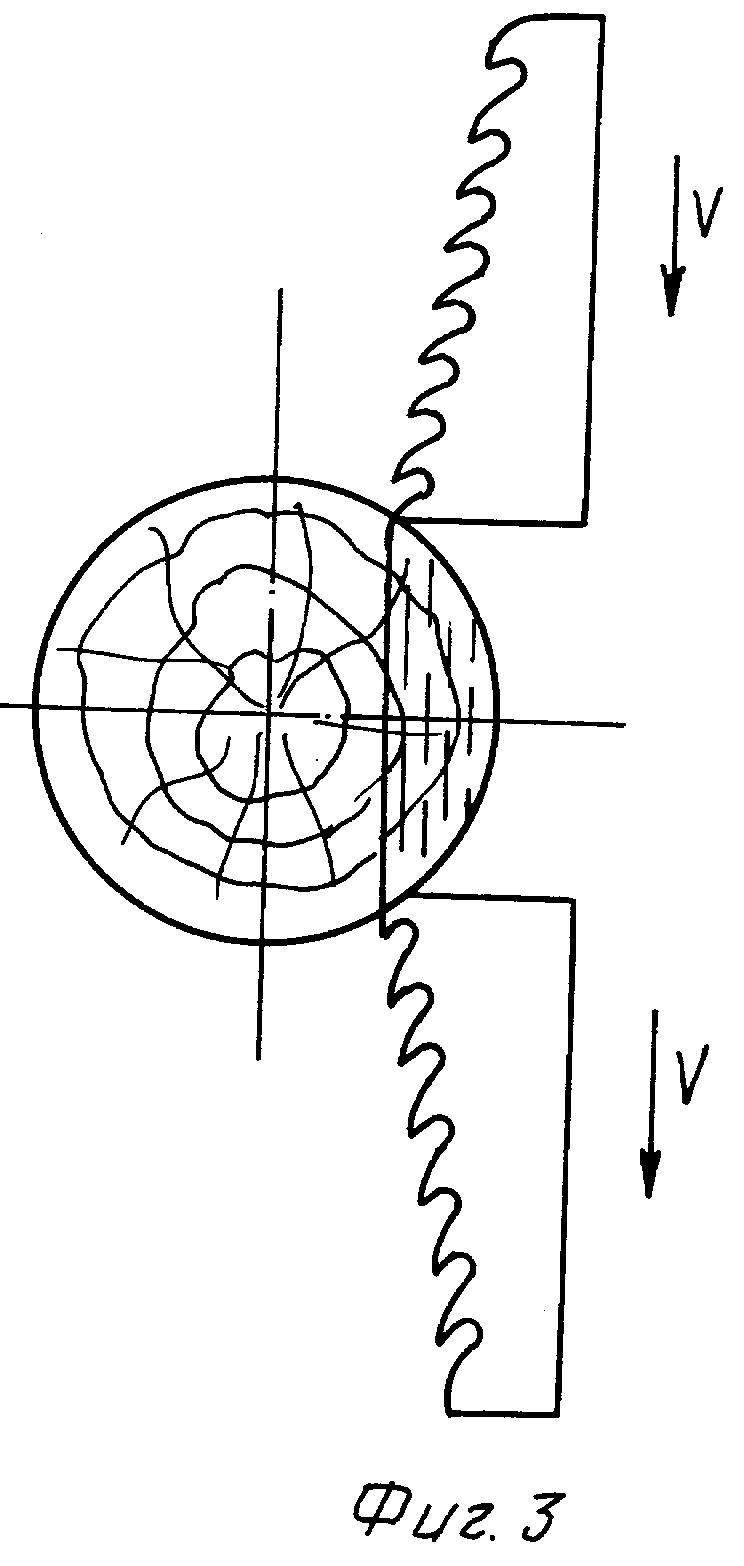
На Фиг.3 - показана развертка режущего инструмента в виде многорезцового клина, работающего с приращением и убыванием.
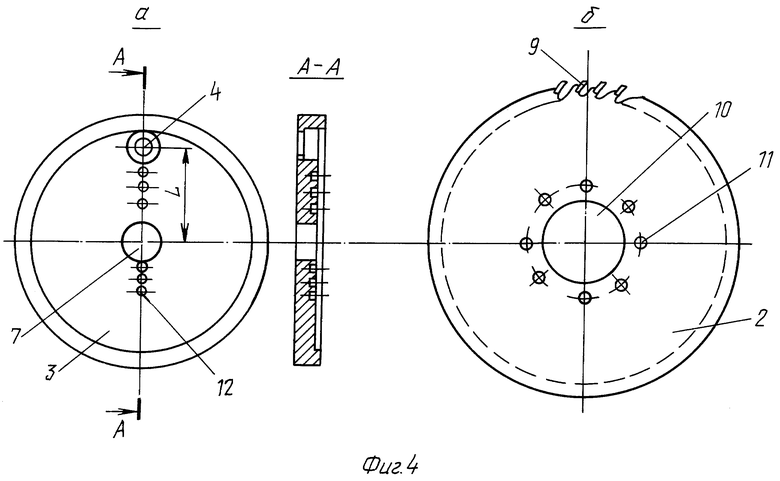
На Фиг.4а - показана зажимная шайба и ее разрез по А-А.
На Фиг.4б - показан режущий инструмент (дисковая пила)
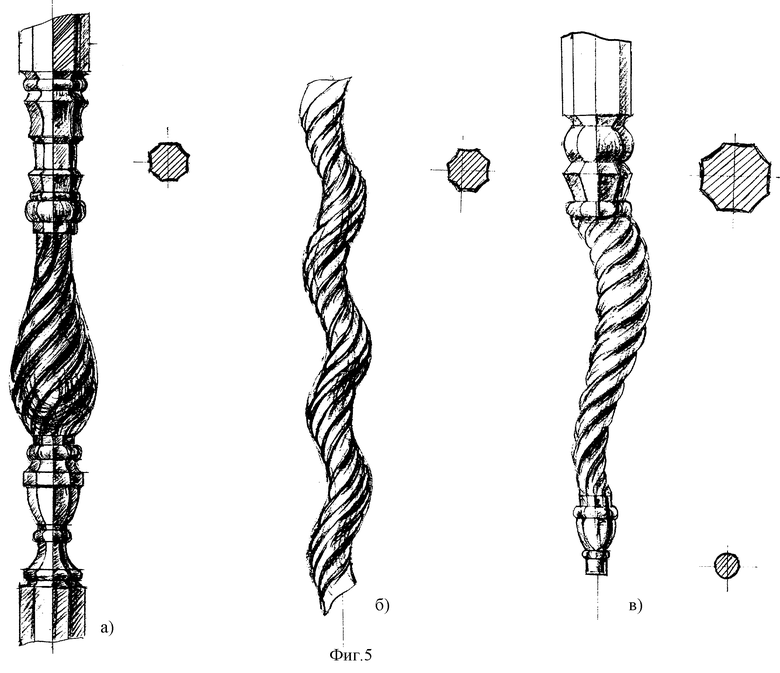
На Фиг.5 а,б,в - показаны возможные варианты изделий, полученные предложенным способом.
Способ получения объемных профильных изделий на копировально-фрезерном станке осуществляют следующей технологией.
Модель устанавливается на направляющую стола, синхронно с ней зажатая в центрах вращается заготовка 1 (Фиг.1, 2), кинематически связанная с моделью, копирный ролик, обкатываясь по модели, отодвигает и приближает рабочий суппорт с устройством, в результате перемещения суппорта создается поперечная подача V1 режущего инструмента на заготовку 1, позволяющая обрабатывать ее при вращении с угловой скоростью V3 в соответствии с профилем модели (Фиг.1, 2а), а также неподвижно закрепленной заготовке 1 (Фиг.1, 2б), при этом поперечное копирование с продольной подачей возможно для деталей всех форм, в том числе асимметричных. При данном способе обработки применяется устройство с режущим инструментом (Фиг.1, 2), который устанавливается на приводной вал по центру посадочного отверстия устройства, получая смещение величины приращения от центра вращения О до центра приводного вала O1. Глубина резания за один проход при этом составляет е×2+h резца.
Устройство с режущим инструментом вращается с угловой скоростью V2 (Фиг.1а,б). Вращение режущего инструмента осуществляет поперечное фрезерование заготовки. Устройство с режущим инструментом, установленное на приводном валу 5 (Фиг.2), осуществляет поперечное копирование с подачи V1 (Фиг.2а,б) с продольной подачей V4. Режущий инструмент работает по принципу многорезцового клина (Фиг.3), который плавно входит и выходит из заготовки, тем самым повышает виброустойчивость детали при продольной подаче и снижает усилие на подачу инструментов.
При использовании способа и устройства смена инструмента для получения изделий различных объемных профильных конфигураций. Готовое изделие получают за один цикл (Фиг.5).
Устройство для обработки заготовок из дерева и других твердых материалов (Фиг.1, 2) включает режущий инструмент 2, зажимные шайбы 3, штифты 6.
Режущий инструмент выполнен в виде дисковой пилы (Фиг.4б), содержащий диск 2, по окружности которого выполнены резцы 9 с упором, ограничивающими подачу на зуб, с пластиной твердого сплава, резцы.
В диске выполнено центровое отверстие 10 и штифтовые отверстия 11 по периферии диска.
Зажимные шайбы 3 (Фиг.4а) имеют посадочное 7 и балансировочное отверстие 4. Расстояние от оси посадочного отверстия до оси балансировочного отверстия составляет величину 1 штифтовых отверстий 12.
Устройство работает следующим образом.
Режущий инструмент устанавливают между зажимными шайбами 3 с помощью штифтов 6, регулировка угла α/2 осуществляется с помощью штифтовых отверстий 11, на режущем инструменте и штифтовых отверстиях 12 на зажимных шайбах. Режущий инструмент 2 (Фиг.2) закреплен с задаваемым эксцентриситетом е зажимными шайбами 3, с балансировочными отверстиями 4 и устройство крепится на валу с помощью гайки 8.
Балансировку устройства дополнительно производят с помощью калиброванных втулок. Устройство просто в изготовлении и не требует специального инструмента.
Список используемой литературы
1. А.С. №951822, В 27 С 5/08. Способ получения криволинейных поверхностей в заготовках.
2. Баранов С.А., Почекутов С.П. Новое в области дереворежущих инструментов. Дисковые пилы. Красноярск, 1978, с.152-220.
3. А.С. №484987, В 27 В 5/00. Пильный механизм.
4. А.С. №125217, В 27 В 33/08. Пильный узел круглопильного станка.
5. Манжос Ф.М. Дереворежущие станки. М., “Лесная пром-сть”, 1974, с.255.
6. А.С. №1544454, В 27 В 5/00. Устройство для изготовления профильных заготовок из древесины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| СТАНОК ДЛЯ ДЕРЕВООБРАБОТКИ | 1992 |
|
RU2047481C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
Изобретение относится к деревообрабатывающей, строительной, металлообрабатывающей и горной промышленностям и служит для получения объемных профильных изделий типа тел вращения. Техническим результатом является повышение технологических возможностей объемного поперечного фрезерования при высоком классе чистоты получаемой поверхности. Способ включает поперечное фрезерование режущим инструментом при вращении в центрах заготовки, поперечное копирование. При этом фрезерование осуществляют посредством устройства с режущим инструментом, вращающимся эксцентрично относительно центра вращения приводного вала, с регулируемым смещением на величину приращения е. Толщина срезаемого слоя регулируется увеличением угла резца относительно оси симметрии, а глубина резания за один проход составляет е×2+h резца, где h резца - высота зубца резца. Устройство включает станину, приводной вал, на котором с помощью двух зажимных шайб с возможностью регулирования смещения установлен эксцентрично режущий инструмент, зажимные шайбы выполнены с посадочными и балансировочными отверстиями, по периферии режущего инструмента и зажимных шайб имеются штифтовые отверстия, режущий инструмент балансируется калибровочными втулками. 2 н. и 1 з.п. ф-лы, 5 ил.

h pезца - высота зубца резца;
е - величина приращения от центра вращения до центра приводного вала.
| МАНЖОС Ф.М., Дереворежущие станки, Москва, "Лесная промышленность", 1974, с.225 | |||
| Устройство для демонстрации фокуса | 1988 |
|
SU1544454A1 |
| МЕЖПИЛЬНАЯ ШАЙБА | 1992 |
|
RU2046035C1 |
| Устройство для крепления пильных дисков на круглопильных станках | 1985 |
|
SU1281410A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ПО ДЕРЕВУ | 0 |
|
SU365250A1 |
| Приспособление к токарному станку | 1986 |
|
SU1373571A1 |
| КРЯЖЕВ Н.А., Цилиндрическое и коническое фрезерование древесины, Москва, ГОСЛЕСБУМИЗДАТ, 1963, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |

