Изобретение относится к области машиностроения и может быть использовано для изготовления круглых металлических или полимерных труб из предварительно изготовленной U-образной заготовки с кромками листового материала, загнутыми с их пересечением (в нахлест, с наложением друг на друга), а также для изготовления металлополимерных труб (МПТ) с последующим эктрузивным нанесением на круглую металлическую трубу внутреннего и/или внешнего полимерного покрытия.
Из заявки Великобритании (GB №2281878, В 29 С 47/02, опубл. 22.03.95) известна фильера для изготовления круглой трубы из листового материала U-образной заготовки, содержащая корпус, отверстие, выполненное в корпусе, причем отверстие выполнено асимметричным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой.
Ограничением этого технического решения является недостаточно высокое качество изготовление круглой трубы, что связано с выполнением асимметричного отверстия конусобразным на всем протяжении от заходной до выходной круглой части отверстия. Внутренняя поверхность отверстия при взаимодействии со стенкой U-образной заготовки вызывает неравномерную ее деформацию, что с одной стороны уменьшает скорость протяжки, а с другой стороны приводит к преждевременному износу отверстия фильеры, особенно в выходной цилиндрической части отверстия в области, расположенной напротив налагающихся друг на друга кромок U-образной заготовки.
Наиболее близким техническим решением является фильера для изготовления круглой трубы из листового материала U-образной заготовки, содержащая корпус, отверстие, выполненное в корпусе, причем отверстие выполнено асимметричным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой (Заявка ЕР №0353977, В 29 С 47/02, опубл. 07.02.90).
В этом устройстве отверстие выполнено воронкообразным. Преимуществом этого технического решения является достаточно малая длина фильеры вдоль ее продольной оси.
Ограничением этого технического решения являются:
- недостаточно высокое качество поперечного сечения (круглого) получаемой трубы, что связано с неравномерностью загибания краев U-образной заготовки по мере ее прохождения через фильеру;
- ограниченность скорости протяжки из-за малых продольных размеров фильеры и необходимости подвергать U-образную заготовку большой степени деформации на достаточно коротком участке;
- большой износ фильеры и необходимость ее замены через короткий промежуток времени, поскольку происходит преждевременный износ в выходной цилиндрической части отверстия фильеры в области, расположенной напротив налагающихся друг на друга кромок U-образной заготовки;
- неравномерность напряжений в стенках U-образной заготовки вдоль ее продольных и поперечных сечений, связанная с неодинаковой степенью деформации листового материала по мере прохождения заготовки через фильеру, а это может приводить к изгибам продольной оси круглой трубы на выходе заготовки из фильеры.
Решаемая изобретением задача - повышение качества фильеры и изготавливаемой круглой трубы.
Технический результат, который может быть получен при осуществлении изобретения, - повышение износостойкости фильеры, обеспечение возможности увеличения скорости протяжки заготовки, улучшение симметрии изготавливаемой круглой трубы, соосности ее отдельных участков и их круглого поперечного сечения одинакового диаметра.
Для решения поставленной задачи с достижением указанного технического результата в известной фильере для изготовления круглой трубы из листового материала U-образной заготовки, содержащей корпус, отверстие, выполненное в корпусе, причем отверстие выполнено асимметричным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой, согласно изобретению в геометрической плоскости А-А, проходящей через середину загиба с пересечением кромок листового материала и продольную ось отверстия, образующая отверстия, расположенная со стороны его края, противоположного краю отверстия, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, выполнена прямолинейной и параллельной продольной оси отверстия, при этом одна из геометрических точек выходной части отверстия и одна из геометрических точек заходной части отверстия в геометрической плоскости А-А расположены на упомянутой прямолинейной образующей, а образующая отверстия, расположенная со стороны его края, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, выполнена криволинейной, при этом одна из геометрических точек выходной части отверстия в геометрической плоскости А-А расположена на криволинейной образующей, участок отверстия перед его выходной частью выполнен с цилиндрической стенкой, а участок отверстия за заходной его частью перед цилиндрической стенкой выполнен с криволинейной стенкой, прямолинейные образующие цилиндрической стенки участка отверстия, отстоящие на равные расстояния от упомянутой прямолинейной образующей, расположенной в геометрической плоскости А-А, по одну сторону геометрической плоскости А-А выполнены с большей длиной, чем длины прямолинейных образующих цилиндрической стенки участка отверстия по другую сторону геометрической плоскости А-А, и выполнены с плавно уменьшающимися длинами от упомянутой прямолинейной образующей до края, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, соответствующие прямолинейные образующие цилиндрической стенки участка отверстия плавно сопряжены с соответствующими криволинейньми образующими участка отверстия с криволинейной стенкой, при этом в геометрической плоскости В-В, расположенной ортогонально геометрической плоскости А-А и проходящей через продольную ось отверстия, расстояние от продольной оси отверстия до его криволинейной образующей с одной стороны выбрано большим, чем расстояние от продольной оси отверстия до его криволинейной образующей с противоположной стороны, в промежуточных плоскостях между геометрическими плоскостями А-А и В-В, проходящими через продольную ось, криволинейные образующие участка отверстия с криволинейной стенкой также отстоят от продольной оси на соответствующие расстояния с возможностью обеспечения плавной криволинейной поверхности, в геометрической плоскости А-А криволинейная образующая с меньшим расстоянием от продольной оси сопряжена с прямолинейной образующей с возможностью создания перед выходной частью отверстия цилиндрической поверхности, а криволинейная образующая с большим расстоянием от продольной оси в геометрической плоскости А-А одновременно сопряжена с упомянутой геометрической точкой выходной части отверстия и с областью наименьшей длины цилиндрического участка, образованного прямолинейной образующей цилиндрической стенки участка отверстия по упомянутую другую сторону геометрической плоскости А-А.
Возможны дополнительные варианты выполнения устройства, в которых целесообразно, чтобы:
- была введена втулка, расположенная за выходной частью отверстия корпуса и в которой выполнено отверстие, соосное продольной оси, отверстие во втулке было выполнено с диаметром, равным диаметру выходной части отверстия корпуса для калибровки круглой трубы;
- за выходной частью отверстия корпуса был выполнен цилиндрический участок, соосный продольной оси и с диаметром, равным диаметру выходной части отверстия корпуса для калибровки круглой трубы.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшим вариантом его выполнения со ссылками на прилагаемые фигуры.
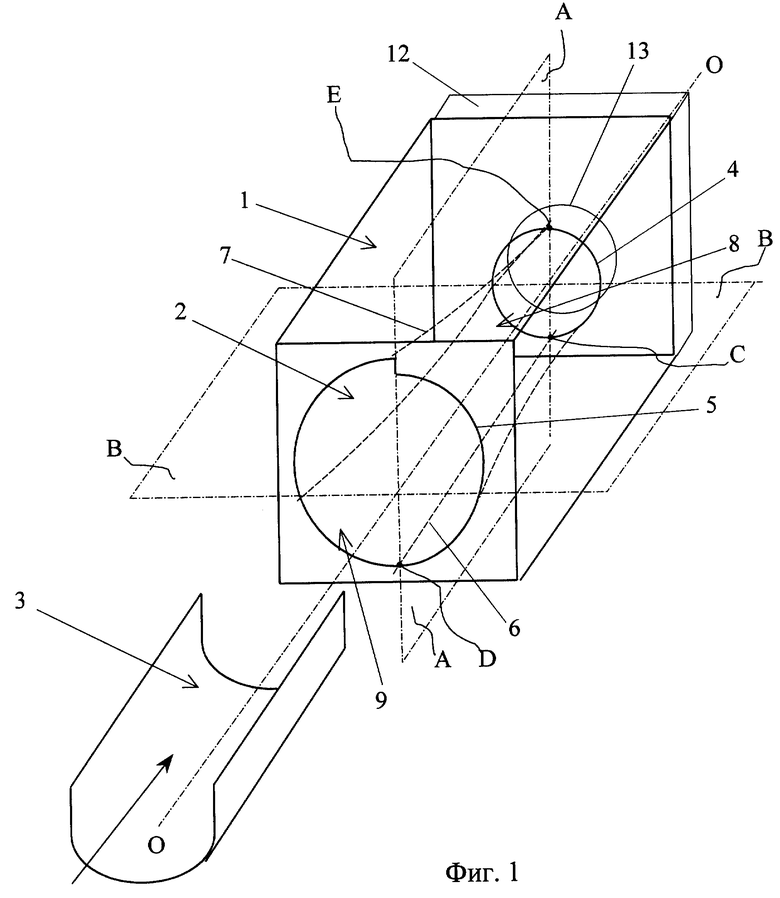
Фигура 1 схематично изображает заявленную фильеру и U-образную заготовку;
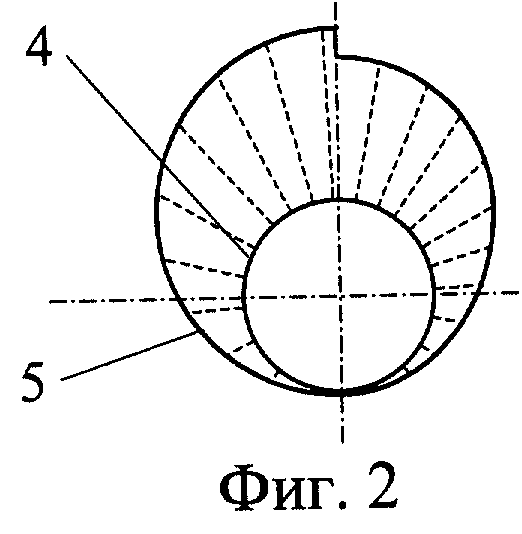
Фиг.2 - вид со стороны заходной части отверстия фильеры;
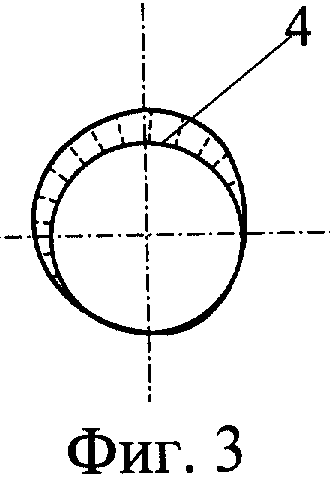
Фиг.3 - вид отверстия в промежуточном поперечном сечении между его заходной и выходной частью;
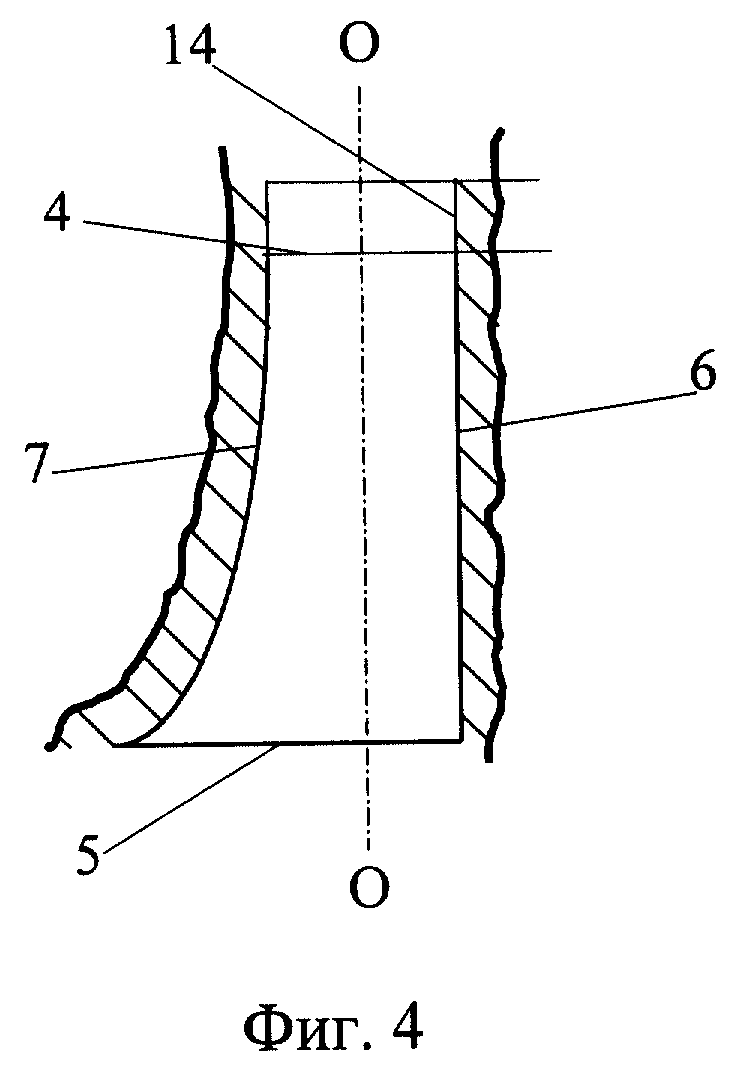
Фиг.4 - продольное сечение отверстия в плоскости А-А на фиг.1;
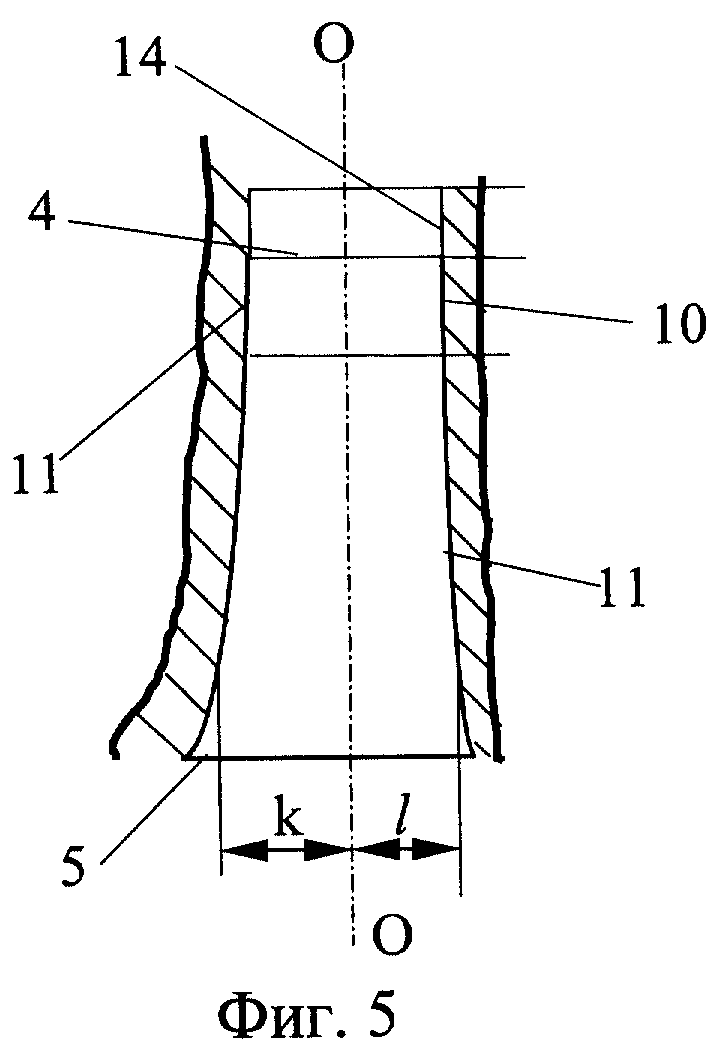
Фиг.5 - продольное сечение отверстия в плоскости В-В на фиг.1;
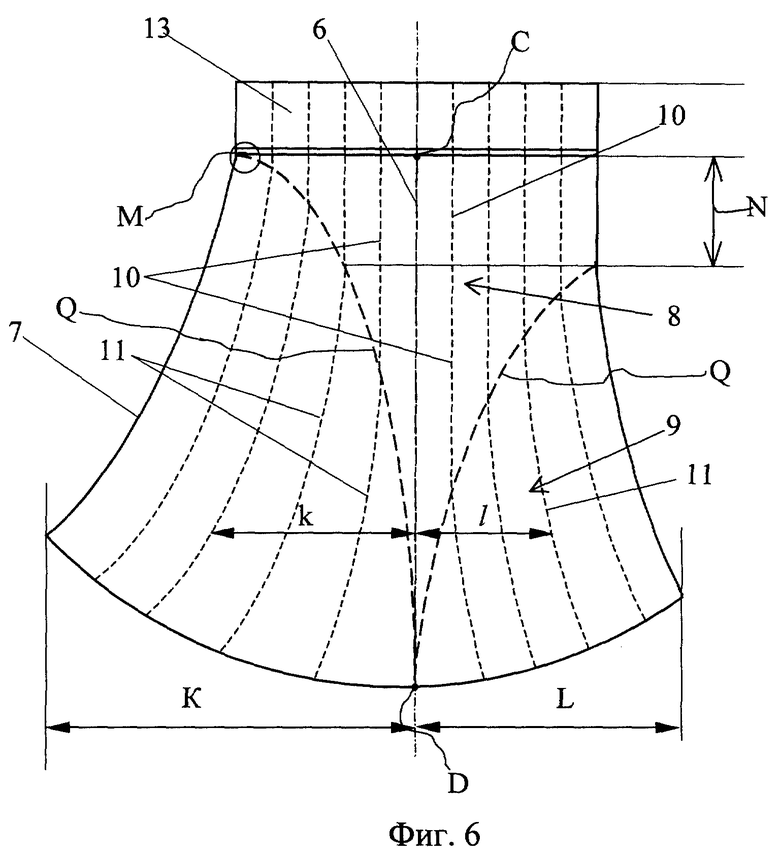
Фиг.6 - условную развертку поверхности отверстия фильеры на фиг.1 со стороны края, в котором кромки U-образной заготовки пересекаются.
Фильера (фиг.1) для изготовления круглой трубы из листового материала U-образной заготовки содержит корпус 1 и отверстие 2, выполненное в корпусе 1. Отверстие 2 выполнено асимметричньм относительно его продольной оси О-О. Отверстие 2 выполнено с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной (в поперечном сечении) заготовки 3 в выходной части 4 отверстия 2 при ее перемещении от заходной части 5 отверстия 2 до выходной части 4 отверстия 2 вдоль его продольной оси О-О. Продольная ось О-О расположена в центре выходной части 4 отверстия 2 (ортогонально выходной части 4). В поперечной плоскости выходная часть 4 отверстия 2 выполнена круглой (фиг.1-3).
В геометрической плоскости А-А (фиг.1), проходящей через середину загиба с пересечением (в нахлест) кромок листового материала U-образной заготовки 3 и продольную ось О-О отверстия 2, образующая 6 отверстия 2, расположенная со стороны его края, противоположного краю отверстия 2, в котором в выходной части 4 отверстия 2 кромки листового материала U-образной заготовки 3 загнуты с пересечением, выполнена прямолинейной и параллельной продольной оси О-О отверстия 2. Одна из геометрических точек С выходной части 4 отверстия 2 и одна из геометрических точек D заходной части 5 отверстия 2 в геометрической плоскости А-А расположены на упомянутой прямолинейной образующей 6 (фиг.1, 6). Образующая 7 отверстия 2, расположенная со стороны его края, в котором в выходной части 4 отверстия 2 кромки листового материала U-образной заготовки 3 загнуты с пересечением, выполнена криволинейной (фиг.1, 4). Одна из геометрических точек Е выходной части 4 отверстия 2 в геометрической плоскости А-А расположена на криволинейной образующей 7 (фиг.1).
Участок 8 отверстия 2 перед его выходной частью 4 выполнен с цилиндрической стенкой, а участок 9 отверстия 2 за заходной его частью перед цилиндрической стенкой выполнен с криволинейной стенкой (фиг.1, 6). На фиг.6 показана условная развертка внутренней поверхности, поскольку специалистам понятно, что геометрически на плоскости не может быть показана точная развертка криволинейной поверхности. Прямолинейные образующие 10 цилиндрической стенки участка 8 отверстия 2 (фиг.6), отстоящие на равные расстояния от упомянутой прямолинейной образующей 6, расположенной в геометрической плоскости А-А, по одну сторону геометрической плоскости А-А выполнены с большей длиной, чем длины прямолинейных образующих 10 цилиндрической стенки участка 8 отверстия 2 по другую сторону геометрической плоскости А-А (например, справа длиннее, чем слева, как показано на фиг.6), и выполнены с плавно уменьшающимися длинами от упомянутой прямолинейной образующей 6 и от заходной части 5 отверстия 2 до края, в котором в выходной части 4 отверстия 2 кромки листового материала загнуты с пересечением.. Уменьшение длин прямолинейных образующих 10 на фиг.6 показано криволинейной линией Q с длинным штрих пунктиром. Соответствующие прямолинейные образующие 10 цилиндрической стенки участка 8 отверстия 2 плавно сопряжены с соответствующими криволинейными образующими 11 участка 9 отверстия 2 с криволинейной стенкой.
В геометрической плоскости В-В (фиг.1, 5), расположенной ортогонально геометрической плоскости А-А и проходящей через продольную ось О-О отверстия 2, расстояние от продольной оси О-О отверстия 2 до его криволинейной образующей 11 с одной стороны выбрано большим, чем расстояние от продольной оси О-О отверстия 2 до его криволинейной образующей 11 с противоположной стороны (К>L, k>l фиг.1, 5, 6). В промежуточных плоскостях между геометрическими плоскостями А-А и В-В, проходящими через продольную ось О-О, криволинейные образующие 11 участка 9 отверстия 2 с криволинейной стенкой также отстоят от продольной оси О-О на соответствующие расстояния с возможностью обеспечения плавной криволинейной поверхности и плавного сопряжения соответствующих прямолинейных образующих 10 с криволинейными образующими 11 внутренней поверхности (фиг.6). В геометрической плоскости А-А криволинейная образующая 11 (фиг.1, 6) с меньшим расстоянием от продольной оси О-О (на фиг.1, 6 справа) сопряжена с прямолинейной образующей 10 с возможностью создания перед выходной частью 4 отверстия 2 цилиндрической поверхности N (фиг.6). Криволинейная образующая 7 с наибольшим расстоянием от продольной оси в геометрической плоскости А-А (на фиг.1, 6 слева) одновременно сопряжена с упомянутой геометрической точкой Е выходной части 4 отверстия 2 (фиг.1) и с областью М наименьшей длины цилиндрического участка 8 (фиг.6), образованного прямолинейной образующей 10 цилиндрической стенки участка 8 отверстия 2 по упомянутую другую сторону геометрической плоскости А-А (слева на фиг.6 с меньшими длинами прямолинейных образующих 10). Как отмечалось ранее, на фиг.6 пунктирными линиями Q с более длинными штрихами показано изменение длины прямолинейных образующих 10, а пунктирными линиями с короткими штрихами показаны прямолинейные образующие 10 и криволинейные образующие 11 участков 8 и 9, соответственно, плавно сопряженные друг с другом.
В устройство может быть введена втулка 12 (фиг.1, 6), расположенная за выходной частью 4 отверстия 2 корпуса 1 и в которой выполнено отверстие 13, соосное продольной оси О-О. Отверстие 13 во втулке 12 выполнено с диаметром, равным диаметру выходной части 4 отверстия 2 корпуса 1, и предназначено для окончательной калибровки круглой трубы.
За выходной частью 4 отверстия 2 корпуса 1 может быть выполнен цилиндрический участок 14, соосный продольной оси О-О и с диаметром, равным диаметру выходной части 4 отверстия 2 корпуса 1 для калибровки круглой трубы. То есть калибровочное отверстие может быть выполнено и в корпусе 1 одной и той же единой детали (фиг.4, 5).
Работает фильера следующим образом.
U-образная заготовка 3 поступает в заходную часть 5 отверстия 2 вдоль прямолинейной образующей 6, которая совместно с расположенньми по обе стороны от нее плавно уменьшающимися по длине прямолинейными образующими 10 выполняет функцию направляющей U-образной заготовки 3 (фиг.1, 6). Поскольку расстояние L участка 9 криволинейной поверхности, например, справа от прямолинейной образующей 6 выбрано меньшим, чем расстояние К слева (заходная часть 5 отверстия 2 выполнена асимметричной), то правый край U-образной заготовки первым начинает изменение формы, а затем с отставанием от него при перемещении вдоль продольной оси О-О отверстия 2 начинает преобразование своей формы левый край U-образной заготовки 3. Таким образом, правый и левый края U-образной заготовки 3 претерпевают плавный изгиб, а со стороны прямолинейной образующей 6 постепенно и плавно принимают цилиндрическую форму, причем левая часть U-образной заготовки 3 принимает вдоль продольной оси О-О в поперечной плоскости круглую форму позже (фиг.5, 6).
Достигнув области N (фиг.6) участка 8 цилиндрической поверхности правый край U-образной заготовки 3 оказывается уже загнутым и имеет цилиндрическую форму, за счет чего увеличивается площадь своеобразной цилиндрической направляющей, и этот край U-образной заготовки 3 в области N участка 8 уже не может изменить свою цилиндрическую форму. В области N участка 8 левый край U-образной заготовки 3 продолжает постепенно изгибаться по мере перемещения U-образной заготовки 3 вдоль продольной оси О-О. За счет соответствующего выбора изгиба криволинейных образующих 11 (как видно из фиг.6, в области криволинейной линии Q криволинейные образующие 11 слева расположены круче, чем криволинейные образующие 11 справа от прямолинейной образующей 6, а в области N криволинейные образующие 11 переходят справа в прямолинейные, т.е. их там нет) левый край U-образной заготовки 3 в области N заходит под правый край и полностью окончательно принимает цилиндрическую форму в области М выходной части 4 отверстия 2, т.е. на стыке краев U-образной заготовки 3 там, где криволинейная образующая 7 с большим расстоянием от продольной оси в геометрической плоскости А-А одновременно сопряжена с геометрической точкой Е выходной части 4 отверстия 2 (фиг.1) и с областью М наименьшей длины цилиндрического участка (фиг.6), образованного прямолинейной образующей 10 цилиндрической стенки участка 8 отверстия 2 по левую сторону геометрической плоскости А-А (фиг.1, 6).
В случае необходимости окончательной калибровки круглой трубы фильеру снабжают втулкой 12, расположенной за выходной частью 4 отверстия 2 (фиг.1, 6). Во втулке 12 выполнено отверстие 13, соосное продольной оси О-О и имеющее диаметр, равный диаметру выходной части 4 отверстия 2.
Окончательная калибрующая поверхность может быть получена и при выполнении фильеры в виде единой детали. Для этого за выходной частью 4 отверстия 2 в корпусе выполняют цилиндрический участок 14 с диаметром, равным диаметру выходной части 3 отверстия 2 (фиг.4, 5).
Изготавливают фильеру следующим образом.
Сначала изготавливают корпус 1, например, круглой формы (на фиг.1 для упрощения чтения чертежа показан корпус в виде прямоугольного параллелепипеда), в котором с одного торца корпуса 1 методом прецизионного фрезерования изготавливают заранее рассчитанную форму и глубину криволинейной поверхности, которая зависит от диаметра круглой трубы, толщины ее стенки, длины фильеры, размеров U-образной заготовки 3. Затем с другого торца корпуса 1 высверливают цилиндрической отверстие, которое изготавливают так, чтобы край его стенки проходил через прямолинейную образующую 6, которая пересекает заходную часть 5 и выходную часть 4 в геометрических точках D и С, соответственно, со стороны прямолинейной образующей 6. С другой стороны в плоскости А-А стенка цилиндрического отверстия пересекает криволинейную образующую 7 в геометрической точке Е. В зависимости от имеющегося оборудования заявленную фильеру можно изготавливать и в обратном порядке. Сначала изготавливать цилиндрическое отверстие во корпусе 1, а затем производить его расточку по криволинейным асимметричным поверхностям участка 9 отверстия 2.
Преимуществом заявленной фильеры является осуществление равномерного и последовательного загибания краев U-образной заготовки 3 по мере ее перемещения вдоль продольной оси О-О. Загибание краев U-образной заготовки 3 происходит без излишней деформации и при равномерном распределении напряжений в ее листовом материале. При этом U-образная заготовка 3 не претерпевает значительной степени деформации, а ее листовой материал (подобно листу бумаги) свободно сворачивается в трубку. Заявленная геометрическая форма фильеры, таким образом, увеличивает износостойкость самой фильеры, обеспечивает возможность увеличения скорости протяжки U-образной заготовки 3. Улучшается симметричность изготовленной круглой трубы, соосность ее отдельных участков и обеспечивается круглое поперечное сечение одинакового диаметра трубы на всем ее протяжении.
Наиболее успешно заявленная фильера для изготовления круглой трубы из листового материала U-образной заготовки промышленно применима в машиностроении для изготовления круглых металлических или полимерных труб, а также для изготовления металлополимерных труб (МПТ).
Изобретение относится к области машиностроения и может быть использовано для изготовления круглых металлических или полимерных труб из предварительно изготовленной U-образной заготовки с кромками листового материала, загнутыми с их пересечением, а также для изготовления металлополимерных труб с последующим экструзионным нанесением на круглую металлическую трубу внутреннего и/или внешнего полимерного покрытия. Устройство содержит корпус и отверстие, выполненное асимметричным относительно его продольной оси. В геометрической плоскости А-А, проходящей через середину загиба с пересечением кромок листового материала U-образной заготовки и продольную ось отверстия, образующая отверстия, расположенная со стороны его края, противоположного краю отверстия, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, выполнена прямолинейной и параллельной продольной оси отверстия. Противоположная образующая в геометрической плоскости А-А выполнена криволинейной. Участок отверстия перед его выходной частью выполнен с цилиндрической стенкой, а участок отверстия за заходной его частью перед цилиндрической стенкой выполнен с криволинейной стенкой. Прямолинейные образующие цилиндрической стенки участка отверстия, отстоящие на равные расстояния от упомянутой прямолинейной образующей, по одну сторону геометрической плоскости А-А выполнены с большей длиной, чем длины прямолинейных образующих цилиндрической стенки участка отверстия по другую сторону геметрической плоскости А-А, и с плавно уменьшающимися длинами. Эти прямолинейные образующие плавно сопряжены с соответствующими криволинейными образующими участка отверстия с криволинейной стенкой. В геометрической плоскости А-А криволинейная образующая с меньшим расстоянием от продольной оси сопряжена с прямолинейной образующей с возможностью создания перед выходной частью отверстия цилиндрической поверхности. Криволинейная образующая с большим расстоянием от продольной оси в геометрической плоскости А-А сопряжена с областью наименьшей длины цилиндрического участка. Изобретение позволяет увеличить скорость протяжки, повысить износостойкость фильеры и качество изготавливаемой трубы. 2 з.п. ф-лы, 6 ил.
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 0 |
|
SU353977A1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ЛЬДА АЙСБЕРГОВ ДЛЯ ПОЛУЧЕНИЯ ПИТЬЕВОЙ ВОДЫ ИЗ НЕГО | 2004 |
|
RU2281878C2 |
| US 3388017 А, 11.06.1968 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |

