Изобретение относится к области машиностроения и может быть использовано для изготовления круглых металлических или полимерных труб из предварительно изготовленной U-образной заготовки с кромками листового материала, загнутыми с их пересечением (внахлест, с наложением друг на друга), а также для изготовления металлополимерных труб (МПТ) с последующим эктрузивным нанесением на круглую металлическую трубу внутреннего и/или внешнего полимерного покрытия.
Из заявки Великобритании (GB №2281878, В29С 47/02, опубл. 22.03.95) известна фильера для изготовления круглой трубы из листового материала U-образной заготовки, содержащая корпус, отверстие, выполненное в корпусе, причем отверстие выполнено асимметричным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой.
Ограничением этого технического решения является недостаточно высокое качество изготовления круглой трубы, что связано с выполнением асимметричного отверстия конусобразным на всем протяжении от заходной до выходной круглой части отверстия. Внутренняя поверхность отверстия при взаимодействии со стенкой U-образной заготовки вызывает неравномерную ее деформацию, что, с одной стороны, уменьшает скорость протяжки, а с другой стороны приводит к преждевременному износу отверстия фильеры, особенно в выходной цилиндрической части отверстия в области, расположенной напротив налагающихся друг на друга кромок U-образной заготовки.
Известна фильера для изготовления круглой трубы из листового материала U-образной заготовки, содержащая корпус, отверстие, выполненное в корпусе, причем отверстие выполнено воронкообразным и асимметричным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой (Заявка ЕР №0353977, В29С 47/02, опубл. 07.02.90).
Преимуществом этого технического решения является достаточно малая длина фильеры вдоль ее продольной оси.
Ограничением этого технического решения являются:
- недостаточно высокое качество поперечного сечения (круглого) получаемой трубы, что связано с неравномерностью загибания краев U-образной заготовки по мере ее прохождения через фильеру;
- ограниченность скорости протяжки из-за малых продольных размеров фильеры и необходимости подвергать U-образную заготовку большой степени деформации на достаточно коротком участке;
- большой износ фильеры и необходимость ее замены через короткий промежуток времени, поскольку происходит преждевременный износ в выходной цилиндрической части отверстия фильеры в области, расположенной напротив налагающихся друг на друга кромок U-образной заготовки;
- неравномерность напряжений в стенках U-образной заготовки вдоль ее продольных и поперечных сечений, связанная с неодинаковой степенью деформации листового материала по мере прохождения заготовки через фильеру, а это может приводить к изгибам продольной оси круглой трубы на выходе заготовки из фильеры.
Наиболее близким техническим решением является фильера для изготовления круглой трубы из листового материала U-образной заготовки, содержащая корпус, отверстие, выполненное в корпусе, причем отверстие выполнено воронкообразным относительно его продольной оси с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, расположенной в центре выходной части отверстия, причем в поперечной плоскости выходная часть отверстия выполнена круглой (Патент РФ № 2245250, В29С 53/04, опубл. 27.01.2005).
В этом техническом решении для формирования круглой трубы отверстие выполнено асимметричным относительно его продольной оси, причем в геометрической плоскости А-А, проходящей через середину загиба с пересечением кромок листового материала и продольную ось отверстия, образующая отверстия, расположенная со стороны его края, противоположного краю отверстия, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, выполнена прямолинейной и параллельной продольной оси отверстия, при этом одна из геометрических точек выходной части отверстия и одна из геометрических точек заходной части отверстия в геометрической плоскости А-А расположены на упомянутой прямолинейной образующей, а образующая отверстия, расположенная со стороны его края, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, выполнена криволинейной, при этом одна из геометрических точек выходной части отверстия в геометрической плоскости А-А расположена на криволинейной образующей, участок отверстия перед его выходной частью выполнен с цилиндрической стенкой, а участок отверстия за заходной его частью перед цилиндрической стенкой выполнен с криволинейной стенкой, прямолинейные образующие цилиндрической стенки участка отверстия, отстоящие на равные расстояния от упомянутой прямолинейной образующей, расположенной в геометрической плоскости А-А, по одну сторону геометрической плоскости А-А выполнены с большей длиной, чем длины прямолинейных образующих цилиндрической стенки участка отверстия по другую сторону геометрической плоскости А-А, и выполнены с плавно уменьшающимися длинами от упомянутой прямолинейной образующей до края, в котором в выходной части отверстия кромки листового материала загнуты с пересечением, соответствующие прямолинейные образующие цилиндрической стенки участка отверстия плавно сопряжены с соответствующими криволинейными образующими участка отверстия с криволинейной стенкой, при этом в геометрической плоскости В-В, расположенной ортогонально геометрической плоскости А-А и проходящей через продольную ось отверстия, расстояние от продольной оси отверстия до его криволинейной образующей с одной стороны выбрано большим, чем расстояние от продольной оси отверстия до его криволинейной образующей с противоположной стороны, в промежуточных плоскостях между геометрическими плоскостями А-А и В-В, проходящими через продольную ось, криволинейные образующие участка отверстия с криволинейной стенкой также отстоят от продольной оси на соответствующие расстояния с возможностью обеспечения плавной криволинейной поверхности, в геометрической плоскости А-А криволинейная образующая с меньшим расстоянием от продольной оси сопряжена с прямолинейной образующей с возможностью создания перед выходной частью отверстия цилиндрической поверхности, а криволинейная образующая с большим расстоянием от продольной оси в геометрической плоскости А-А одновременно сопряжена с упомянутой геометрической точкой выходной части отверстия и с областью наименьшей длины цилиндрического участка, образованного прямолинейной образующей цилиндрической стенки участка отверстия по упомянутую другую сторону геометрической плоскости А-А.
Известная фильера позволяет улучшить симметрию изготавливаемой круглой трубы, соосность ее отдельных участков и их круглого поперечного сечения одинакового диаметра.
Из представленных выше аналогов следует, что для изготовления качественных круглых труб из листового материала U-образной заготовки приходилось изготавливать отверстие фильеры сложной формы асимметричным относительно его продольной оси, причем такие фильеры имеют ограниченную скорость протяжки из-за малых продольных размеров фильеры и необходимости подвергать U-образную заготовку большой степени деформации на достаточно коротком участке, а самый главный их недостаток, что происходит большой износ фильеры и необходимость ее замены через короткий промежуток времени, поскольку происходит преждевременный износ в выходной цилиндрической части отверстия фильеры в области, расположенной напротив налагающихся друг на друга кромок U-образной заготовки.
Решаемая изобретением задача - повышение качества фильеры и изготавливаемой круглой трубы.
Технический результат, который может быть получен при осуществлении изобретения, - упрощение устройства, повышение износостойкости фильеры, обеспечение возможности увеличения скорости протяжки заготовки.
Дополнительный технический результат, который может быть получен при осуществлении изобретения, - обеспечение визуального контроля качества получаемой круглой трубы, а также возможность осуществления сварки загнутых краев листового материала U-образной заготовки непосредственно в области выходной части отверстия фильеры, в которой кромки листового материала U-образной заготовки уже загнуты с их пересечением.
Для решения поставленной задачи с достижением указанного технического результата в известной фильере для изготовления круглой трубы из листового материала U-образной заготовки, содержащей корпус, отверстие, выполненное в корпусе, причем отверстие выполнено воронкообразным с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части отверстия при ее перемещении от заходной части отверстия до выходной части отверстия вдоль его продольной оси, причем в поперечной плоскости выходная часть отверстия выполнена круглой, согласно изобретению отверстие выполнено коническим, корпус снабжен прямолинейной проточкой, сообщенной с отверстием с возможностью взаимодействия краев стенок прямолинейной проточки с загибаемыми кромками листового материала U-образной заготовки, причем прямолинейная проточка выполнена со скосом относительно плоскости симметрии U-образной заготовки, при этом в заходной части отверстия одна из стенок прямолинейной проточки расположена в плоскости симметрии U-образной заготовки, а в выходной части отверстия обе стенки прямолинейной проточки расположены на одинаковом расстоянии от плоскости симметрии U-образной заготовки.
Возможен дополнительный вариант выполнения устройства, в котором целесообразно, чтобы наружная поверхность корпуса в области прямолинейной проточки была выполнена в виде плоскости, а прямолинейная проточка была выполнена сквозной.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшим вариантом его выполнения со ссылками на прилагаемые фигуры.
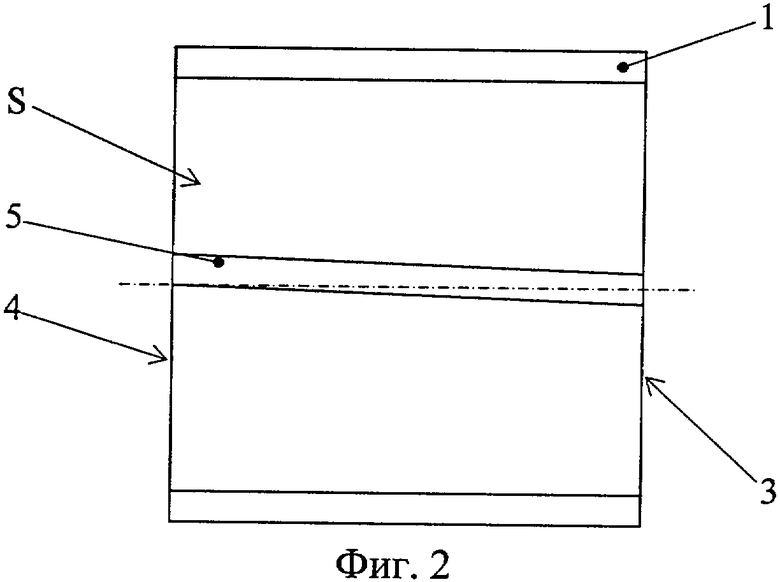
Фигура 1 изображает продольное сечение фильеру, продольное сечение;
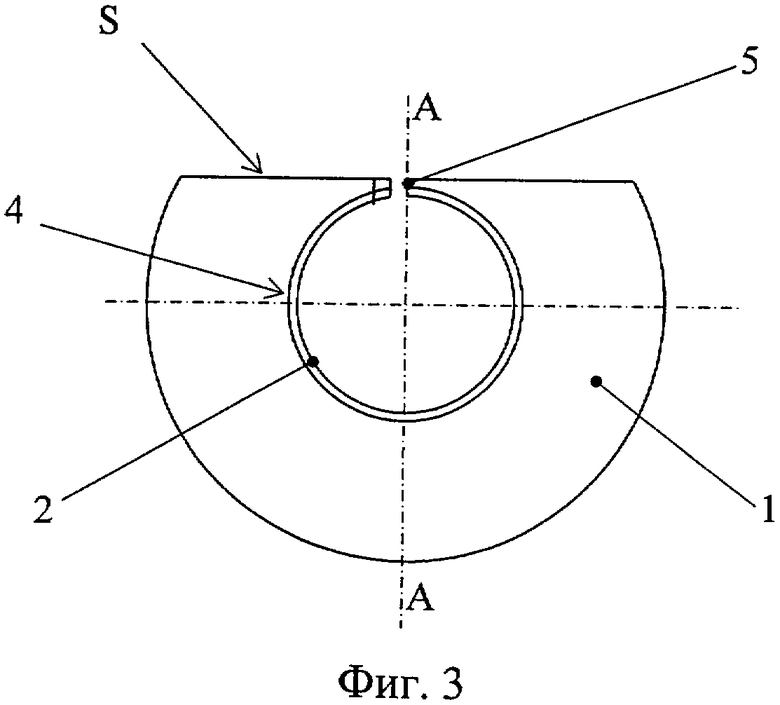
Фиг.2 - то же, что фиг.1, вид сверху;
Фиг.3 - то же, что фиг.1, вид со стоны заходной части отверстия фильеры.
Фильера (фиг.1-3) для изготовления круглой трубы из листового материала U-образной заготовки содержит корпус 1 и отверстие 2, выполненное в корпусе 1. Отверстие 2 выполнено воронкообразным с возможностью формирования круглой трубы за счет загиба с пересечением кромок листового материала U-образной заготовки в выходной части 3 отверстия 2 при ее перемещении от заходной части 4 отверстия до выходной части 3 отверстия 2 вдоль его продольной оси, расположенной в центре выходной части 3 отверстия 2. В поперечной плоскости выходная часть отверстия 2 выполнена круглой.
Отверстие 2 выполнено коническим (фиг.1, 3). Корпус 1 снабжен прямолинейной проточкой 5 (фиг.1-3), сообщенной с отверстием 2 с возможностью взаимодействия краев стенок прямолинейной проточки 5 с загибаемыми кромками листового материала U-образной заготовки. Прямолинейная проточка выполнена со скосом относительно плоскости симметрии А-А (фиг.3) U-образной заготовки. В заходной части 4 отверстия 2 одна из стенок прямолинейной проточки 5 (фиг.2, 3) расположена в плоскости симметрии А-А U-образной заготовки. В выходной части 3 отверстия 2 обе стенки прямолинейной проточки 5 расположены на одинаковом расстоянии от плоскости симметрии А-А U-образной заготовки.
Наружная поверхность корпуса 1 в области прямолинейной проточки 5 может быть выполнена в виде плоскости S, а прямолинейная проточка 5 выполнена сквозной.
Работает фильера (фиг.1-3) следующим образом.
U-образная заготовка поступает в заходную часть 4 отверстия 2 вдоль его продольной оси. Отверстие 2 выполнено коническим, а U-образная заготовка пространственно сориентирована так, чтобы ее кромки располагались симметрично относительно плоскости симметрии А-А (фиг.3). В заходной части 4 отверстия 2 одна из стенок прямолинейной проточки 5 расположена в плоскости симметрии U-образной заготовки (фиг.2, 3), поэтому, например, как показано на фигурах, правая кромка U-образной заготовки начинает испытывать взаимодействие стенки прямолинейной проточки 5 и соответственно отверстия 2 фильеры раньше, чем левая кромка U-образной заготовки. Затем во взаимодействие с левой стенкой прямолинейной проточки 5 начнет испытывать и левая кромка U-образной заготовки. Таким образом, взаимодействие краев стенок прямолинейной проточки 5 с загибаемыми кромками листового материала U-образной заготовки за счет выполнения прямолинейной проточки 5 со скосом осуществляется равномерно и последовательно, одна из кромок U-образной заготовки подвергается более сильному изгибу, а другая по мере перемещения U-образной заготовки вдоль продольной оси накладывается на нее. Ширина прямолинейной проточки 5 выбирается равной или чуть больше величины нахлеста кромок листового материала U-образной заготовки.
В выходной части 3 отверстия 2 обе стенки прямолинейной проточки 5 расположены на одинаковом расстоянии от плоскости симметрии А-А U-образной заготовки, поэтому при выходе из отверстия 2 фильеры получается симметричная круглая труба с обеспечением соосности ее отдельных участков и их круглого поперечного сечения одинакового диаметра. В то же время кромки U-образной заготовки деформируются только стенками прямолинейной проточки 5 и не испытывают воздействия протяженного участка стенки самого отверстия 2 (конического), поэтому отсутствует трение кромок U-образной заготовки о стенку отверстия 2 и исключается максимальное трение и, соответственно, наибольшая деформация наиболее напряженного участка при изготовлении из U-образной заготовки круглой трубы. За счет этого повышается износостойкость фильеры и обеспечивается возможность увеличения скорости протяжки заготовки. Устройство не требует изготовления отверстия 2 со сложной асимметричной формой и конструкция фильеры упрощается.
Кроме того, целесообразно наружную поверхность корпуса 1 в области прямолинейной проточки 5 выполнять в виде плоскости S, а прямолинейную проточку 5 выполнять сквозной. Это дополнительно упрощает конструкцию фильеры и, кроме того, позволяет обеспечить визуальный контроль качества наиболее ответственного участка - загибаемых кромок получаемой круглой трубы снаружи по мере ее прохождения через корпус 1 фильеры. Дополнительно можно осуществлять сварку загнутых краев листового материала U-образной заготовки непосредственно в области выходной части 3 отверстия 2 фильеры, располагая сварочную головку в прорези прямолинейной проточки 5 или же сразу же за выходной частью отверстия 2. Это дополнительно повышает качество изготавливаемой круглой трубы.
Наиболее успешно заявленная фильера для изготовления круглой трубы из листового материала U-образной заготовки промышленно применима в машиностроении для изготовления круглых металлических или полимерных труб, а также для изготовления металлополимерных труб (МПТ).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬЕРА ДЛЯ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ТРУБЫ ИЗ ЛИСТОВОГО МАТЕРИАЛА U-ОБРАЗНОЙ ЗАГОТОВКИ | 2003 |
|
RU2245250C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ АЛЮМИНИЯ | 2005 |
|
RU2296635C1 |
| РЕГУЛИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ОПОРА, ПРЕИМУЩЕСТВЕННО ДЛЯ ФАЛЬШПОЛОВ | 2005 |
|
RU2278227C1 |
| УСТРОЙСТВО для ЗАВАЛЬЦОВКИ ОТОГНУТЫХ КРОМОК листовых ДЕТАЛЕЙ | 1971 |
|
SU307837A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Энергопоглощающее устройство транспортного средства (варианты) | 2022 |
|
RU2790886C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |
Изобретение относится к области машиностроения. Фильера предназначена для увеличения скорости протяжки и качества изготавливаемой трубы. Устройство содержит корпус и отверстие, выполненное в корпусе. Отверстие выполнено коническим. Корпус снабжен прямолинейной проточкой, сообщенной с отверстием с возможностью взаимодействия краев стенок прямолинейной проточки с загибаемыми кромками листового материала U-образной заготовки. Прямолинейная проточка выполнена со скосом относительно плоскости симметрии U-образной заготовки. За счет того, что в заходной части отверстия одна из стенок прямолинейной проточки расположена в плоскости симметрии U-образной заготовки, в выходной части отверстия обе стенки прямолинейной проточки расположены на одинаковом расстоянии от плоскости симметрии U-образной заготовки. Одна из кромок заготовки подвергается более сильному изгибу, другая по мере перемещения заготовки накладывается на нее. Увеличение скорости протяжки и качества изготавливаемой трубы происходит за счет равномерного последовательного взаимодействия краев стенок проточки с кромками заготовки. Износостойкость фильеры увеличена за счет исключения длительного взаимодействия заготовки со стенкой отверстия. 1 з.п. ф-лы, 3 ил.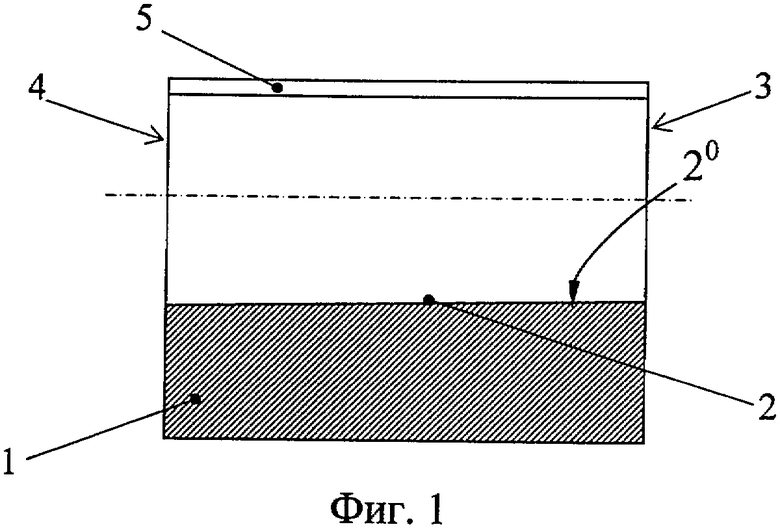
| ФИЛЬЕРА ДЛЯ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ТРУБЫ ИЗ ЛИСТОВОГО МАТЕРИАЛА U-ОБРАЗНОЙ ЗАГОТОВКИ | 2003 |
|
RU2245250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203754C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОКРЫТОЙ ПЛАСТМАССОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1989 |
|
RU2076784C1 |
| Устройство для гибки труб из термопласта | 1988 |
|
SU1645170A1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ЛЬДА АЙСБЕРГОВ ДЛЯ ПОЛУЧЕНИЯ ПИТЬЕВОЙ ВОДЫ ИЗ НЕГО | 2004 |
|
RU2281878C2 |

