Изобретение относится к способам дефектоскопии трубопроводов и может быть использовано при обследовании трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением.
Наиболее близким к предлагаемому является способ дефектоскопии магистральных трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением (КРН), заключающийся в вскрытии трубопровода, удалении изоляционного покрытия с поверхности труб, поиске стресс-коррозионных дефектов и определении их глубины, длины и ширины (см. Инструкцию по обследованию и ремонту газопроводов, подверженных КРН, в шурфах, ВРД 39-1.10-023-2001, М.: ИРЦ Газпром, 2001, с.8-10).
Недостатком известного способа является высокая трудоемкость работ по дефектоскопии трубопровода, обусловленная необходимостью обследования всей поверхности труб и зачистки дефектных участков.
Задачей предлагаемого изобретения является устранение указанного недостатка, т.е. снижение трудоемкости дефектоскопии трубопровода, которое предполагает получение технического результата, заключающегося в уменьшении площади обследуемой поверхности трубопровода и уменьшении площади зачищаемых дефектных участков.
Данный технический результат достигается за счет того, что в известном способе дефектоскопии магистральных трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением, заключающемся в вскрытии трубопровода, удалении изоляционного покрытия с поверхности труб, поиске стресс-коррозионных дефектов и определении их глубины, длины и ширины, после удаления изоляционного покрытия с поверхности труб и перед поиском стресс-коррозионных дефектов определяют участки их поверхности с видимыми отложениями продуктов коррозии, содержащими сидерит, с этих участков удаляют рыхлые отложения продуктов коррозии, поиск стресс-коррозионных дефектов осуществляют вихретоковым или магнитным или магнитовихретоковым дефектоскопом путем обнаружения и выделения зон, в которых значения показаний используемого дефектоскопа выше среднего значения показаний данного дефектоскопа на бездефектном участке трубы более чем в 2,2 раза, для каждой выделенной зоны определяют точку с максимальным значением показаний используемого дефектоскопа и производят зачистку участка, включающего эту точку, до металла, глубину стресс-коррозионного дефекта определяют путем повторной регистрации максимального значения показаний используемого дефектоскопа на зачищенном участке и сопоставления его со значениями показаний этого же дефектоскопа на эталонных образцах труб с дефектами заданной глубины, а для определения длины и ширины стресс-коррозионного дефекта через точку, соответствующую максимальному значению показаний дефектоскопа, параллельно визуально установленному на зачищенном участке направлению стресс-коррозионных трещин проводят линию, вдоль которой регистрируют показания используемого дефектоскопа и в местах ее пересечения с границами выделенной зоны с повышенными показаниями используемого дефектоскопа начинают зачистку поверхности трубы до металла вдоль указанной линии и продолжают ее до появления стресс-коррозионных трещин, определяют в местах появления стресс-коррозионных трещин значения показаний используемого дефектоскопа, зарегистрированные до зачистки, и выбирают из них меньшее, которое используют в качестве критериального значения для ограничения зоны поверхности трубы, внутри которой значения показаний используемого дефектоскопа больше найденного критериального значения, а длину и ширину стресс-коррозионного дефекта определяют путем проецирования ограниченной зоны поверхности трубы на продольную и кольцевую образующие трубы с последующим измерением размеров полученных проекций.
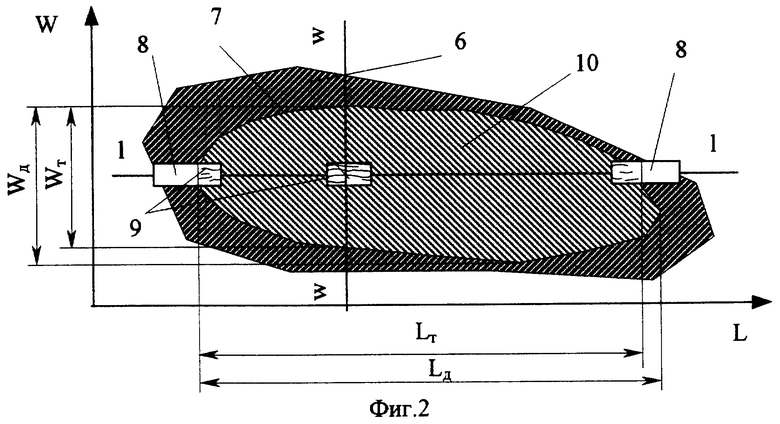
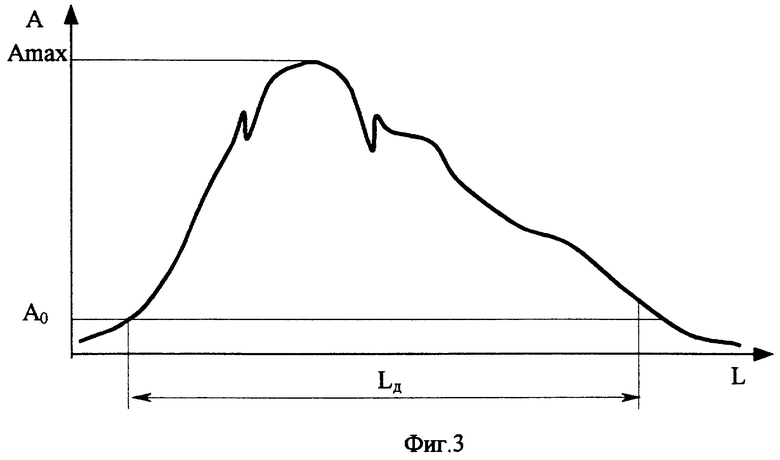
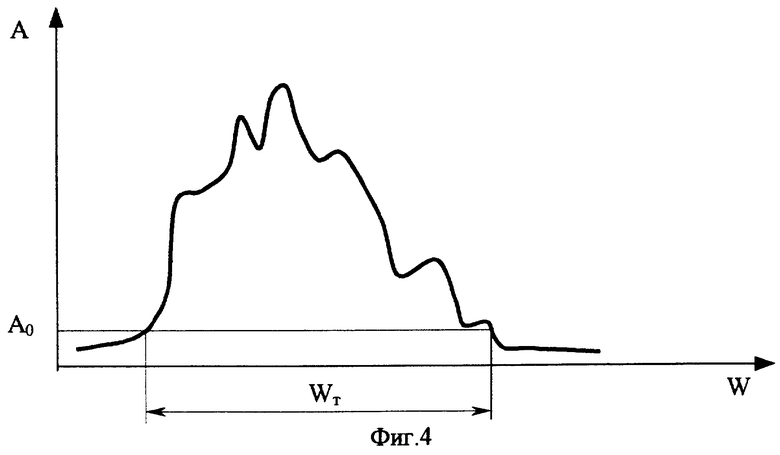
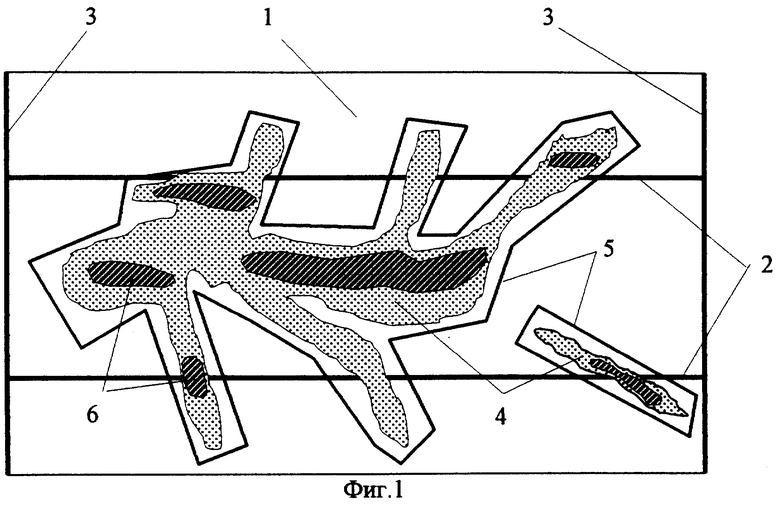
Способ дефектоскопии трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением, поясняется с помощью фиг.1, 2, 3 и 4. На фиг.1 показана развертка трубы в плане, на фиг.2 - одна из выделенных зон, на фиг.3 изображены показания дефектоскопа вдоль линии, параллельной направлению стресс-коррозионных трещин, на фиг.4 изображены показания дефектоскопа вдоль линии, перпендикулярной направлению стресс-коррозионных трещин.
На фиг.1 обозначены труба 1, продольные 2 и кольцевые 3 сварные швы трубы 1, участки 4 поверхности трубы 1, где наблюдаются отложения сидерита, зачищаемые от продуктов коррозии и изоляции зоны 5, а также зоны 6 поверхности трубы 1, где показания вихретокового или магнитовихретокового или магнитного дефектоскопа превышают среднее значение на бездефектном участке трубы 1 более чем в 2,2 раза. На фиг.2 показаны одна из выделенных зон 6, зачищенный до металла участок 7 трубы 1, включающий точку с максимальным значением показаний дефектоскопа, зачищенные до металла в направлении участка 7 участки 8 трубы 1, стресс-коррозионные трещины 9, границы которых, видимые на участках 8, ограничены отрезком Lт линии 1-1, зона 10 поверхности трубы 1, по размерам которой оценивают длину Lд и ширину Wд стресс-коррозионного дефекта.
Принцип определения границ зоны 10 и максимальной глубины дефекта иллюстрируется на фиг.3 и 4, где изображены показания дефектоскопа вдоль линии 1-1 (фиг.3), параллельной направлению стресс-коррозионных трещин и линии w-w (фиг.4), перпендикулярной этому направлению. Значение А0, которое принимают в качестве критериального значения, определяют как меньшее из двух значений показаний дефектоскопа, соответствующих появлению трещин на линии 1-1 (фиг.2, 3). Границы зоны 10 по линии w-w (фиг.2, 4) определены как точки пересечения уровня А0 с графиком показаний дефектоскопа вдоль указанной линии (фиг.4). Максимальную глубину дефекта определяют путем сопоставления максимальных показаний используемого дефектоскопа Аmax на зачищенном участке 7 (фиг.3) с показаниями данного дефектоскопа на эталонных образцах.
Способ дефектоскопии труб на участках, предрасположенных к КРН, основан на том факте, что стресс-коррозионные дефекты возникают лишь под отслоившимся изоляционным покрытием и только на участках, где имеются отложения продуктов коррозии, содержащих сидерит. Этот факт подтвержден результатами визуальных и приборных (с помощью дефектоскопов) обследований более 5000 участков труб со стресс-коррозионными трещинами, при этом не обнаружено ни одного участка труб со стресс-коррозионными дефектами, где отсутствовал сидерит. Проведенные обследования трубопроводов показали, что около 90% дефектов находились в нижней половине труб. Кроме того, для труб, изготовленных из стали контролируемой прокатки с применением формовки в непрерывном валковом стане порядка 80% стресс-коррозионных дефектов расположены по линии сплавления продольного сварного шва с основным металлом и на расстоянии до 250 мм от нее. На остальных типах труб указанная закономерность не проявляется.
На поверхности труб, кроме рыхлых отложений продуктов коррозии, легко удаляемых с помощью металлической щетки, имеются также твердые продукты коррозии, удаление которых требует применения шлифовальных дисков и связано со значительными трудозатратами. При обследовании труб, не очищенных от твердых продуктов коррозии, показания вихретокового или магнитного или магнитовихретокового дефектоскопа могут превышать значения показаний дефектоскопа, регистрируемые на бездефектном участке трубы, даже в том случае, когда на поверхности трубы отсутствуют стресс-коррозионные трещины. Это связано с тем, что используемые датчики измерительных устройств (дефектоскопов) реагируют на продукты коррозии.
Таким образом, целесообразно иметь в виду, что определение геометрических параметров стресс-коррозионного дефекта (глубины, ширины и длины) можно осуществить только после зачистки дефектного участка до металла. Однако с достаточной для практических целей точностью указанные параметры могут быть измерены и определены при частичной зачистке дефектного участка. В дальнейшем в настоящем описании стресс-коррозионным дефектом условно считают систему стресс-коррозионных трещин, образующих непрерывную проекцию на продольную образующую трубопровода.
Способ осуществляется следующим образом.
По результатам обследования трассы трубопровода определяют участок трубопровода, предрасположенный к КРН. В пределах участка отрывают шурф, снимают с трубы 1 изоляционное покрытие, визуально выделяют участки 4 с отложениями сидерита (отложения продуктов коррозии, содержащих сидерит, имеют светлый цвет (белый, светло-серый, светло-коричневый и т.п. и порошкообразную консистенцию). С участков 4 в пределах размечаемых маркером зон 5 с помощью металлических щеток удаляют рыхлые отложения продуктов коррозии. При этом на трубе 1 остаются твердые отложения продуктов коррозии.
Перед началом дефектоскопии трубы 1 производят настройку дефектоскопа на бездефектном участке трубы таким образом, чтобы значения его показаний были положительными, т.е. больше нуля. При этом будет наблюдаться некоторый разброс значений показаний дефектоскопа от нуля до величины, превышающей среднее значение показаний примерно в 2 раза.
Поиск стресс-коррозионных дефектов осуществляют на участках 4 вихретоковым или магнитным или магнитовихретоковым дефектоскопом путем обнаружения и выделения зон 6, в которых значения показаний используемого дефектоскопа выше среднего значения показаний данного дефектоскопа на бездефектном участке трубы 1 более чем в 2,2 раза (фиг.1).
Для каждой зоны 6 (фиг.2) определяют участок 7, включающий точку с максимальным значением показаний используемого дефектоскопа, и производят его зачистку до металла.
Глубину стресс-коррозионного дефекта определяют путем повторной регистрации максимального значения Аmах показаний используемого дефектоскопа на зачищенном участке 7 и сопоставления его со значениями показаний этого же дефектоскопа на эталонных образцах труб с дефектами заданной глубины. Повторная регистрация показаний дефектоскопа необходима потому, что они изменяются после удаления твердого слоя продуктов коррозии. Для корректного определения глубины трещин необходимо, чтобы поверхность трубы была такой же, как поверхность эталонных образцов, т.е. без слоя твердых продуктов коррозии.
Для определения длины Lд и ширины Wд стресс-коррозионного дефекта через точку, соответствующую максимальному значению показаний дефектоскопа параллельно визуально установленному направлению стресс-коррозионных трещин 9 на зачищенном участке 7 проводят линию 1-1, вдоль которой регистрируют показания используемого дефектоскопа (фиг.3) и в местах ее пересечения с границами выделенной зоны (фиг.2) начинают зачистку поверхности трубы до металла вдоль линии 1-1, которую продолжают до появления стресс-коррозионных трещин 9. Далее определяют в местах появления на участках 8 стресс-коррозионных трещин 9 (фиг.2) значения показаний используемого дефектоскопа, зарегистрированные до зачистки, и выбирают из них меньшее А0 (фиг.3), которое используют в качестве критериального значения для ограничения зоны 10 поверхности трубы, внутри которой значения показаний используемого дефектоскопа больше найденного критериального значения А0, а длину Lд и ширину Wд стресс-коррозионного дефекта определяют путем проецирования ограниченной зоны 10 поверхности трубы 1 на ее продольную и кольцевую образующие с последующим измерением размеров полученных проекций.
По определенным геометрическим параметрам стресс-коррозионных дефектов оценивают их опасность и принимают решение о замене или ремонте трубы 1. В случае замены трубы 1 ее дальнейшее обследование не проводят, в противном случае - продолжают обследование трубы 1 с целью поиска других, не стресс-коррозионных дефектов (например, металлургических дефектов, механических повреждений, вмятин, гофр и т.п.). После завершения обследования принимают решение о способе ремонта трубы 1.
Пример реализации способа
Газопровод Ухта-Торжок 2 диаметром 1220 мм на участке 1136,555-1136,722 км предрасположен к КРН, что было установлено по результатам обследования трассы газопровода. В пределах указанного участка газопровода отрыт шурф длиной 17 м, с труб удалено изоляционное покрытие, под которым наблюдаются участки поверхности трубы с видимыми отложениями продуктов коррозии, содержащих сидерит и имеющих белый и светло-серый цвет. С этих участков механической металлической щеткой удалены рыхлые продукты коррозии и обнаружены семь зон, в которых показания вихретокового дефектоскопа ВД-12 НФМ составляют более 110 ед., что превышает средние значения на бездефектной поверхности трубы (50 ед.) более чем в 2,2 раза. Далее определены геометрические размеры стресс-коррозионных дефектов (максимальная глубина, длина и ширина). Максимальная глубина наиболее опасного дефекта составила 5 мм, его длина - 600 мм, ширина - 80 мм. Наиболее протяженный дефект имеет максимальную глубину 1 мм, длину 2000 мм, ширину 400 мм. Принято решение о замене труб. На границах участка, предрасположенного к КРН, отрыли два шурфа, в которых выполнили дефектоскопию аналогичным образом. В первом из них обнаружили пять стресс-коррозионных дефектов глубиной до 1 мм, во втором - 12 стресс-коррозионных дефектов глубиной до 1,5 мм. При этом на крайних трубах в обоих шурфах дефектов не обнаружено. Принято решение заменить трубы со стресс-коррозионными дефектами. Затем с целью обнаружения металлургических и других дефектов выполнено обследование крайних труб, не содержащих стресс-коррозионные дефекты. На указанных трубах дефектов не обнаружено и принято решение об оставлении их в газопроводе без проведения ремонта. В итоге замене подлежит участок газопровода, ограниченный крайними стресс-коррозионными дефектами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕМОНТОПРИГОДНОСТИ ТРУБЫ | 2007 |
|
RU2366855C2 |
| СПОСОБ ОТБРАКОВКИ И РЕМОНТА ТРУБ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2639599C2 |
| СПОСОБ ОБСЛЕДОВАНИЯ ТРУБОПРОВОДА, ПОДВЕРЖЕННОГО КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ | 2004 |
|
RU2332609C2 |
| Способ оценки глубины трещин на поверхности труб | 2021 |
|
RU2775659C1 |
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, ПРЕДРАСПОЛОЖЕННЫХ К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ | 2003 |
|
RU2247893C2 |
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ ТРУБОПРОВОДОВ, ПРЕДРАСПОЛОЖЕННЫХ К ВНУТРЕННЕЙ КОРРОЗИИ | 2008 |
|
RU2360230C1 |
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ПРЕДРАСПОЛОЖЕННЫХ К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ (СТРЕСС-КОРРОЗИИ) | 1999 |
|
RU2147098C1 |
| СПОСОБ БЕСКОНТАКТНОГО ВЫЯВЛЕНИЯ МЕСТОПОЛОЖЕНИЯ И ХАРАКТЕРА ДЕФЕКТОВ МЕТАЛЛИЧЕСКИХ СООРУЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2264617C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 2004 |
|
RU2332610C2 |
| Способ и устройство двойного намагничивания для обнаружения и идентификации трещин в стальных трубопроводах | 2024 |
|
RU2838440C1 |
Изобретение относится к способам дефектоскопии трубопроводов и может быть использовано при обследовании трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением. Технический результат: уменьшение площади обследуемой поверхности трубопроводов и зачищаемых дефектных участков. Сущность: после удаления изоляционного покрытия с поверхности труб и перед поиском стресс-коррозионных дефектов определяют участки их поверхности с видимыми отложениями продуктов коррозии, содержащими сидерит. С этих участков удаляют рыхлые отложения продуктов коррозии. Поиск стресс-коррозионных дефектов осуществляют вихретоковым или магнитным или магнитовихретоковым дефектоскопом путем обнаружения и выделения зон, в которых значения показаний используемого дефектоскопа выше среднего значения показаний данного дефектоскопа на бездефектном участке трубы более чем в 2,2 раза. Для каждой выделенной зоны определяют точку с максимальным значением показаний используемого дефектоскопа и производят зачистку участка, включающего эту точку, до металла. Глубину стресс-коррозионного дефекта определяют путем повторной регистрации максимального значения показаний используемого дефектоскопа. Определяют в местах появления стресс-коррозионных трещин значения показаний используемого дефектоскопа, зарегистрированные до зачистки, и выбирают из них меньшее, которое используют в качестве критериального значения для ограничения зоны поверхности трубы, внутри которой значения показаний используемого дефектоскопа больше найденного критериального значения. Длину и ширину стресс-коррозионного дефекта определяют путем проецирования ограниченной зоны поверхности трубы на продольную и кольцевую образующие трубы с последующим измерением размеров полученных проекций. 4 ил.
Способ дефектоскопии магистральных трубопроводов на участках, предрасположенных к коррозионному растрескиванию под напряжением, заключающийся во вскрытии трубопровода, удалении изоляционного покрытия с поверхности труб, поиске стресс-коррозионных дефектов и определении их глубины, длины и ширины, отличающийся тем, что после удаления изоляционного покрытия с поверхности труб и перед поиском стресс-коррозионных дефектов определяют участки их поверхности с видимыми отложениями продуктов коррозии, содержащими сидерит, с этих участков удаляют рыхлые отложения продуктов коррозии, поиск стресс-коррозионных дефектов осуществляют вихретоковым, или магнитным, или магнитовихретоковым дефектоскопом путем обнаружения и выделения зон, в которых значения показаний используемого дефектоскопа выше среднего значения показаний данного дефектоскопа на бездефектном участке трубы более чем в 2,2 раза, для каждой выделенной зоны определяют точку с максимальным значением показаний используемого дефектоскопа и производят зачистку участка, включающего эту точку, до металла, глубину стресс-коррозионного дефекта определяют путем повторной регистрации максимального значения показаний используемого дефектоскопа на зачищенном участке и сопоставления его со значениями показаний этого же дефектоскопа на эталонных образцах труб с дефектами заданной глубины, а для определения длины и ширины стресс-коррозионного дефекта через точку, соответствующую максимальному значению показаний дефектоскопа, параллельно визуально установленному на зачищенном участке направлению стресс-коррозионных трещин проводят линию, вдоль которой регистрируют показания используемого дефектоскопа, и в местах ее пересечения с границами выделенной зоны с повышенными показаниями используемого дефектоскопа начинают зачистку поверхности трубы до металла вдоль указанной линии и продолжают ее до появления стресс-коррозионных трещин, определяют в местах появления стресс-коррозионных трещин значения показаний используемого дефектоскопа, зарегистрированные до зачистки, и выбирают из них меньшее, которое используют в качестве критериального значения для ограничения зоны поверхности трубы, внутри которой значения показаний используемого дефектоскопа больше найденного критериального значения, а длину и ширину стресс-коррозионного дефекта определяют путем проецирования ограниченной зоны поверхности трубы на продольную и кольцевую образующие трубы с последующим измерением размеров полученных проекций.
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ПРЕДРАСПОЛОЖЕННЫХ К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ (СТРЕСС-КОРРОЗИИ) | 1999 |
|
RU2147098C1 |
| СПОСОБ ОЦЕНКИ ОПАСНОСТИ ДЕФЕКТОВ ТРУБОПРОВОДА | 1998 |
|
RU2172929C2 |
| US 6194902 А, 27.02.2001 | |||
| Бульдозерное оборудование | 1981 |
|
SU1002465A2 |

